基于實時過程管理的智能化焊接管控系統
2017-09-19 09:53:13曾俊冬馮文超付敬奇
上海大學學報(自然科學版) 2017年4期
曾俊冬,馮文超,徐,付敬奇
(1.上海大學機電工程與自動化學院,上海200444;2.江南造船(集團)有限責任公司,上海201913)
基于實時過程管理的智能化焊接管控系統
曾俊冬1,馮文超1,徐2,付敬奇1
(1.上海大學機電工程與自動化學院,上海200444;2.江南造船(集團)有限責任公司,上海201913)
針對船舶、鍋爐等焊接作業生產過程中采用人工管控方式所導致的信息孤島化及管理松散化問題,設計了一種完備的焊接生產數字化管控系統,將焊縫數據采集、生產管理、質量評估等功能進行模塊化處理,利用互聯網對焊接生產全過程進行整體化的實時管控.所設計的焊接生產數字化管控系統覆蓋了焊接過程的生產環節,對焊接質量進行了量化的評估.系統運行結果表明,焊接生產過程的信息化管控能有效降低人工管控的不足,對于提升焊接作業質量起到了很好的效果.
焊機;信息管理;質量評估;過程管控
先進、可靠的焊接技術是提高船舶、鍋爐生產質量與工作效率的關鍵作業環節,對于提高企業的核心競爭力具有重要的作用[1-2].目前中國已經成為世界焊接大國,但焊接技術以及焊接生產過程管理距離國際先進水平仍有較大的差距.特別是國內焊接作業中涉及的焊縫設計、作業實施、焊縫質量評估等過程環節普遍采用人工管控方式,與信息化、自動化的作業方式要求差距明顯.受作業人員經驗技能水平參差不齊、焊機設備品牌繁多、信息數據多源異構等因素的影響,焊縫質量往往很難得到客觀準確的評估,最終影響產品性能與品質[3].
船舶、鍋爐等大型鋼結構產品的焊接作業是一項技術性、專業性很強的系統工程.一方面要通過生產培訓提升作業人員的技能和經驗,發展高效的焊接技術和方法[4-6];另一方面,有必要建立信息化及自動化的焊縫質量客觀評價系統[7],實現對焊接質量的準確評估.此外,在焊接作業生產的完整流程中,除了需要進行焊接分析與設計、任務規劃與派發、焊接執行及質量評估等環節,還需滿足人、機、料、法、環5個要素[1],整個作業環節繁瑣且復雜.這些因素直接導致了焊接工作難度的增加,甚至無法有效管控焊接作業的生產過程.隨著焊接作業任務的日趨繁重及焊縫質量要求的日益提高,在工業4.0代表的裝備制造業發展趨勢下,建立企業級的焊接生產,以及能對焊接設備全過程進行整體化管控的系統的需求極為迫切[8-9].
針對焊接生產過程管理松散化及焊縫質量評估客觀化的難題,本工作設計了一種能夠對焊接生產進行數字化、整體化實時管控的系統,將焊接設計、焊接工藝規劃、焊接設備、焊接作業人員,以及焊縫、焊材、耗材等均納入焊接數字化生產管控系統,進行系統化管理,提高焊接生產管理能力;建立焊接生產全過程信息化流程,包括焊接作業任務規劃分級分配、多類型焊接設備集中管控、作業人員、輔材耗材數據同步、焊接過程中的工藝參數自動預設與實時監控、焊接電流電壓及狀態實時控制、焊縫質量的實時在線檢測等;構建焊接生產全過程實時及異步數據,實現每條焊縫從“派工→生產→評估→檢測”的全過程數據鏈,形成焊接質量控制完整閉環系統.
1 基于實時過程管理的智能化焊接管控系統架構設計
基于實時過程管理的智能化焊接管控系統是將焊接過程以及焊工、焊機、焊材等焊接工藝要素有機融為一體并進行有效管理的系統.采用服務器/客戶端(client/server,C/S)分布式系統框架和多層次設計方法,通過在線任務分配和數字化焊機聯網,進行焊接作業規劃管理、焊縫網絡化派工、焊接參數智能化預設、焊接過程中焊接參數實時采集、焊接質量實時分析、焊接缺陷實時報警并自動停機、焊后歸檔,從而實現焊接作業全過程的質量與生產精細化管理.系統分別由數據采集子系統、生產過程管理子系統及質量量化評估子系統組成.各個子系統基于統一的數據與訪問接口,既獨立存在又相互關聯.
船舶、鍋爐生產企業的信息化平臺均基于企業資源計劃(enterprise resource planning, ERP)/制造執行系統(manu facturing execution system,MES)/過程控制系統(process control system,PCS)三層體系結構.為實現與企業系統無縫對接,需要在企業計算機/現代集成制造系統(computer/contemporary integrated manufacturing system,CIMS)基礎上集成,因此管控系統必須位于企業CIMS體系結構中的MES層.根據企業實際生產管理的組織結構、信息化層次及節點分布,將系統劃分成實時數據采集、實時過程數據處理和標準焊接數據接口.標準焊接數據接口以統一的標準,實現跨平臺跨系統的數據訪問.通過實時過程數據處理實現對數據的加工、存儲和分發.實時數據采集采用面對面松散耦合技術,使用多通訊協議支持、通道安全隔離和數據緩存機制的數據通訊接口連接各控制系統,實現焊接生產過程的實時數據采集.系統架構如圖1所示.
2 基于實時過程管理的智能化焊接管控系統關鍵技術
焊接管控即是將焊接生產管理與焊機控制有機融合,實現管控一體.具體來講是利用信息技術、現場總線技術及網絡技術,把生產過程、生產現場焊機設備、焊接工人、焊接物料等各種數據通過以太網絡系統進行系統集成、數據融合,為企業全面實現“中國制造2025”奠定基礎.通過建立焊接管控平臺,開發可應用于焊機管理系統、生產MES系統、無損檢測系統等設備的接口,實現焊接生產涉及關鍵環節的集成,以及生產過程的信息化,輔助管理人員實時動態科學地管理生產設備,及時優化和組織生產過程,確保焊接生產流程完整暢通,工藝參數穩定被執行,提高焊機利用率,確保焊接質量,量化管理焊工任務,降低生產成本,實現企業生產管理信息化、實時化、標準化、智能化的現代企業目標.實現本系統涉及以下關鍵技術.

圖1 數字化管控系統架構示意圖Fig.1 Architecture of the digitalmanagement and control system
2.1 焊接參數自動預設
焊接工藝規程(welding procedure specification,WPS)是為焊工或焊機操作工按規范要求制造產品提供指導的書面文件[10].目前,船舶或鍋爐生產企業均在產品設計階段,通過實驗室驗證,對產品的所有焊縫定制了相應的焊接規范,并要求任何焊接工作必須按W PS的規定條件進行.WPS中包含了焊接電流、焊接電壓、起弧電流等核心參數.管控系統實現焊縫自動匹配對應的WPS,并在焊工開始進行焊接時,將符合要求的焊接參數自動下發到指定的焊機,強制焊工必須遵循焊接規范,從而保證焊接質量(見圖2).
2.2 異構數據集成
焊接企業的一般工作流程如下:設計部門完成焊縫設計,下發給生產部門安排生產,作業區實現焊接生產,由質檢部門進行檢測.各部門的數據具有不同來源,其數據格式和內容的定義也存在差異,即存在數據異構問題.異構關系數據集成本質上是通過關系運算,消除沖突,實現數據集成.但是關系代數不支持異構關系之間的運算,因而無法將異構數據在關系數據庫中實現.因此需要先把異構關系經過變換得到同構關系,然后按照關系代數的運算規則進行運算,從而實現數據集成[11].
在系統涉及焊工等級的描述中,存在不同的船級社對登記描述的不一致,即存在數據異構問題,可利用關系代數進行變換,進而實現數據集成.
2.3 數據存儲優化
在焊接管控中,需要對每臺焊機的狀態數據進行采集存儲,采樣頻率為1 s.200臺焊機每天將產生5 760 000條記錄,一個月將產生近2億條記錄.雖然隨著數據庫技術的發展,對單表的存儲上限確定為存儲空間限定,但是單數據庫服務器的存儲空間是有限的.為解決這個問題,本工作通過使用數據分區技術大大提高了訪問速度,同時也顯著提高了訪問大表時的性能,并且分區的存在對應用系統是透明,有利于程序編寫.利用分區存儲技術,將單表的存儲分布于不同的空間(見圖3),并以時間為變量建立分區函數來管理單表的不同存儲區域(見圖4).
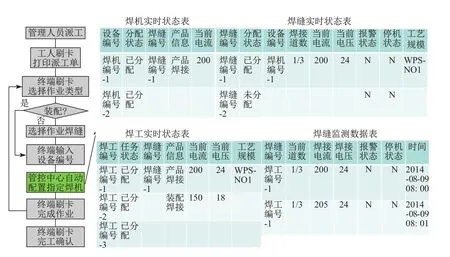
圖2 焊接參數自動預設Fig.2 Automatic preset of the welding parameters
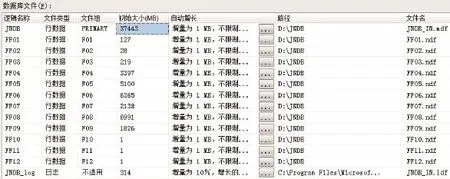
圖3 分區存儲F ig.3 Partition storage
2.4 基于中間件技術實現異構焊機系統集成
根據數字化焊機提供的以太網通信端口和通信協議,實現了基于工業以太網多協議的焊機和管控中心服務器間的實時交互通信,其中工業以太網協議在物理層和數據鏈路層均采用IEEE 802.3標準,在網絡層和傳輸層則采用標準的TCP/IP協議簇,在應用層使用現場總線協議Modbus,具有較強的傳輸實時性和可靠性.
由于不同品牌的數字化焊機通信協議以及可交互的信息不同,本系統涉及的數字化焊機品牌涵蓋福尼斯、松下等不同品牌焊機.利用中間技術,根據服務注冊中心提供的網絡服務描述(web services description,WSD)文件生成本地代理,并與相應的接口綁定,通過調用服務引用公共函數就可以獲得服務提供的有關功能(見圖5).本系統屏蔽了本地化、網絡協議、數據格式、部署區別、存儲位置等差異,同時由于請求者和調用者之間數據傳輸符合簡單對象訪問協議(simple ob ject access protocol,SOAP)[12],有效屏蔽了不同焊機系統之間的差異,解決了系統異構問題.
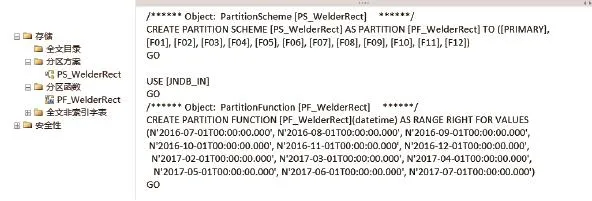
圖4 分區函數實現F ig.4 Implementation of partition function
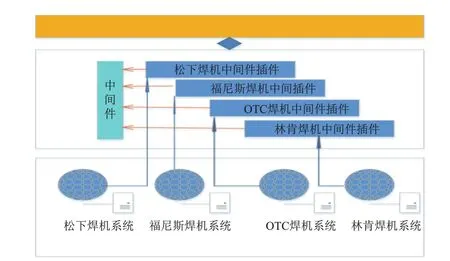
圖5 支持多焊機的中間件Fig.5 Midd leware formultiple weldingmachines
通過焊接設備供應商的溝通協調、定制標準接口,開放通信端口和通信協議及相關管理軟件(數據庫接口或數據庫訪問中間件),從而實現了所有數字化焊機基于異構平臺的聯網交互通信.
3 基于實時過程管理的智能化焊接系統實現
根據上述的需求分析及整體設計,在Visual Studio 2008開發環境中利用C#及C++語言實現了整個系統.系統由數據維護、生產派工、企業績效報表、焊接監控、焊接評估、快捷任務派發等模塊組成,實現了如下功能:①焊接生產的基礎數據、靜態數據、可配置系統參數等數據管理;②焊接作業任務規劃與派發、焊接規范參數智能下傳、焊接過程關鍵參數報警,以及焊接材料的使用管控等;③焊縫與W PS智能匹配,焊工等級與焊接任務智能匹配,焊接過程實時數據庫管理,焊接質量智能分析與回溯等.數字化管控系統軟件運行界面如圖6所示.
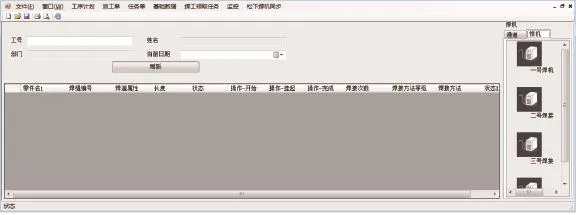
圖6 數字化管控系統軟件運行界面F ig.6 Software running interface of the digitalmanagement and control system
3.1 數據采集子系統
焊接生產過程關鍵數據包含焊接電流、焊接電壓.目前焊機均已數字化、網絡化,但是由于品牌不同,數字化焊機的通信協議以及可交互信息、訪問接口也各不相同.為解決焊機硬件分布異構問題,本工作提出了焊機中間件解決方案.焊機中間件是位于焊機和管控系統之間的通用服務,這些服務具有標準的程序接口和協議.針對不同的品牌焊機均可配置符合要求的接口和協議規范.管控系統通過網絡協議與焊機中間件進行通訊,將標準指令發至中間件.中間件焊機匹配及轉換后,通過自適應的通訊協議和接口與焊機進行通信.焊機通過中間件將焊機自身的狀態信息轉換為標準數據格式后發送給管控平臺,完成分布異構焊機群的數據采集(見圖7).
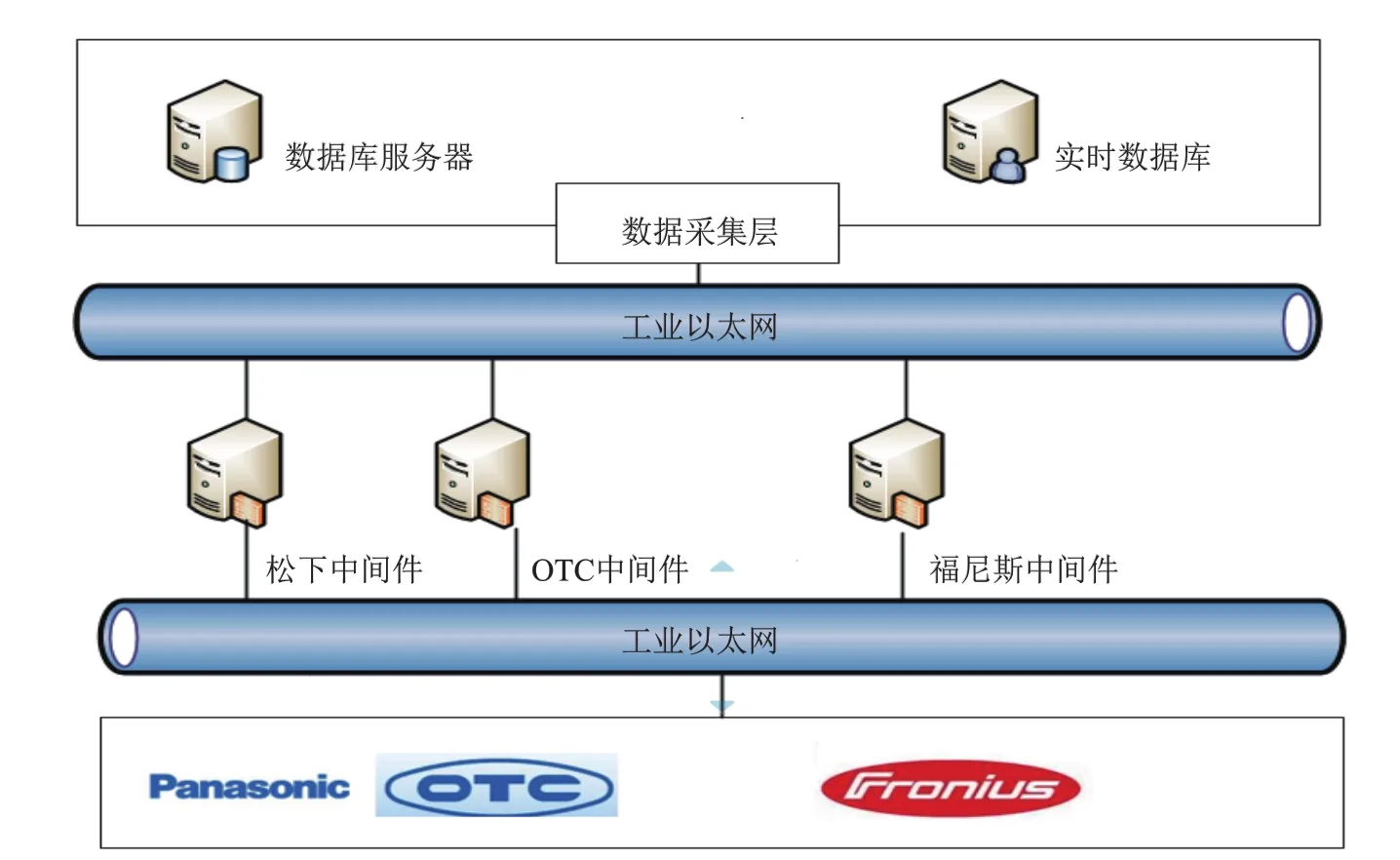
圖7 數據采集模塊示意圖Fig.7 Sketch of the data acquisition module
3.2 生產過程管理子系統
生產過程管理子系統針對的是焊接生產作業.設計部門完成焊縫設計后,將焊縫數據通過網絡下發至生產部門.生產部門按照車間、作業區、班組、焊工進行樹形分級派工.派工作業需要依據焊縫設計自動匹配焊接等級約束及焊接工藝預置.完成派工后,焊工通過手持終端刷卡領取焊接任務,管控中心從焊機群中自動分配焊機后進行焊接作業.通過生產過程管理,將人員、設備、材料、焊縫進行綁定,實現生產過程物聯網,為質量評估、過程回溯、缺陷追蹤提供信息.數字化管控系統生產過程管理子系統的流程如圖8所示.

圖8 生產過程管理子系統流程圖F ig.8 Systemflow chart of the production processmanagement subsystem
3.3 焊縫質量評估子系統
焊接規范是根據焊縫及材料的特性要求而定制的焊接方法、工藝規范、評定要求等,以確保焊接作業能達到并體現焊縫性能要求.因此,生產質量管控子系統主要通過檢測焊接工藝規范的穩定性和規范吻合度來量化評估焊接質量.質量評估通過對實時焊接數據進行方差及變異系數計算等統計數據,并與預設電流、電壓和時間進行對比與分析,自動完成焊縫焊接質量評估(見圖9).通過電流偏離度、電流變異系數、電壓偏離度及焊接速度偏差4個方面對焊接質量進行動態量化計算,完成焊縫焊接質量的量化評估;通過對焊接參數噪點的分析來評估焊接缺陷;通過導入焊縫探傷結果、焊縫外觀評估等信息來完成質量控制閉環.
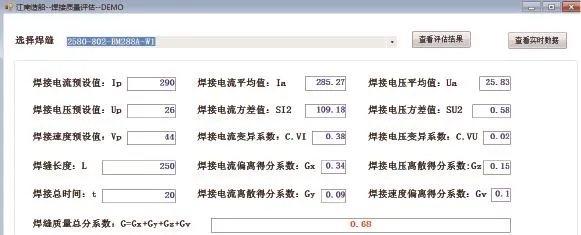
圖9 焊縫質量評估結果F ig.9 Evaluation resu lts of the weld quality
4 結束語
焊接作業作為船舶、鍋爐等制造企業非常重要的生產環節,對產品質量具有十分關鍵的影響.隨著IT技術的快速發展與成熟,信息化、網絡化、智能化已成為當前裝備制造業發展的趨勢.基于網絡技術、自動化技術、智能技術的焊接生產管控系統將產品設計、生產過程監控、生產資源調配、產品質量監管、生產信息共享融合起來,納入了焊縫質量無損檢測結果,實現了產品設計軟件與管控系統的無縫對接,增加了管控系統適用的焊接電源品牌和型號,規范了焊接作業的質量評估技術,解決了生產過程離散化導致的難以協同作業問題,使焊接質量控制作業形成了完整閉環管控系統.
[1]季建忠.船舶焊接的缺陷及質量管理[J].江蘇船舶,2015(1):38-39.
[2]方建輝.船舶焊接常見裂紋分析及控制[J].船舶工程,2015(S1):186-190.
[3]閆小順,黃小平,周心桃.船舶含裂紋焊接結構剩余疲勞壽命可靠性預報[J].艦船科學技術, 2016(2):27-31.
[4]盛凱,劉長虹,郭云飛,等.海工船舶厚板Y型坡口不清根高效焊接新技術[J].造船技術,2014(6): 41-45.
[5]劉希鵬,陳興,陳華斌,等.基于激光視覺傳感的船舶型材機器人焊接焊道編排及系統研制[J].上海交通大學學報,2016,50(7):44-46.
[6]陳妍.船舶CO氣體保護焊橫焊接頭工藝改進的研究[J].熱加工工藝,2014,43(3):227-230.
[7]羅濱,尤棟,閆大海.船舶焊接技術向自動化、高效化、綠色化和數字化飛速發展[J].中國水運(下半月),2015(9):14-16.
[8]鄧欣,吳松林.船舶焊接工藝評定專家系統的研究與開發[J].材料開發與應用,2012,27(2):80-83.
[9]王園,顧曉波.基于C#的船舶焊接物量定額系統研究[J].船舶工程,2015,37(2):68-71.
[10]呂國恒.淺談W PS和PQR在焊接中的功用[J].民營科技,2013(1):24.
[11]鞏九洲,馮百明.基于關系代數的異構關系數據集成研究[J].計算機技術與發展,2014,24(9): 77-80.
[12]李玉民,張仁彬.基于Agent-中間件的物流管理信息系統決策層構建[J].鄭州大學學報(工學版), 2011,32(1):121-124.
In telligent w eld ing con trol systembased on real-time process managemen t
ZENG Jundong1,FENG Wenchao1,XU Sheng2,FU Jingqi1
(1.School of Mechatronic Engineering and Au tomation,Shanghai University,Shanghai 200444,China; 2.Jiangnan Shipbuild ing(G roup)Co.,Ltd.,Shanghai 201913,China)
For information isolated island and loosemanagement caused by artificial control in the welding process in shipbuilding and boilers production,a digital control systemis designed for welding,including data acquisition,production management and quality evaluation.The systemis controlled comprehensively in real-time via internet.The design covers production of the welding process and quantitative evaluation of welding quality. The results show that the digital controlled welding systemcan eff ectively reduced efficiency caused by manual control,improving welding quality.
weldingmachine;information management;quality assessment;process control
TP 273
A
1007-2861(2017)04-0575-08
DO I:10.12066/j.issn.1007-2861.1931
2017-02-23
上海市科委地方院校能力建設資助項目(14110500900,15110500900)
曾俊冬(1976—)男,博士研究生,研究方向為智能制造、智能電網.E-mail:13371896049@189.cn
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
中國化肥信息(2020年7期)2020-03-19 01:54:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國軍轉民(2017年6期)2018-01-31 02:22:28
制造業自動化(2017年2期)2017-03-20 14:26:13
故事大王(2016年7期)2016-09-22 17:30:08
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
