流場(chǎng)分布對(duì)納米結(jié)構(gòu)模板電沉積成型質(zhì)量的影響
2017-10-13 12:17:11呂輝蔣炳炎翁燦周明勇黎醒
關(guān)鍵詞:結(jié)構(gòu)
呂輝,蔣炳炎,翁燦,周明勇,黎醒
?
流場(chǎng)分布對(duì)納米結(jié)構(gòu)模板電沉積成型質(zhì)量的影響
呂輝,蔣炳炎,翁燦,周明勇,黎醒
(中南大學(xué)高性能復(fù)雜制造國(guó)家重點(diǎn)實(shí)驗(yàn)室,湖南長(zhǎng)沙,410083)
提出采用新型陰極多自由度運(yùn)動(dòng)電沉積技術(shù)制作納米結(jié)構(gòu)模塑成型鎳模板,研究不同流場(chǎng)分布狀態(tài)下電沉積成型模板的厚度分布、表面質(zhì)量和納米結(jié)構(gòu)成型精度。研究結(jié)果表明:陰極定軸轉(zhuǎn)動(dòng)可使其表面流體流動(dòng)增強(qiáng),但對(duì)電解液的整體攪拌作用較弱,需輔助高壓空氣攪拌等措施以增強(qiáng)傳質(zhì)效果;陰極水平往復(fù)運(yùn)動(dòng)對(duì)電解液整體攪拌作用較強(qiáng),但陰極表面電鑄液流動(dòng)性較差,上部區(qū)域存在流動(dòng)死角;當(dāng)陰極定軸旋轉(zhuǎn)轉(zhuǎn)速為150 r/min,水平往復(fù)移動(dòng)速度為250 mm/s時(shí),鍍層厚度偏差可分別降低至17.26%和20.93%;運(yùn)動(dòng)陰極電沉積制得的鎳模板表面氣孔缺陷明顯減少,納米結(jié)構(gòu)的復(fù)制精度顯著提高,可應(yīng)用于納米結(jié)構(gòu)模塑成型工藝。
納米結(jié)構(gòu);電沉積;流體分布;厚度均勻性;表面質(zhì)量
納米模塑成型具有工藝簡(jiǎn)單、分辨率高、成本低及適用于批量化生產(chǎn)等特點(diǎn),已成為微/納機(jī)電系統(tǒng)制造的重要技術(shù)之一[1?3]。納米結(jié)構(gòu)模板的制備是納米模塑成型最關(guān)鍵的工序,其成型質(zhì)量直接決定了復(fù)制結(jié)構(gòu)的質(zhì)量[4]。在硅或石英基底上進(jìn)行電子束光刻、反應(yīng)離子刻蝕是目前加工納米壓抑模板的主要方法[5]。由于硅基底材料脆性較高,很容易在壓印過程中被破壞,一般只能使用幾十次[6]。電沉積成型是金屬離子在陰極表面的還原“堆積”過程,所成型的零件能夠精確地復(fù)制陰極母板形狀及其細(xì)微結(jié)構(gòu)。利用該技術(shù)成型的納米結(jié)構(gòu)鎳模板機(jī)械性能好,使用壽命長(zhǎng),可以滿足納米結(jié)構(gòu)聚合物材料批量化模塑成型的需 求[7],但在電沉積成型過程中存在微細(xì)孔洞內(nèi)傳質(zhì)困難、析氫及電場(chǎng)邊緣集中效應(yīng)等問題,使沉積模板表面易出現(xiàn)針孔缺陷,厚度均勻性差,且納米結(jié)構(gòu)很難完整地復(fù)制成型[8?10]。這些缺陷在微觀尺度下的危害將被放大,直接影響納米結(jié)構(gòu)模板的使用性能和模塑成型聚合物制件的質(zhì)量。人們針對(duì)電沉積成型工藝的優(yōu)化主要集中在使用有機(jī)添加劑和開發(fā)新型脈沖電源2個(gè)方面[11?12]。采用電極多自由度運(yùn)動(dòng)電沉積技術(shù)來改善電極表面電解液流體的流場(chǎng)分布,不僅能增強(qiáng)納米結(jié)構(gòu)內(nèi)的電解液對(duì)流傳質(zhì)[13],調(diào)整流場(chǎng)分布,縮小陰極表面的濃度差,而且對(duì)陰極表面的電場(chǎng)分布有一定改善作用[14?15]。為了優(yōu)化電沉積成型工藝提供新的途徑,本文作者在研究電沉積系統(tǒng)流場(chǎng)分布特性的基礎(chǔ)上,仿真分析陰極定軸旋轉(zhuǎn)和水平往復(fù)運(yùn)動(dòng)這2種運(yùn)動(dòng)狀態(tài)下電解液流場(chǎng)的分布規(guī)律,基于仿真結(jié)果進(jìn)行實(shí)驗(yàn)研究,得出最優(yōu)化工藝參數(shù)組合;在自主研發(fā)的新型電沉積實(shí)驗(yàn)裝置上,制造厚度分布均勻、表面質(zhì)量良好、精度較高的納米結(jié)構(gòu)模塑成型鎳模板。
1 電沉積系統(tǒng)流場(chǎng)仿真分析
1.1流場(chǎng)分析基礎(chǔ)
電解液的流場(chǎng)三維分布模擬主要考慮擴(kuò)散和對(duì)流2種形式。聯(lián)立Navier?Stokes方程和液體連續(xù)性方程,求解在電極運(yùn)動(dòng)作用下電解液的流速分布情況。

(2)
當(dāng)加入空氣輔助攪拌時(shí),電沉積系統(tǒng)內(nèi)包含氣、液兩相流。采用流體體積法(VOF)分析多相流模型,對(duì)不互溶流體求解同一動(dòng)量方程組。基本相體積分?jǐn)?shù)由所有相的體積分?jǐn)?shù)之和為1作為約束條件計(jì)算,即
1.2物理模型建立
建立電沉積系統(tǒng)物理模型。納米結(jié)構(gòu)母板長(zhǎng)×寬為16 mm×16 mm;陽(yáng)極板長(zhǎng)×寬為65 mm×55 mm;電解槽長(zhǎng)×寬×高為120 mm×120 mm×100 mm,底部分布進(jìn)氣口,如圖1所示。陰極分別繞軸旋轉(zhuǎn)運(yùn)動(dòng)和沿向往復(fù)運(yùn)動(dòng),采用流體仿真軟件Fluent完成數(shù)值分析,參數(shù)設(shè)置如表1所示。
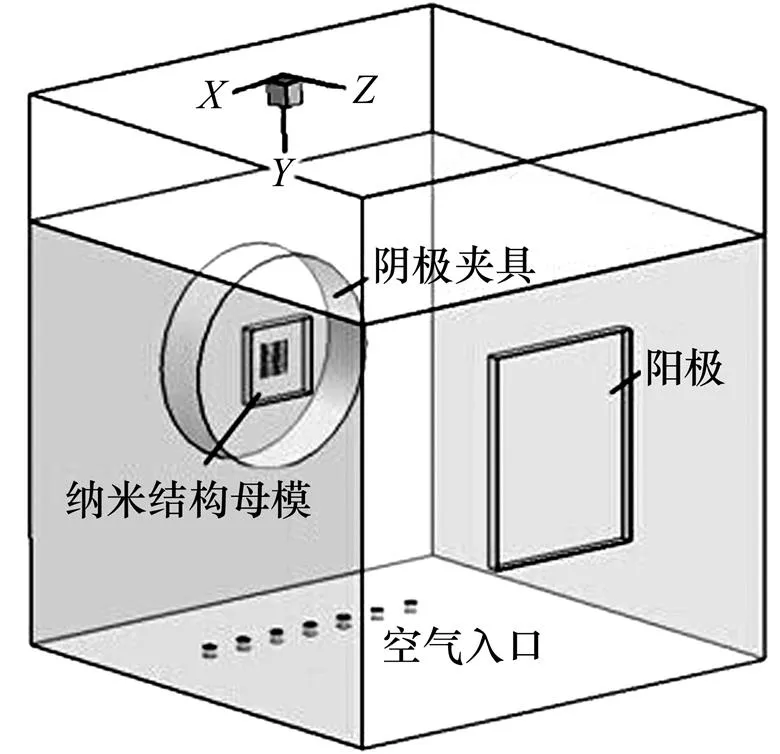
圖1 電沉積系統(tǒng)物理模型
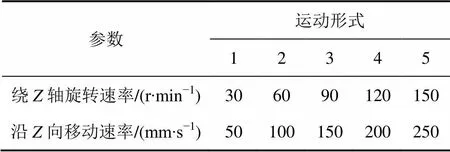
表1 陰極運(yùn)動(dòng)參數(shù)
1.3仿真結(jié)果分析
1.3.1 陰極繞軸旋轉(zhuǎn)運(yùn)動(dòng)對(duì)流場(chǎng)分布的影響
陰極繞軸旋轉(zhuǎn)運(yùn)動(dòng)使電解液在離心力作用下沿徑向甩出,由垂直流向表面的液體補(bǔ)充。隨著轉(zhuǎn)速增加,電解液流速同步增大,如圖2所示。電解液流速對(duì)遠(yuǎn)陰極區(qū)域攪拌作用不明顯,需加入輔助攪拌改善整個(gè)電沉積系統(tǒng)流場(chǎng)分布。當(dāng)在陰極表面以300 mg/s的空氣速度攪拌時(shí),流體在方向和方向上均產(chǎn)生強(qiáng)對(duì)流,增強(qiáng)電解液整體傳質(zhì)強(qiáng)度,降低陰極表面離子濃度差,提高各點(diǎn)沉積速率的均勻性,如圖3所示。
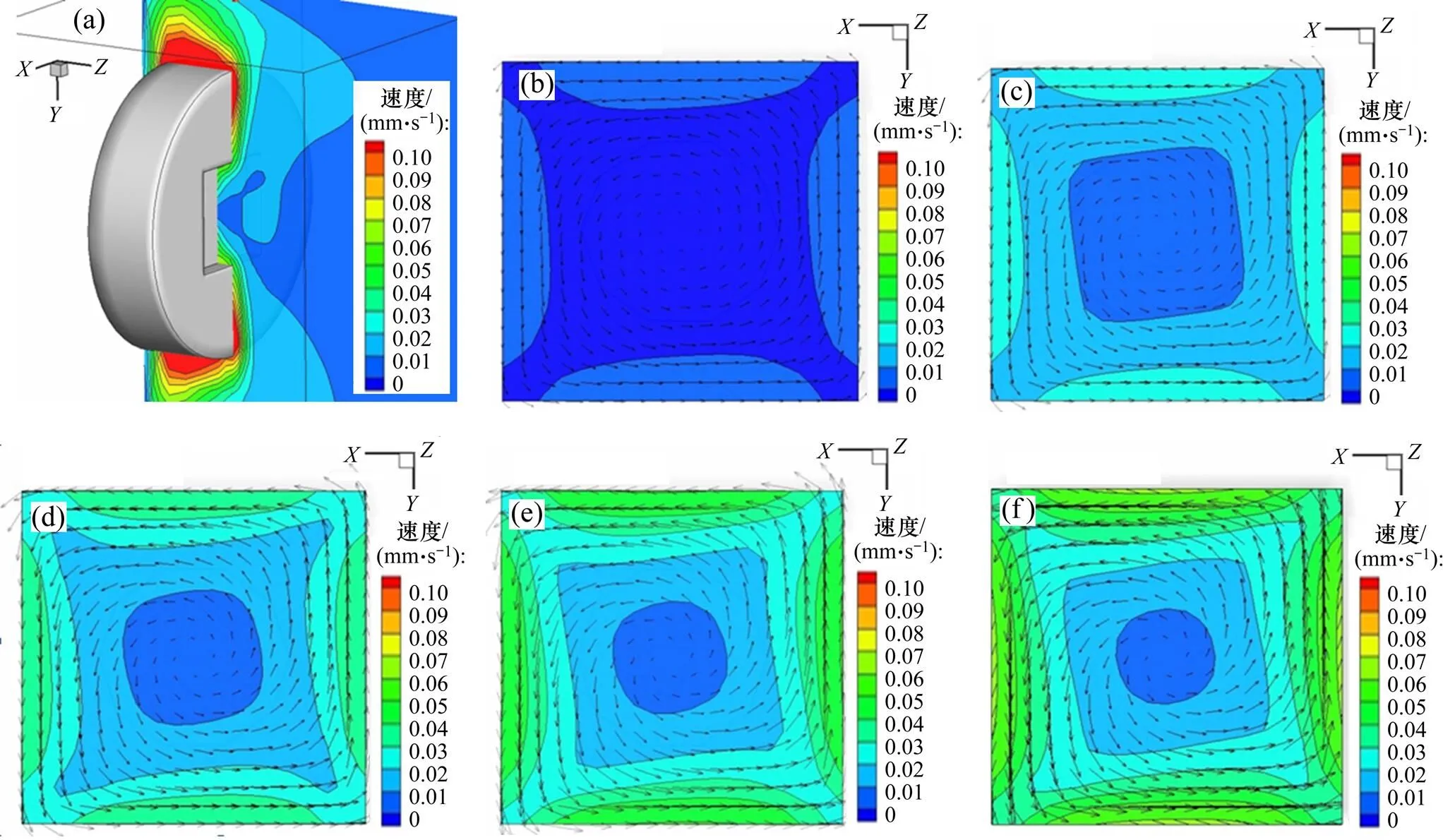
(a) Y?Z截面的流場(chǎng)分布圖;(b) ω=30 r/min;(c) ω=60 r/min;(d) ω=90 r/min;(e) ω=120 r/min;(f) ω=150 r/min
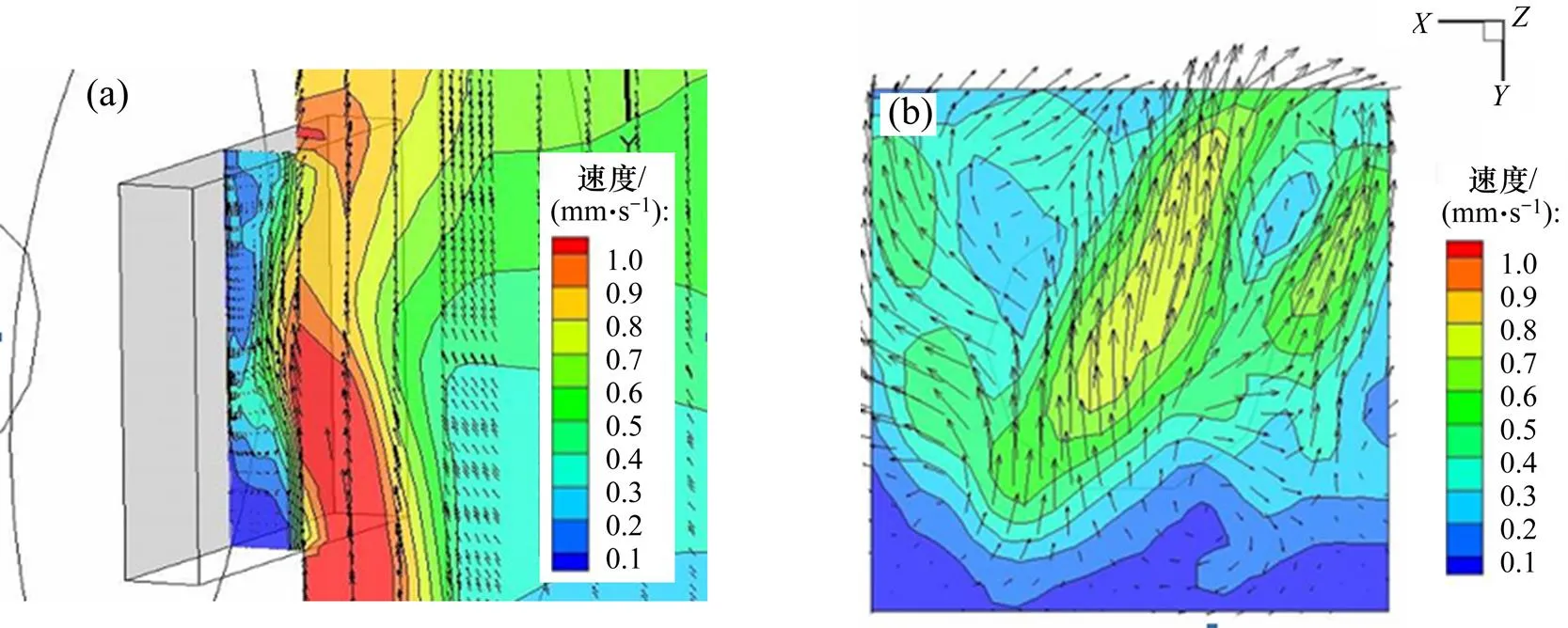
(a) Y?Z截面的流場(chǎng)分布圖;(b) X?Y截面的流場(chǎng)分布圖
1.3.2 陰極沿Z向往復(fù)運(yùn)動(dòng)對(duì)流場(chǎng)分布的影響
陰極沿向往復(fù)運(yùn)動(dòng)行程為50 mm,分為靠近陽(yáng)極和遠(yuǎn)離陽(yáng)極2個(gè)階段,對(duì)電解液的整體攪拌效果較強(qiáng)。靠近陽(yáng)極運(yùn)動(dòng)時(shí),電解液垂直沖向陰極表面,電鑄液流場(chǎng)攪拌效果明顯,隨著移動(dòng)速率增大,電解液攪拌作用增強(qiáng),如圖4所示。背離陽(yáng)極運(yùn)動(dòng)時(shí),電解液從陰極夾具背面繞過夾具后在陰極正前方偏轉(zhuǎn)形成渦流,垂直流向陰極,如圖5所示。在重力和夾具體布置方式影響下,陰極表面流體流速沿豎直方向不均勻分布:下部區(qū)域內(nèi)電解液流動(dòng)明顯比上部的強(qiáng),沉積離子交換迅速;上部電解液流動(dòng)較弱,金屬離子交換緩慢且析出的氫氣等雜質(zhì)容易被吸附,產(chǎn)生氣孔等缺陷。
2 電沉積成型實(shí)驗(yàn)
2.1實(shí)驗(yàn)裝置與條件
自主研發(fā)納米結(jié)構(gòu)模板運(yùn)動(dòng)陰極電沉積實(shí)驗(yàn)裝置,該裝置由脈沖電沉積電源、運(yùn)動(dòng)陰極機(jī)構(gòu)、運(yùn)動(dòng)控制系統(tǒng)、陽(yáng)極板和電解槽組成,裝置的電沉積單元如圖6所示。陰極通過一個(gè)調(diào)速電機(jī)帶動(dòng)曲柄滑塊機(jī)構(gòu)實(shí)現(xiàn)水平往復(fù)運(yùn)動(dòng),另一個(gè)調(diào)速電機(jī)經(jīng)錐齒輪組實(shí)現(xiàn)陰極定軸旋轉(zhuǎn)。沉積母板裝夾在大電流陰極夾具內(nèi)固定在陰極運(yùn)動(dòng)機(jī)構(gòu)一端,置于電解槽內(nèi);電解鎳板作為陽(yáng)極板懸掛于電解槽另一側(cè),與陰極夾具平行相對(duì)。陰極母板、陽(yáng)極板分別與脈沖電源的負(fù)極、正極相連接。陰極夾具上設(shè)計(jì)有隨動(dòng)式屏蔽擋板和輔助陰極結(jié)構(gòu),優(yōu)化陰極表面電場(chǎng)分布。采用空氣泵從下往上通入壓縮空氣,增強(qiáng)陰極表面的電解液傳質(zhì)過程。電解液具有一定的腐蝕性,與溶液直接接觸的部件選用耐腐蝕聚四氟乙烯材料加工。
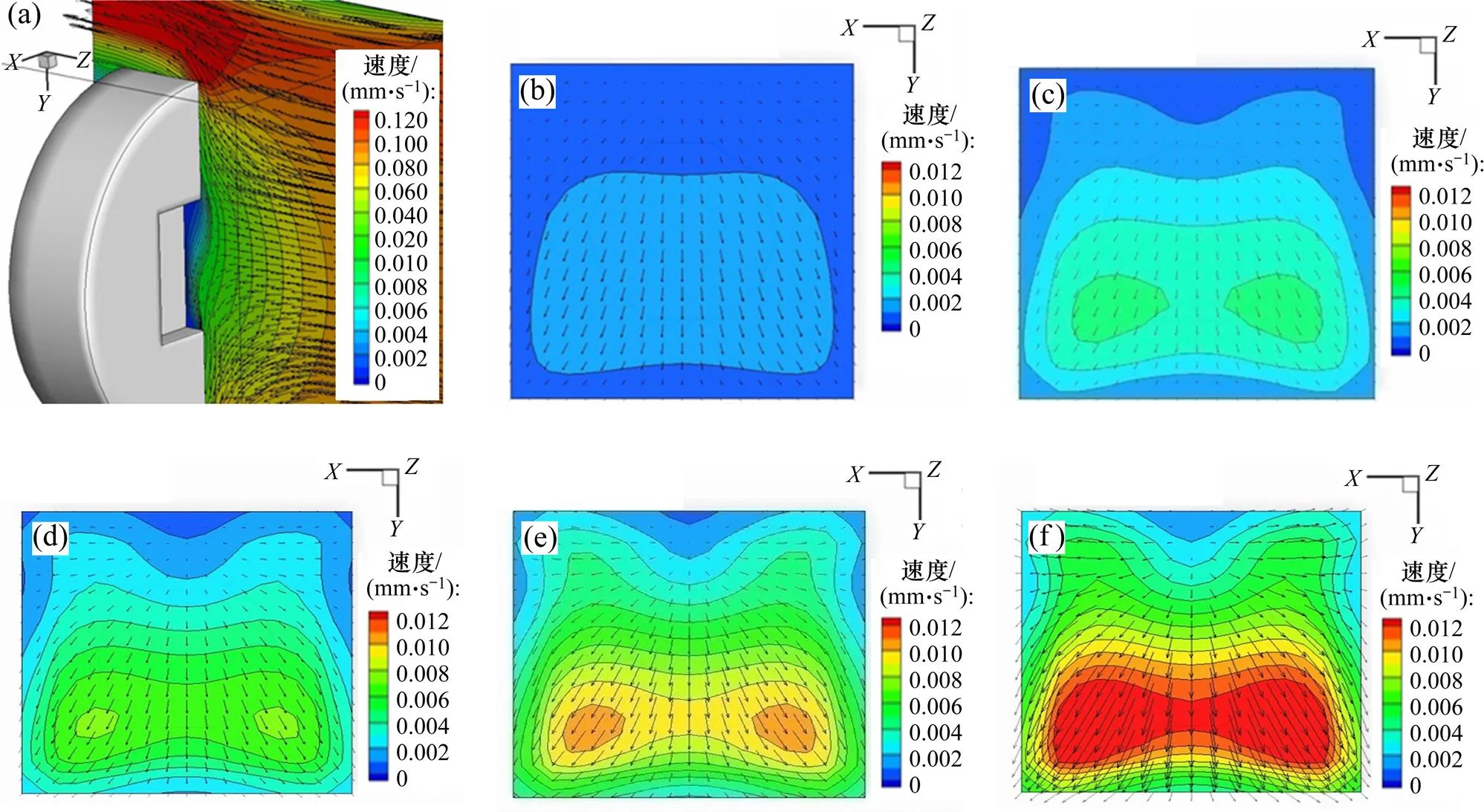
(a) Y?Z截面的流場(chǎng)分布圖;(b) v=50 mm/s;(c) v=100 mm/s;(d) v=150 mm/s;(e) v=200 mm/s;(f) v=250 mm/s
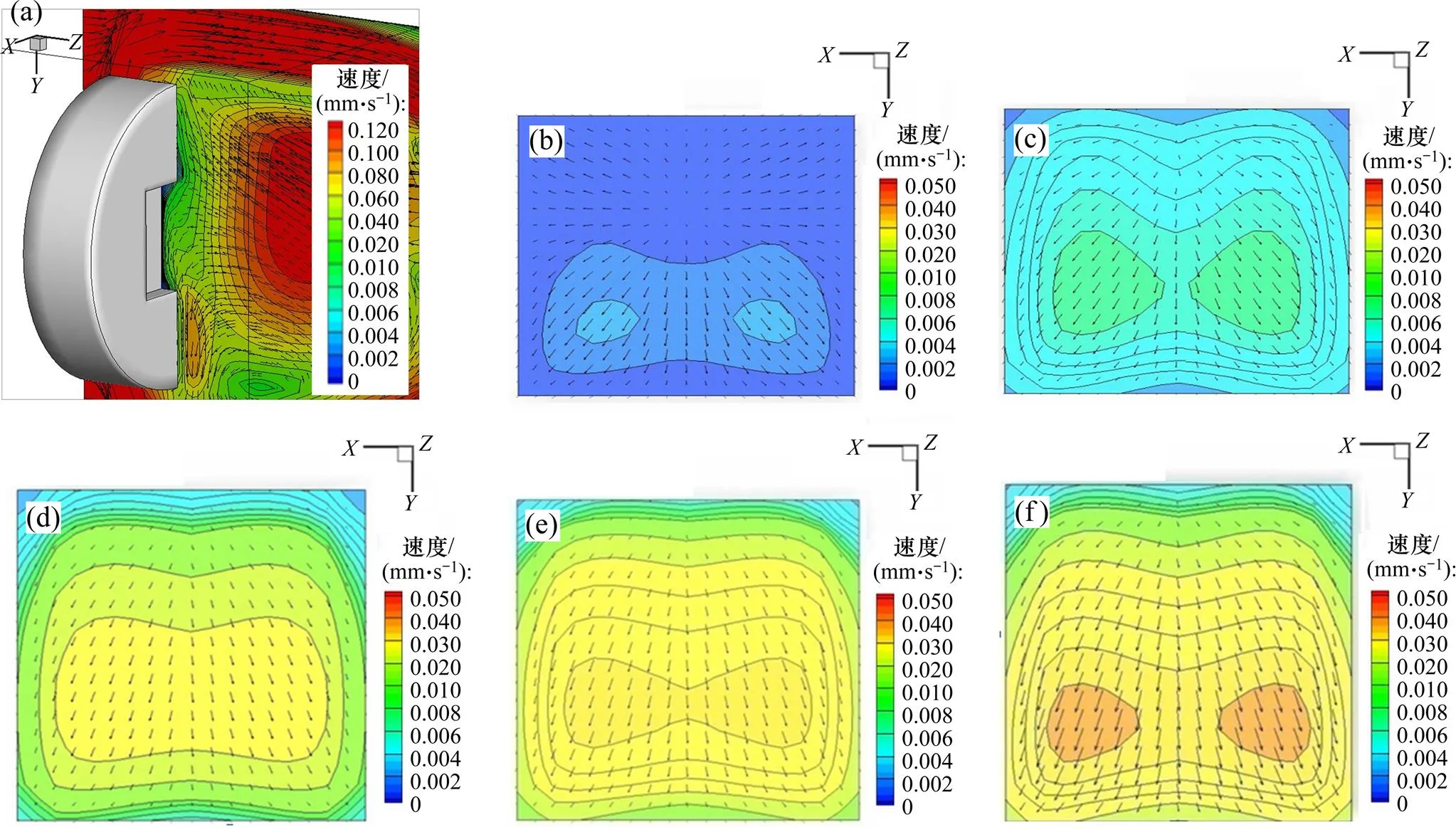
(a) Y?Z截面的流場(chǎng)分布圖;(b) v=50 mm/s;(c) v=100 mm/s;(d) v=150 mm/s;(e) v=200 mm/s;(f) v=250 mm/s
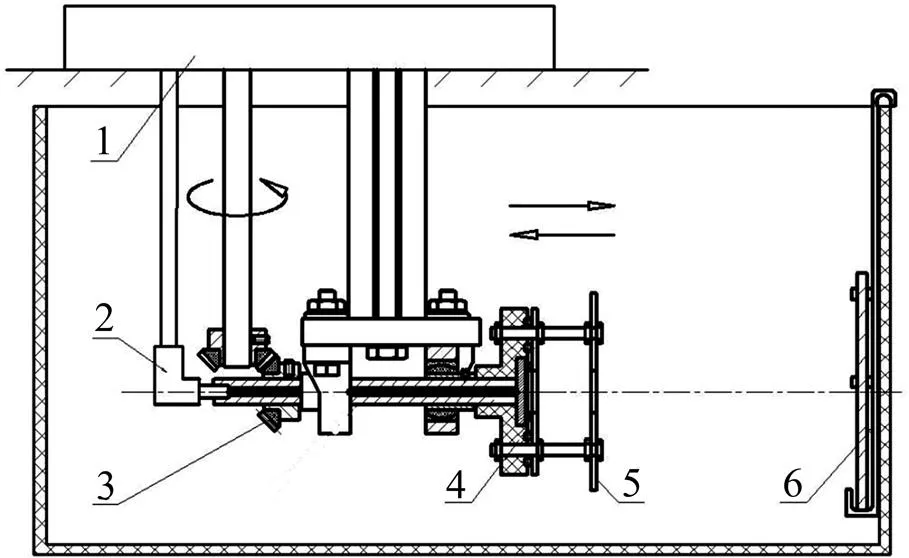
1—往復(fù)移動(dòng)單元;2—-旋轉(zhuǎn)導(dǎo)電單元;3—傳動(dòng)齒輪組;4—陰極夾具;5—屏蔽擋板/輔助陰極;6—陽(yáng)極。
母板有效電鑄沉積區(qū)域(長(zhǎng)×寬)為16 mm×16 mm,電子束光刻技術(shù)在硅基底上成型納米結(jié)構(gòu),特征參數(shù)如表2所示。將母板清洗、除油處理后置于Leica EM SCD500多功能高真空鍍膜儀中進(jìn)行表面金屬化處理。電沉積試驗(yàn)陽(yáng)極采用電解鎳板(純度為99.95%)。電解液選用應(yīng)力低、鍍厚性能好的氨基磺酸鎳鹽體系,主要成分為氨基磺酸鎳、氯化鎳、硼酸及十二烷基硫酸鈉。陰極運(yùn)動(dòng)參數(shù)與仿真設(shè)置時(shí)的參數(shù)一致,沉積電源選用矩形脈沖電源,電流密度為 3 A/dm2,占空比為24%,頻率為1 kHz。

表2 納米結(jié)構(gòu)參數(shù)
2.2檢測(cè)方法
將電沉積制備的模板沿中心線切開,利用電子千分表在平面度測(cè)試平臺(tái)上等間距選取20個(gè)點(diǎn)測(cè)量各組樣品橫截面厚度分布,沉積層厚度偏差計(jì)算式為
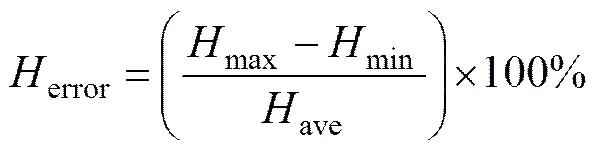
式中:max,min和ave分別為模板截面的最大厚度、最小厚度和平均厚度。用MIRA3場(chǎng)發(fā)射掃描電子顯微鏡檢測(cè)電沉積模板上的納米結(jié)構(gòu)復(fù)制質(zhì)量。
3 實(shí)驗(yàn)結(jié)果與討論
3.1電沉積模板表面質(zhì)量
由于電沉積過程中存在析氫現(xiàn)象,當(dāng)陰極表面液體流場(chǎng)狀態(tài)不佳時(shí),析出的氫氣很容易吸附在沉積模板表面,導(dǎo)致有不同程度的氣孔缺陷出現(xiàn)。當(dāng)陰極轉(zhuǎn)速為30 r/min和60 r/min時(shí),旋轉(zhuǎn)作用產(chǎn)生的液相剪切力小,沉積層表面有較大氣孔;當(dāng)陰極轉(zhuǎn)速增大到90 r/min時(shí),隨著液相剪切作用增強(qiáng),減小氫氣在沉積模板表面的吸附概率,氣孔缺陷有所減少;當(dāng)陰極轉(zhuǎn)速為150 r/min時(shí),沉積模板表面已無肉眼可見氣孔缺陷,如圖7所示。從圖7可見:當(dāng)陰極水平往復(fù)移動(dòng)時(shí),隨著移動(dòng)速率增大,沉積層表面氣孔缺陷明顯減少;當(dāng)陰極移動(dòng)速率為50 mm/s和100 mm/s時(shí),沉積模板表面電解液流動(dòng)緩慢,存在較多大氣孔;當(dāng)移動(dòng)速率提高到250 mm/s時(shí),沉積模板表面整體質(zhì)量有了很大提高,氣孔數(shù)量和孔徑顯著減小。由于陰極沿向往復(fù)移動(dòng)時(shí)其上部區(qū)域電解液流動(dòng)較弱,故仍存在少量氣孔,如圖8所示。
3.2電沉積層厚度分布
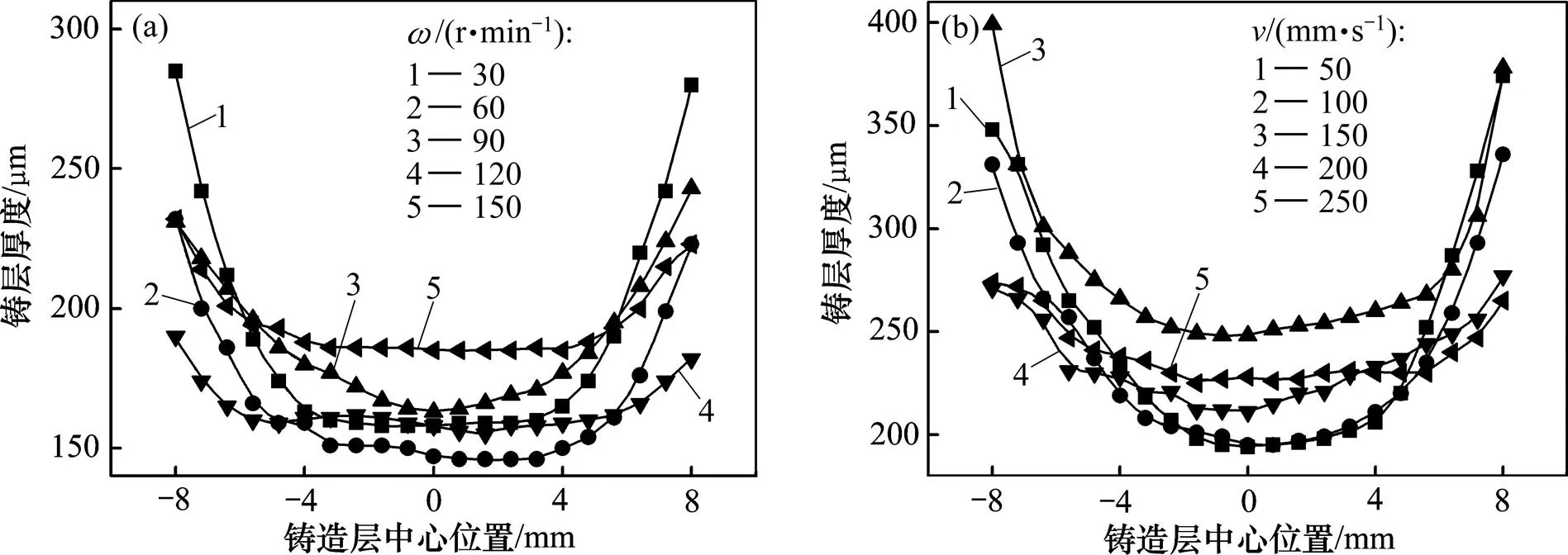
通過優(yōu)化陰極表面的流場(chǎng)分布,可增強(qiáng)沉積離子傳質(zhì)補(bǔ)給過程,減小電沉積過程離子消耗帶來的濃度差異,促進(jìn)沉積層均勻生長(zhǎng)。不同電極運(yùn)動(dòng)形式及運(yùn)動(dòng)參數(shù)下電沉積模板中心截面的厚度如圖9所示。從圖9可見:由于電場(chǎng)的邊緣集中效應(yīng),沉積層邊緣厚度明顯比中間區(qū)域的厚度大;隨著陰極轉(zhuǎn)速增大,沉積模板厚度偏差逐漸降低,當(dāng)陰極轉(zhuǎn)速為30 r/min時(shí),沉積模板厚度偏差達(dá)67.17%;當(dāng)轉(zhuǎn)速增大至60 r/min和90 r/min時(shí),厚度偏差分別降至51.45%和42.17%;當(dāng)轉(zhuǎn)速提高到150 r/min時(shí),厚度偏差達(dá)到最小值18.22%。陰極移動(dòng)對(duì)于改善沉積模板厚度均勻性也有顯著效果,當(dāng)移動(dòng)速率為50 mm/s時(shí),厚度偏差達(dá)74.19%;當(dāng)移動(dòng)速率升至到100 mm/s和150 mm/s時(shí),厚度偏差分別降至59.70%和53.70%;當(dāng)移動(dòng)速率為250 mm/s時(shí),電沉積層厚度偏差達(dá)到最小值20.76%。

ω/(r?min?1): (a) 30; (b) 60; (c) 90; (d) 120; (e) 150

v/(mm?s?1): (a) 50; (b) 100; (c) 150; (d) 200; (e) 250
(a) 陰極繞Z軸旋轉(zhuǎn);(b) 陰極水平移動(dòng)
3.3模板納米結(jié)構(gòu)復(fù)制精度
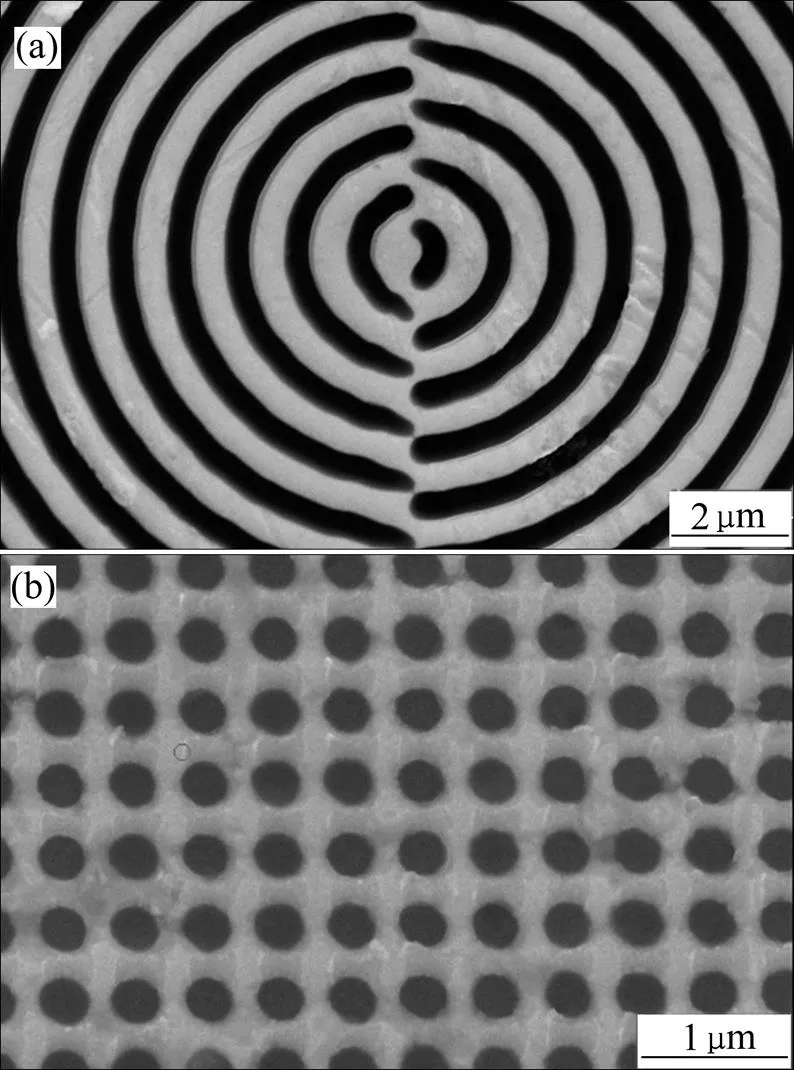
陰極表面金屬離子的液相傳質(zhì)是電沉積過程中進(jìn)行較慢的1個(gè)環(huán)節(jié),直接影響納米結(jié)構(gòu)的復(fù)制精度。傳質(zhì)效率與電解液流場(chǎng)分布情況密切相關(guān),分別在常規(guī)電沉積與陰極以150 r/min轉(zhuǎn)速旋轉(zhuǎn)、以250 mm/s速度移動(dòng)并輔助以空氣攪拌條件下成型納米結(jié)構(gòu)鎳模板。在常規(guī)電沉積條件下,納米結(jié)構(gòu)內(nèi)傳質(zhì)困難,離子被消耗后難以及時(shí)得到補(bǔ)充,棱角及高深寬比的結(jié)構(gòu)很難完整地沉積成型,復(fù)制精度低。掃描電鏡檢測(cè)結(jié)果如圖10所示。
在陰極運(yùn)動(dòng)并輔助空氣攪拌條件下電極表面電解液流動(dòng)增強(qiáng),納米結(jié)構(gòu)內(nèi)傳質(zhì)增強(qiáng),消耗的離子及時(shí)得到補(bǔ)充,納米結(jié)構(gòu)復(fù)制精度顯著提高,掃描電鏡檢測(cè)結(jié)果如圖11所示。

(a) 納米光闌;(b) 納米孔陣列
(a) 納米光闌;(b) 納米孔陣列
4 結(jié)論
1) 建立納米模塑成型模板電沉積系統(tǒng)模型,模擬不同陰極運(yùn)動(dòng)狀態(tài)下電解液流場(chǎng)分布規(guī)律。陰極定軸旋轉(zhuǎn)使陰極表面流體流動(dòng)增強(qiáng),但其對(duì)整體電解液攪拌較弱,需采取空氣攪拌等輔助措施;陰極水平往復(fù)運(yùn)動(dòng)對(duì)電解液攪拌作用較強(qiáng),但陰極表面溶液流動(dòng)性較差,上部區(qū)域存在流動(dòng)死角。
2) 陰極表面的流場(chǎng)分布對(duì)電沉積成型納米壓印模板的質(zhì)量有重要影響。當(dāng)陰極以150 r/min繞軸旋轉(zhuǎn)時(shí),沉積模板厚度偏差降低至17.26%;當(dāng)陰極以250 mm/s的速度沿向往復(fù)運(yùn)動(dòng)時(shí),鑄層厚度偏差減小為20.96%。隨著陰極表面電解液流動(dòng)強(qiáng)度增大,沉積模板表面因析氫造成的氣孔缺陷明顯減少。改善陰極表面流場(chǎng)狀況可以增強(qiáng)納米結(jié)構(gòu)內(nèi)電解液的傳質(zhì)過程,及時(shí)補(bǔ)充沉積過程中消耗的金屬離子,顯著提高納米結(jié)構(gòu)的成型精度。
[1] CHOU S Y, KRAUSS P R, RENSTROM P J. Imprint of sub-25 nm vias and trenches in polymer[J]. Applied Physics Letters, 1995, 67(21): 3114?3116.
[2] JUNG Y B, CHENG X. Dual-layer thermal nanoimprint lithography without dry etching[J]. Journal of Micromechanics and Microengineering, 2012, 22(8): 085011.
[3] 張錚, 徐智謀, 孫堂友, 等. 納米壓印多孔硅模板的研究[J]. 物理學(xué)報(bào), 2014, 63(1): 337?344. ZHANG Zheng, XU Zhimou, SUN Tangyou, et al. Study on porous silicon template for nanoimprint lithography[J]. Acta Phys Sin, 2014, 63(1): 337?344.
[4] KIM I, MENTONE P F. Electroformed nickel stamper for light guide panel in LCD back light unit[J]. Electrochimica Acta, 2006, 52(4): 1805?1809.
[5] JULIA R, MAGNUS L, OLOV H, et al. Cold-developed e-beam-patterned ZEP 7000 for fabrication of 13 nm nickel zone plates[J]. Journal of Vacuum Science & Technology, 2009, 27(6): 2593?2596.
[6] PARK J M, KIM N H, LEE B K, et al. Nickel stamp fabrication and hot embossing for mass-production of micro/nano combined structures using anodic aluminum oxide[J]. Microsystem Technologies, 2008, 14(9): 1689?1694.
[7] OH S C, BAE B J, YANG K Y, et al. Fabrication of aluminum nano-scale structures using direct-embossing with a nickel template[J]. Metals and Materials International, 2011, 17(5): 771?775.
[8] HUNG S. Optimization on hardness and internal stress of micro- electroformed NiCo/nano-Al2O3composites with the constraint of low surface roughness[J]. Journal of Micromechanics and Microengineering, 2009, 19(1): 15009.
[9] 邵力耕, 杜立群, 劉沖, 等.微電鑄中電流?流體耦合的數(shù)值分析及實(shí)驗(yàn)[J]. 光學(xué)精密工程, 2009, 17(9): 2184?2190. SHAO Ligeng, DU Liqun, LIU Chong, et al. Numerical analysis and experiment of current-fluid coupling in micro- electroforming[J]. Optics and Precision Engineering, 2009, 17(9): 2184?2190.
[10] PURCAR M, TOPA V, MUNTEANU C, et al. Optimisation of the layer thickness distribution in electrochemical processes using the level set method[J]. Iet Science Measurement Technology, 2012, 6(5): 376?385.
[11] PARK G C, CHOI J H, KIM J C, et al. Effects of current density and frequency on microstructure and mechanical properties of Ni stencil masks fabricated by pulse electroforming[J]. Japanese Journal of Applied Physics, 2012, 51(9): 09MJ03.
[12] 裴和中, 黃攀, 史慶南, 等. 添加劑和電流密度對(duì)鎳鈷合金電鑄層組織結(jié)構(gòu)的影響[J]. 材料工程, 2013, 3(6): 18?24. PEI Hezhong, HUANG Pan, SHI Qingnan, et al. Influences of additive and current density on the microstructure of the electroforming Ni-Co alloy[J]. Journal of Materials Engineering, 2013, 3(6): 18?24.
[13] QU N S, QIAN W H, CAI W Z, et al. Fabrication of microprism mould by electroforming with high electrolyte flowrate[J]. Transactions of the Institute of Metal Finishing, 2013, 91(4): 221?224.
[14] FU M N. Numerical simulation of and experiment on electroforming microstructure mold insert[J]. Japanese Journal of Applied Physics, 2008, 47(9): 7272–7280.
[15] COSTELLO S, STRUSEVICH N, FLYNN D, et al. Electrodeposition of copper into high aspect ratio PCB micro-via using megasonic agitation[J]. Microsystem Technologies, 2013, 19(6): 783?790.
(編輯 陳燦華)
Effect of fluid filed distribution on quality of electrodeposited stamp with nanostructures
Lü Hui, JIANG Bingyan, WENG Can, ZHOU Mingyong, LI Xing
(State Key Laboratory of High Performance Complex Manufacturing, Central South University,Changsha 410083, China)
The cathode multi-DOF motion electrodeposition technology was introduced to fabricate high quality nickel nano-molding stamps. The stamps were electrodeposited at different fluid field distributions, and their thickness uniformity, surface quality and accuracy of nanostructures were studied. The results show that the rotating cathode can increase solution flow on the cathode surface but not for the whole electrolyte. An assistant agitation method such as air stirring should be applied. Reciprocating moving cathode has better effect on agitating the whole electrolyte but it leads to a weak flow on the cathode surface. When cathode rotates at 150 r/min and moves at speed of 250 mm/s, the thickness variation reaches 17.26% and 20.93%, respectively. The surface quality and accuracy of the nanostructures of the electrodeposited stamps are significantly improved. The electrodeposited stamp can be applied in the nano-molding progress.
nanostructure; electrodeposition; fluid field distribution; thickness uniformity; surface quality
10.11817/j.issn.1672-7207.2017.05.013
TQ15
A
1672?7207(2017)05?1211?07
2016?05?10;
2016?07?08
國(guó)家自然科學(xué)基金重大研究計(jì)劃培育項(xiàng)目(91123012);國(guó)家重點(diǎn)基礎(chǔ)研究發(fā)展計(jì)劃(973計(jì)劃)項(xiàng)目(2012CB025905) (Project(91123012) supported by the Training Program of the Major Research Plan of the National Natural Science Foundation of China;Project (2012CB025905) supported by the National Basic Research Development Program (973 Program) of China)
蔣炳炎,博士,教授,從事高分子材料精密成型技術(shù)研究;E-mail: jby@csu.edu.cn
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
中華詩(shī)詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學(xué)生數(shù)理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評(píng)論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50