中厚板奇數道次軋鋼工藝的分析與實踐
2017-09-03 10:26:34王景
河南冶金 2017年3期
關鍵詞:優化
王 景
(安陽鋼鐵股份有限公司)
中厚板奇數道次軋鋼工藝的分析與實踐
王 景
(安陽鋼鐵股份有限公司)
中厚板軋鋼生產中,頭部形狀普遍存在上翹或下扣現象,各機組多采用偶數道次軋制,便于后續矯直工序的咬入。偶數道次軋鋼,終軋鋼板在軋機機前,運送鋼板時軋機的空轉增加了能耗。通過分析頭部形狀的控制與改善,研究選用合理的輥速差、輥徑差、軋制標高等,實現奇數道次軋制,避免了軋機的空轉,降低了軋鋼成本。
中厚板 奇數道次 軋鋼 降低成本
0 前言
國內中厚板廠普遍采用偶數道次軋鋼,其優勢是終軋尾部平直,是鋼板的前進方向,便于后續矯直機的咬入,生產中的事故率較低。若奇數道次軋鋼,終軋道次咬入的頭部是鋼板的前進方向,頭部形狀上翹或下扣,程度惡劣時鋼板運行安全難以保證,尤其是隨后的矯直咬入可能存在較大的困難,直接影響到軋鋼效率。但是,偶數道次軋制,鋼板軋后在軋機機前,增加了鋼板運輸時的軋機空轉,軋機是產線的主要耗能設備,一般是產線裝機總容量的60%~80%,采用奇數道次軋鋼,終軋鋼板在機后可直接送鋼,避免軋機空轉道次增加的能耗,在當前鋼鐵企業利潤微薄的情況下,具有實質性的意義。某2 800 mm中板生產線軋制設備為雙機架四輥可逆式軋機,筆者就該中厚板生產線探索奇數道次軋鋼的過程控制措施進行了研究分析。
1 主要工藝設備及技術參數
該2 800 mm中板生產線軋制設備為雙機架四輥可逆式軋機,允許最大軋制力50 000 KN,最大軋制力矩2×1 720 KN·m,軋機剛度8 360 KN/mm,軋制速度0~±(2.36~5.65) m/s,電動壓下速度0~20/30(返回) mm/s,壓下電機功率2×186 kW。采用的軋輥材質及尺寸參數、主電機型號和軋機液壓壓下液壓缸參數分別見表1、表2和表3。

表1 精粗軋機軋輥材質及尺寸

表2 精粗軋機主電機電機型號
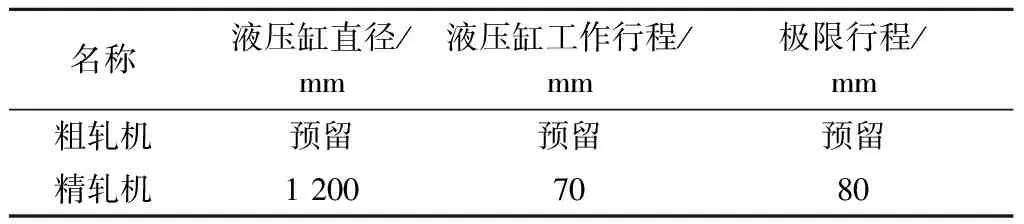
表3 精粗軋機液壓壓下液壓缸參數
2 中厚板奇數道次軋鋼的難點及改進方向
制約奇數道次軋鋼的難點,主要是需要著力提高頭部形狀的控制與改善。中厚板軋制關于頭部形狀控制的文獻較多,對輥速差、輥徑差、工藝間隙、軋制力、軋制線高度、上下輥中心線的偏移量、軋件上下溫差等均有清晰的闡述。實際生產,鋼板頭部的翹曲度難以準確測量,影響頭部形狀的上下輥徑差、軋制線高度等主要因素,在既定大生產條件內,也難以實時調整,加上各種變量的綜合作用,很難獲得預期的頭部形狀。該2 800 mm雙機架中板生產線,頭部形狀的趨勢規律存在兩類不足:一是≤10 mm板,軋后頭部易發扣頭現象,時有扎輥道現象;二是≥18 mm板,軋后頭部易發翹頭現象,偶有頂撞切水板的情況。筆者進行研究實踐改進,目的是要實現奇數道次軋鋼,降低工序能耗,理想的頭部形狀應實現微翹,確保運輸安全,同時微翹程度需加以控制,確保矯直順暢咬入。結合實際生產情況,確定了以下改進內容:
1)確定鋼板翹曲度簡單易行的現場評價方法;
2)優化軋制線高度的管理、優化配輥制度,提高板型頭部形狀控制的普適性;
3)優化調整電氣雪橇功能,增強頭部板型實時調整控制的能力;
4)優化雙機架負荷分配,整體不增加軋制道次,精軋機軋制道次或增或減,以實現奇數道次為主。
3 實現中厚板單道次軋鋼的分析與解決
首先讓現場操作人員能明確頭部翹曲的允許程度,并從優化軋制線高度、優化配輥制度,改進電氣雪橇功能等方面入手,加以其他工藝調整手段,如優化雙機架負荷分配、優化溫度控制、優化軋制壓力、優化軋制速度等,獲得預期的鋼板頭部翹曲度。
3.1 頭部翹曲度的評價方法
中厚板頭部形狀的翹曲程度可用軋件彎曲高H與彎曲曲率ρ表示。實際上,軋件頭部彎曲高度與彎曲曲率測量難度較大,依靠機器視覺技術的頭部彎曲檢測系統如板型儀等,需增加投資,且設備復雜。實踐中,首先確定翹曲度的評價方法,拋開彎曲曲率中弧長的監測,直接以軋件頭部彎曲高度為控制要點,采用目測判斷能否順利進入矯直機為標準,將軋件頭部形狀分為五檔:1)微扣,≤10 mm板可能會造成鉆輥道事故;2) 平直;3)微翹,可順利進入矯直機;4) 上翹,較厚規格板(≥18 mm板)無法進入矯直機;5)嚴重上翹,可能會撞擊設備,造成事故。改進的預期,希望得到平直或微翹的板型,在摸底試軋時,確定的彎曲高度以翹頭不超過500 mm為標準。對于≤10 mm板,減少或杜絕微扣板;≥18 mm板頭部上翹超過400 mm以上時,矯直機咬入困難,翹頭高度最大僅允許400 mm。同時在機后輥道架上樹立自制高度標尺,便于操作比對。
3.2 優化軋制線高度
軋制線是下工作輥輥面所處的水平線,軋制線高度是指軋機下輥的上表面與機架輥的上表面之間的高度差,用符號A來表示,高度差的存在對軋件軋后的運動方向有影響。軋制線高度的確定可通過軋制線標高調整來實現。軋制線標高是從軋機底部到軋制線的標準高度,考慮階梯墊、支撐輥和工作輥輥徑等因素可精確計算。
對稱軋制時,軋制線高度等于總壓下量的1/2(A=△h/2),板坯水平咬入,其他軋制條件也對稱的情況下,軋件軋后應保持平直。當A≠△h/2時,由于軋件咬入時存在傾角,相應的上下輥咬入角不同,但變形區上下受力平衡,導致上下壓下量△h上、△h下不同,壓下量較大的一側延伸率較大,軋件即向另一側彎曲。研究表明,當A>△h/2時,軋件爬坡咬入,軋后頭部向下彎曲;當A<△h/2時,軋件下傾咬入,軋后頭部向上彎曲[1]。該生產線原為單機架設計,機架輥高度為800 mm,軋制線高度設定為(840±7.5) mm,通過技改形成雙機架布置形式,精軋機壓下量最大僅需20 mm,對照理論分析,軋制線高度偏高,多數時候A>△h/2,尤其是道次壓下量較小的10 mm及以下規格板,不能通過電氣雪橇調整遏制扣頭現象。分析認為,軋制線高度偏高,其他實時調整手段不能顯現應有的效果。為了弱化軋制線高度的影響,凸顯其他可適時調整的工藝手段,有必要適度降低軋制線高度。通過實驗,分別采用(825±7.5) mm、(830±7.5) mm、(835±7.5) mm的軋制線高度,結果表明,降低軋制線高度,小規格板扣頭現象得到改善。兼顧其他規格,優化后按(830±7.5) mm執行,在隨后的批量生產驗證中,發生小規格板扣頭現象時,再使用電氣雪橇調整,可表現出應有的趨勢。
3.3 優化配輥制度
一般認為,中板軋制采用下輥徑大于上輥徑5 mm~10 mm的配輥方案,即下壓法軋制,目的是使軋出的板坯微翹,呈“滑雪板”形狀,以避免鋼板撞擊機架輥等。審視該生產線的配輥制度,由于軋輥是大宗耗材,輥徑差的要求受軋輥數量上的制約,輥徑差規定Φ下>Φ上,且不超過30 mm。實際生產中,上下輥徑差較大時,可實時調整的工藝手段,如雪橇調整、壓下量調整很難改變頭部的扣翹趨勢;上下輥徑相差不大時,受不同品種、規格板上下表面溫差不同的影響,也干擾了調整量的規律。配輥制度,必需在摸清軋件上下表面溫差影響的基礎上,結合備輥實際進行優化,提高配輥的合理性,以便實時工藝調整手段對頭部板型的控制產生作用。已有的研究認為,給定一個輥徑,根據上下輥軋制力平衡條件,假定軋件上下溫度、溫差不變,總會有一個確定的配對輥徑[3],可使軋件軋后平直,其核心是上下輥軋出的金屬體積差△V=0,即中厚板軋制每一個道次都需要有不同的輥徑差。顯然,現實之中不可能滿足,因此,一般做法都是給定一個輥徑差的限定范圍。
分析軋件溫度差,當板坯上表面溫度高于下表面溫度,則軋制區板坯上表面變形抗力小于下表面變形抗力,變形區上表面只有增大接觸弧長才能滿足上下輥軋制力平衡這一條件。結果,上輥壓入板坯深度要大于下輥壓入板坯深度,即△h上>△h下,則上輥從變形區軋出的金屬體積將比在相同時間內下軋輥從變形區軋出的金屬體積大。忽略寬展,板坯在軋機出口單位時間內上表面金屬延伸量大于下表面金屬延伸量,導致板坯生成向下彎曲的圓弧[2]。反之,會產生板坯生成向上彎曲的圓弧。實踐中,軋鋼過程中軋件的上下溫差客觀上較難消除,加熱時爐內板坯上方加熱空間較大,加熱較好,工藝上提高下燒嘴的工藝溫度設定因為量化難度并不能徹底解決,一般板坯上表原始加熱溫度略高于下表,偶爾會有下表高于上表的情況;軋制時,軋件與輥道接觸,輥道冷卻水的作用,使下表溫降條件優于上表面,同一機組同一時期,生產小規格板時頭部易扣、大規格板易翹的原因,區別也主要是上下溫差程度不同,因此,工藝上改進,提出軋制6 mm、8 mm板時,關停輥道冷卻水。溫差的跟蹤與量化,最大的難點是不同道次、不同溫度區間內呈動態變化,所以,最直接的方式是實測雙機架中間坯上下溫差,結果顯示軋件上表普遍高20 ℃~50 ℃,針對這一實際,決定保留下壓法配輥的做法。針對輥徑差限定范圍的確定,主要通過實踐來驗證雪橇、壓下量調整改變頭部的扣翹趨勢的作用,結果顯示,應提高軋輥使用周轉的均衡性,輥徑差需逐步控制到15 mm以內。
3.4 改進電氣雪橇功能
精確實現雪橇軋制和負荷平衡,其關鍵是優選出傳動控制系統所需特性和參數。雪橇值,即咬鋼時上下輥線速度的比值(V上/V下),可從操作臺設置,以BCD碼的形式送給ISAD,由ISAD軟件實現在咬鋼后短暫的雪橇期內上輥速度設定,上輥速度=下輥速度×雪橇值,使下輥線速度大于上輥線速度,鋼板下表面的延展大于上表面,達到翹頭的目的。
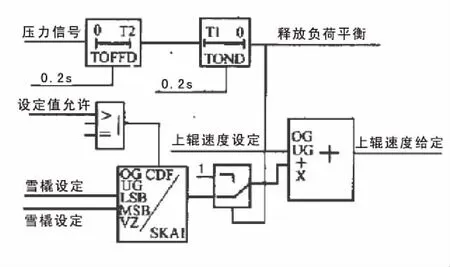
圖3 雪橇軋制的控制原理
現實生產中,出于生產安全考慮,電氣雪橇功能的投用主要是為了讓鋼板頭部微微上翹,避免撞擊輥道。實際跟蹤軋制過程中,上翹程度滿足了安全生產的需求,但奇數道次軋制不能滿足進入矯直咬入的需求。分別跟蹤8 mm、10 mm、12 mm、14 mm、16 mm、18 mm厚度規格板不同寬度條件下Q245R、Q345C的軋制頭部表現,適時進行雪橇值的調整,優化工作主要是要突出電氣雪橇輔助調整頭部板型控制的效果,經安全論證,雪橇啟動觸發條件由500 A調整為800 A,作用延時由300 ms延長到600 ms,雪橇值區間由0.95~0.99擴容到0.92~0.99。同時,為了強化雪橇效果,優化軋制速度制度,改變單一的低速咬入、高速軋制的方法,試驗恒速軋制法,考慮6 mm、8 mm板對設備沖擊損傷力小,咬入階段也采用中高速,變相延長了雪橇作用時間,相當于增加了翹曲度中的弧長,可消除扣頭“死彎”現象。
針對翹頭嚴重的≥18 mm板,電氣新增程序,特別進行了“反雪橇”的開發。“反雪橇”的使用原理,簡單說,就是程序設計把輥速比由“雪橇”的“V上/V下”變為“V下/V上”,加大上輥轉速,促使軋件上表延伸,遏制翹頭程度,其投用條件結合鋼種及規格,主要用在翹頭較嚴重的較大規格板上。優化后系統可以根據不同規格和鋼種的需要,隨時選擇正反雪橇量,具有使用方便、性能穩定、精度高的特點,鋼板扣翹頭程度得到有效控制。
3.5 優化雙機架負荷分配
隨著單道次軋制的應用,以往雙機架任務負荷分配不再適用,主要是縮短了精軋機軋制周期,打破了慣有的平衡。兩架軋機的銜接,出現了精軋等粗軋的現象,調整不當又會發生粗軋軋制任務過低的情況。簡單的處理,只需繪制出1塊鋼的整個軋制周期表,細分粗軋程——中間坯待溫——精軋程進行不斷的均衡優化即可,但其中涉及到鋼種的精軋程累積壓下量、控溫工藝條件限定,情況相對復雜起來。對典型品種規格,繪制軋制周期表,可以找出最佳結合點,但品種、規格覆蓋面較多,且轉換頻繁的情況下,很難滿足實際需求。為了平衡分配雙機架軋制任務,實踐中精軋機單道次軋制不能只是單純的減道次,必要時應增加道次,繪制軋制周期表由單塊向多塊延伸,把一個品種規格由固定中間坯厚度向多個中間坯厚度過渡,較好的解決了雙機架負荷平衡問題,單道次軋制的實現比例得到有效推進,軋制節奏也提高了5 s/塊~10 s/塊。
3.6 其他改進優化措施
在完成以上通用優化措施的基礎上,筆者在現場發現一些與常理相悖的現象,如有時雪橇投用以后,頭部反而向快輥側彎曲。已有研究認為,當上、下兩輥輥速不同時,會在一特定區域內使之作用在上、下兩輥的摩擦力方向不同,導致快輥的力矩比慢輥的大,易造成快輥咬鋼時掉轉[4],進而造成反向彎曲。根本上,還是中性層為界,上下變形金屬體積的不同。還有就是軋機工藝間隙的存在,上下輥中心線的偏移,也會干擾頭部形狀調整的方向。針對該類現象,在軋機剛度一定的情況下,主要從間隙管理入手,限制軋制摩擦力引發的偏移;從安全角度考慮,還論證提高軋制區域延伸輥道速度,上調10%,避免碰撞產生的次生頭部彎曲;結合煤氣熱值的變化情況,優化待溫工藝,具體是加大待溫頻次、縮短每次待溫時間,使生產組織不斷接近均衡模式,便于溫度控制的整體穩態,促進單道次軋制的應用與推廣。
4 效果
實現單道次軋鋼的關鍵在控制頭部形狀平直,控制頭部形狀的關鍵在于咬入條件的綜合作用。任何一項優化措施都不是孤立的存在,通過分析單道次軋鋼的可行性,為一線崗位提供了很好的技能提升機會,近60%的鋼板實現了單道次軋鋼,機時產量因此提高1.36 t/h,電耗指標降低4.71 kWh/t。
[1] 閆磽強.中扳軋制過程扳坯彎曲生成與抑制之五——軋制線高度及軋輥偏移距對板坯彎曲的影響[J].北京科技大學學報,2001,23(5):463-465.
[2] 閆磽強.中扳軋制過程扳坯彎曲生成與抑制之二——采用上壓法抑制板坯彎曲[J].北京科技大學學報,2000,22(6):547-550.
[3] 閆磽強.中扳軋制過程扳坯彎曲生成與抑制之二——采用上壓法抑制板坯彎曲[J].北京科技大學學報,2000(6):547-550.
[4] 胡衍生.輥速差對軋件頭部彎曲的影響[J].鋼鐵研究學報,2004,16(5):37-41.
ANALYSIS AND PRACTICE OF SINGLE PASS ROLLING PROCESS FOR MEDIUM AND HEAVY PLATE
Wang Jing
(Anyang Iron and Steel Stock Co., Ltd)
In the production of medium and heavy plate rolling, the shape of the head is generally upward or downward, and most rolling mills adopts sample rolling process, which is convenient for the subsequent straightening process. Under the condition of sample rolling process, finishing rolling plate is before the rolling mill and the idling of mill, for transporting plate, increases the energy consumption. This paper analyzes the control and improvement method of head shape, such as the difference of velocity, differential diameter of rolls or rolling line and so on. The improved scheme avoids the idling of the rolling mill and reduces the cost of steel rolling. The medium and heavy plate mill realizes single pass rolling.
Medium and heavy plate Single pass rolling Roll steel Cost reduction
,工程師,河南.安陽(455004),安陽鋼鐵集團股份有限公司第二軋鋼廠;
2017—3—15
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45
