X70級HFW焊管在線中頻感應熱處理工藝研究
2017-10-11 06:30:18顧亞光張榮勝
焊管 2017年4期
顧亞光,張榮勝,2
(1.番禺珠江鋼管(連云港)有限公司,江蘇 連云港222066;2.連云港市高性能能源管材重點實驗室,江蘇 連云港222066)
X70級HFW焊管在線中頻感應熱處理工藝研究
顧亞光1,張榮勝1,2
(1.番禺珠江鋼管(連云港)有限公司,江蘇 連云港222066;2.連云港市高性能能源管材重點實驗室,江蘇 連云港222066)
為了探究X70級HFW焊管在線中頻感應熱處理工藝,通過采用不同的焊后在線正火熱處理工藝方案進行了試驗研究,比對了X70級HFW焊管熱處理后組織與性能的變化情況。試驗結果顯示,中頻感應加熱正火溫度和加熱保溫時間對焊接區的金相組織和性能有顯著影響;910℃保溫17 s、950℃不保溫正火后,焊接區有硬質相組織,焊縫抗拉強度高,但塑性韌性低;980℃正火后,金相組織粗大,焊縫抗拉強度降低;950℃保溫17 s正火后,金相組織為均勻細小的F+P,焊縫塑性韌性提高。試驗結果表明,采用950℃正火,在此溫度下適當的延長正火保溫時間,能夠獲得良好的金相組織和綜合力學性能。
X70;HFW焊管;在線熱處理;組織;力學性能
Abstract:In order to explore on-line mid-frequency induction heat treatment process of X70 HFW pipe,in this article,it conducted tests through adopting different online normalizing heat treatment process after welding,and compared the microstructure and properties change of X70 HFW pipe after heat treatment.The results showed that the normalizing temperature and heat preservation obviously affect the metallographic structure and properties of welding zone.After heat preservation for 17 s at 910℃or normalizing at 950℃without heat preservation,the hard phase microstructure appeared in welding area,the tensile strength of weld was high,and the plasticity and toughness were low.After normalizing at 980℃,the metallographic structure became coarse,and the tensile strength of weld decreased.After normalizing with heat preservation for 17 s at 950℃,the metallographic structure composed of even and fine F+P,and the plasticity and toughness of weld increased.The test results indicated that normalizing at 950℃with suitably prolonged heat preservation duration will achieve good metallographic structure and comprehensive mechanical properties.
Key words:X70 steel grade;HFW pipe;on-line heat treatment;microstructure;mechanical property
隨著流體輸送技術的發展,管道運輸成本低廉、效率高,焊管的應用也越來越多。相對于埋弧焊管,直縫高頻焊管(以下簡稱HFW焊管)由于生產效率高、成本低,因此,被廣泛應用于石油和天然氣輸送領域[1]。HFW焊管的焊縫及熱影響區是整個焊管質量的最關鍵部位[2],焊后熱處理工藝可使焊縫組織奧氏體化,得到晶粒較細的F(鐵素體)+P(珠光體)組織,使焊縫與母材組織相近[3-5]。本研究通過采用不同的焊后在線正火熱處理工藝方案,對比X70級HFW焊管熱處理后組織與性能的變化情況,研究X70級HFW焊管在線中頻感應熱處理工藝。
1 試驗及實施
1.1 生產工藝流程及生產設備
本項目以番禺珠江鋼管(連云港)有限公司為國外某客戶生產的Φ323.9 mm×6.4 mm X70 HFW焊管為試驗對象,執行API 5L 45th標準[6]。
工藝流程:上料→銑邊→在線板探→粗成型→精成型→高頻焊接→刮內外毛刺→在線管探→中頻熱處理→空冷→水冷→定徑→飛鋸鋸切→取樣。
生產設備:銑邊機,COE直縫焊管成型機組,易孚迪1 500 kW、160~240 kHz高頻焊機1臺及500~960 kW、1.4 kHz中頻熱處理機3臺。
1.2 試驗條件及試驗方案
本試驗焊接熱處理速度14 m/min,焊接溫度 1 350~1 450 ℃,焊接頻率 184.1~184.5 kHz,焊接開口角4°~5°,焊接擠壓量4.5~5 mm,空冷速度101~110℃/min,水冷前溫度<300℃,水冷后溫度<50℃,定徑壓縮量5~6 mm。
焊后熱處理工藝利用1~3臺中頻熱處理感應器、在線空冷段和水冷段對鋼管焊縫進行正火熱處理,單臺中頻感應器有效長度4 m,每2臺中頻感應器之間間距1 m,第3臺中頻感應器后空冷段長度99 m。通過第1臺感應器即可將焊縫溫度加熱到居里點溫度附近,第2臺和第3臺感應器將焊縫在壁厚方向溫度加熱至均勻并獲得需要的正火溫度,每臺感應器上自帶的紅外線光纖測溫儀測量并自動控制熱處理溫度(測量誤差±15℃)。通過設定溫度和開啟感應器臺數來控制焊縫正火溫度和保溫時間。4種方案熱處理參數見表1。

表1 試驗用4種熱處理方案
1.3 試驗材料
本項目試驗原材料選用首鋼(遷安)生產的X70M 1 015 mm×6.4 mm熱軋卷板,要求具有良好的焊接性、抗延性斷裂以及抗應力腐蝕等性能,鋼材為氧堿性轉爐或電爐工藝冶煉的細晶粒鎮靜鋼。原材料復驗化學成分見表2,力學性能見表3。

表2 X70M熱軋卷板化學成分%

表3 X70M熱軋卷板力學性能
1.4 試驗實施
采用上述4種方案對試驗鋼管進行焊縫在線中頻感應加熱正火熱處理。按照API 5L 45th對高頻焊接后未熱處理鋼管及4種方案處理后的試驗管分別取樣進行壓扁試驗、管體及焊縫拉伸試驗、焊縫V形缺口夏比沖擊試驗以及焊縫金相檢測。
2 試驗結果及分析
2.1 焊縫組織及力學性能
原材料為X70M熱軋卷,屬于高級別管線鋼,熱軋后組織為F(鐵素體)+P(珠光體),平均晶粒度為12.5級,成型焊接后母材(管體)組織無變化。高頻焊接后,熔合區寬度約0.12 mm,顯微組織為M(馬氏體)+B(貝氏體)+F;熱影響區寬度約2.5~3 mm,顯微組織為M+B+F。高頻焊接時,在鋼板邊緣產生熔融并被擠壓形成焊縫過程中,受噴水冷卻,由熔融態凝固結晶并快速冷卻相變為馬氏體,水冷時冷速在焊縫外表面最大,焊縫內表面冷速通過熱傳遞過程稍慢,形成部分B組織,因M組織較多,導致焊縫強度很高,但塑性韌性很低,焊后焊縫Rm=685 MPa,比母材高45 MPa,沖擊性能極低,只有3~6 J。試樣金相組織如圖1所示。
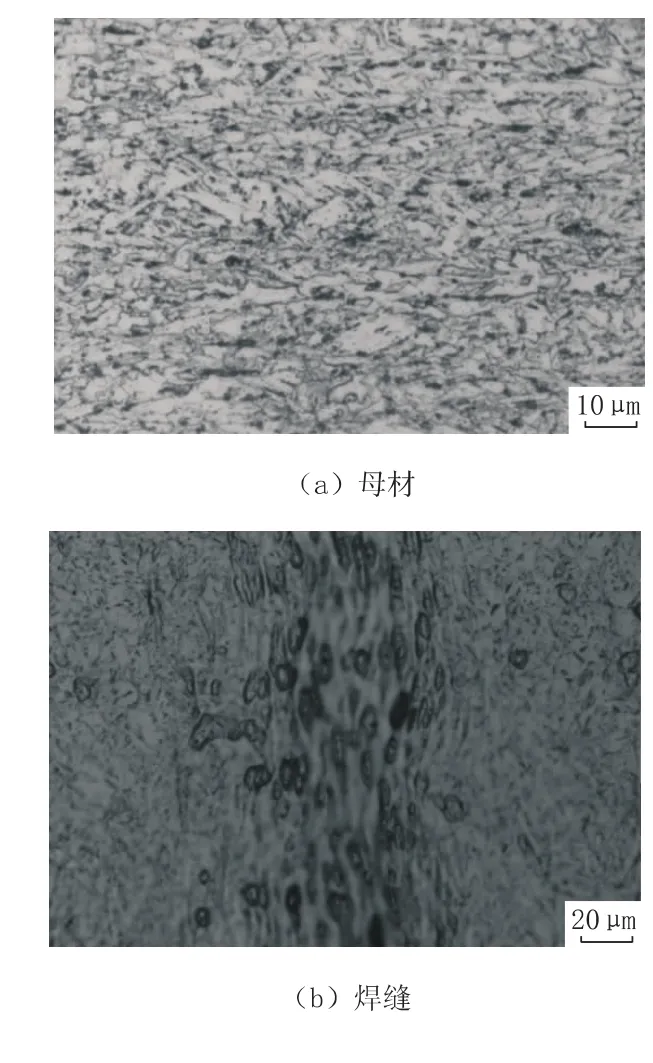
圖1 試樣金相組織
2.2 熱處理后焊縫組織及力學性能
4種方案在線熱處理后,試樣焊縫金相組織如圖2所示。采用方案1、方案2獲得的熱處理后焊縫熔合線和熱影響區組織均為B+F+P[7],晶粒度級別均為11級;通過提高熱處理溫度和延長保溫時間,采用方案3、方案4獲得的熱處理后焊縫熔合線和熱影響區組織為均勻F+P,方案3晶粒度級別為11.5級,方案4晶粒度級別為9.5級。
在線焊縫正火熱處理使用中頻感應加熱,電源頻率合適,輸出功率充足,能將焊縫快速加熱到需要的熱處理溫度。常規正火熱處理溫度一般選用Ac3+(50~100)℃,HFW在線熱處理通過中頻感應加熱發生奧氏體化,然后迅速進入空冷段發生珠光體轉變[8],即A→F+P,F晶粒大小與本質奧氏體晶粒大小有關。在焊接速度已定的情況下,通過設定第2臺感應器加熱溫度來達到熱處理溫度,通過第3臺感應器來適當延長正火保溫時間。
方案1中焊縫被快速加熱至910℃奧氏體化溫度,然后保溫17 s;方案2中焊縫被快速加熱至950℃進行奧氏體化轉變。方案1由于轉變溫度較低,組織轉變速度較慢,組織轉變未完全奧氏體化。方案2提高轉變溫度,轉變速度加快,但由于保溫時間過短,組織轉變未完全奧氏體化[9],但隨著溫度升高,轉變速度加快,所以熱處理后方案2中B組織含量減少。表4為壓扁試驗結果,表5為0℃夏比沖擊試驗結果,表6為管體/焊縫拉伸試驗結果。由表4~表6可以看出,方案1、方案2的焊縫壓扁結果不理想,焊縫抗拉強度高,但塑性韌性低。
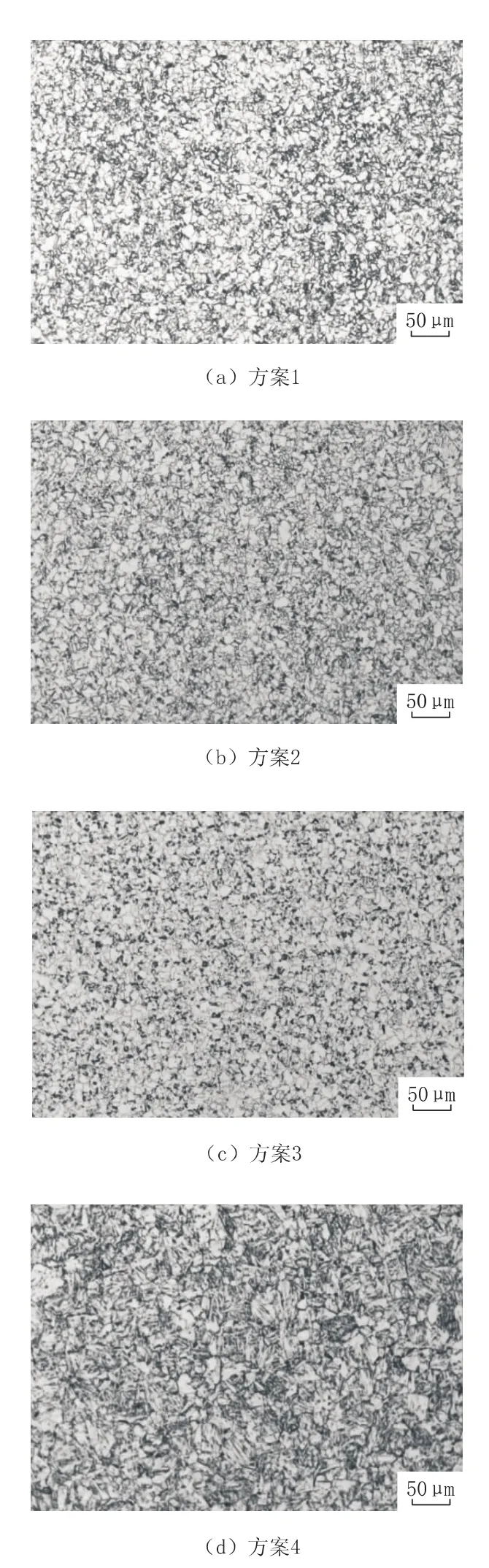
圖2 4種在線熱處理后焊縫金相組織
正火溫度提高至950℃并適當延長保溫時間,提高了奧氏體化轉變速度和確保組織完全奧氏體化,奧氏體晶粒細化正常,當溫度提高至980℃,超過了奧氏體正常長大臨界點[10],奧氏體晶粒發生異常長大,晶粒隨溫度升高長大,隨后空冷相變導致F晶粒更粗大。

表4 壓扁試驗結果

表5 0℃夏比沖擊試驗結果(試樣尺寸5 mm×10 mm×55 mm)
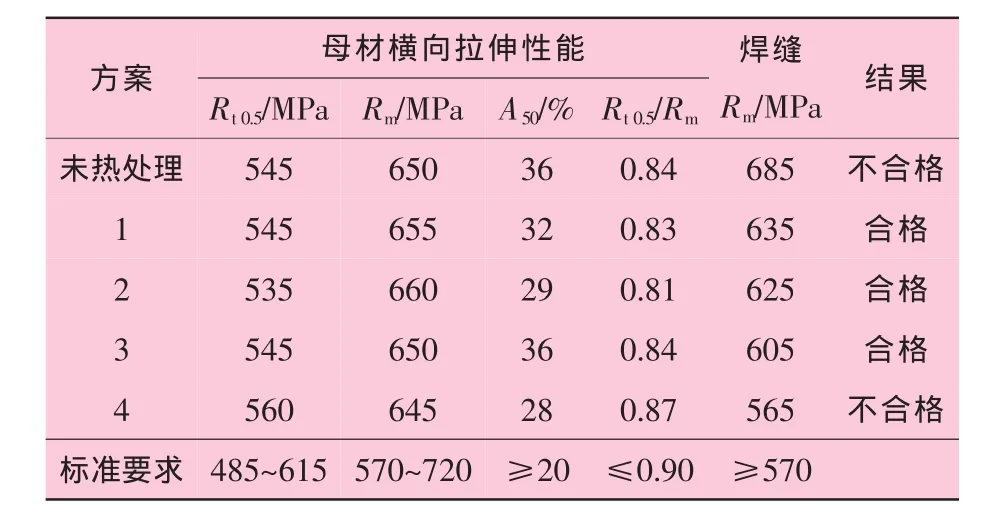
表6 管體/焊縫拉伸試驗結果
方案1和方案2由于組織中存在部分硬質相B,壓扁結果不理想,抗拉強度高,沖擊韌性低;隨著方案3熱處理溫度升高,組織轉變完全,焊縫塑性韌性提高,相對于方案1、方案2焊縫抗拉強度降低了20~30 MPa,焊縫沖擊功提高33~39 J;方案4由于F晶粒粗大,強度降低,造成焊縫抗拉強度不合格(表6)。因此批量生產X70M鋼級HFW焊管時,在線正火熱處理采用方案3,在950℃進行正火熱處理,同時適當延長保溫時間。
3 結論
(1)HFW焊管焊后焊縫組織以M+B等硬質相居多,焊縫抗拉強度很高,但塑性韌性很低,沖擊性能極低。
(2)910℃正火溫度偏低,保溫時間不足時,未能實現焊縫組織完全F+P轉變,造成金相組織和力學性能差異。
(3)X70M管線鋼焊縫熱處理加熱溫度約為950℃,在此溫度下適當的延長正火保溫時間,能夠獲得良好的金相組織和綜合力學性能。
(4)當熱處理溫度升至980℃時,奧氏體晶粒異常長大,導致隨后空冷相變F晶粒更粗大,晶粒組織級別相比于950℃降低2級,焊縫抗拉強度降低。
[1]林里.熱處理工藝對HFW焊縫顯微組織和力學性能的影響[J].焊管,2012,35(6):63-68.
[2]崔巖,聶向輝,李云龍,等.HFW焊縫組織結構對強韌性的影響[J].焊管,2011,34(11):5-9.
[3]李書黎,黃雷,冷洪剛,等.在線熱處理對HFW焊管組織及力學性能影響研究[C]∥全國鋼材深加工研討會論文集.天津:中國金屬學會,2014:261-264.
[4]田志凌,屈朝霞,杜則裕,等.細晶粒鋼焊接熱影響區晶粒長大及組織轉變[J].材料科學與工藝,2000,8(3):16-20.
[5]李王偉,單以銀,楊柯.超低碳微合金管線鋼中針狀鐵素體的組成對強度的影響[J].金屬學報,2007:578-582.
[6]API SPEC 5L,管線鋼管規范(45 版)[S].
[7]黃友陽.高頻焊管金屬流線的形成形態與分析[J].鋼管,2000(6):31-36.
[8]劉宗昌.珠光體轉變理論研究的新進展[J].金屬熱處理,2008,33(4):1-8.
[9]李文竹,黃磊,嚴平沅,等.低碳微合金鋼再加熱奧氏體化后奧氏體晶粒長大行為[J].金屬熱處理,2013,38(4):23-26.
[10]王瀅,聶向暉,荊松龍.熱處理條件對X60鋼高頻焊管焊縫組織和性能的影響[J].機械工程材料,2013,37(7):21-24.
編輯:李紅麗
X70 Grade HFW Pipe On-line Mid-frequency Induction Heat Treatment Process Research
GU Yaguang1,ZHANG Rongsheng1,2
(1.Panyu Chu kong(Lianyungang)Steel Pipe Co.,Ltd.,Lianyungang 222066,Jiangsu,China;2.Lianyungang high-performance Energy Tubular Goods key laboratory,Lianyungang 222066,Jiangsu,China)
TG162.84
B
10.19291/j.cnki.1001-3938.2017.04.011
2017-01-19
作者介紹:顧亞光(1985—),男,工藝員,主要從事焊管技術管理工作。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53