電液控制換檔閥閥孔拉傷原因分析和改進(jìn)措施
2017-10-21 13:11:27顧宏杰
科技風(fēng) 2017年12期
顧宏杰


摘要:針對(duì)電液控制換檔閥出現(xiàn)閥孔拉傷現(xiàn)象,運(yùn)用液壓元件磨損失效概念及其磨損狀況對(duì)產(chǎn)生閥孔拉傷的原因進(jìn)行分析,從工藝、結(jié)構(gòu)方面提出改進(jìn)措施。
關(guān)鍵詞:電液控制換檔閥;閥孔拉傷;分析;改進(jìn)
電液控制換檔閥內(nèi)裝有濕式電磁閥,通過(guò)檔位選擇器選擇不同檔位,使電磁閥工作后,壓力油通過(guò)不同的閥孔推動(dòng)閥芯運(yùn)動(dòng),打開(kāi)所需的油路,將壓力油輸出,通過(guò)變速箱形成前進(jìn)檔、后退檔、空檔的過(guò)程。工程機(jī)械中的裝載機(jī)、平地機(jī)工作時(shí)需要頻繁換擋,于是閥芯在閥孔中頻繁運(yùn)動(dòng),在承壓情況下很容易出現(xiàn)卡閥、拉傷閥孔的情況,本文針對(duì)以上原因進(jìn)行分析并提出改進(jìn)措施。
1 電液控制換檔閥閥孔拉傷原因分析
通過(guò)對(duì)多次閥孔拉現(xiàn)象的分析和總結(jié),作者認(rèn)為該電液換檔閥閥孔拉傷主要由以下幾方面因素造成:
(1)由于工程機(jī)械工況較差,對(duì)車輛的油品維護(hù)保養(yǎng)不及時(shí),造成系統(tǒng)液壓傳動(dòng)油的潤(rùn)滑性能下降,油品的清潔度也得不到保障,使液壓油中的微小顆粒進(jìn)入閥體,由于磨粒磨損和擠壓破壞,造成閥孔拉傷。當(dāng)顆粒較大時(shí)將產(chǎn)生卡閥現(xiàn)象,導(dǎo)致車輛故障。
(2)閥孔和閥芯的制造精度不高。閥孔的圓柱度誤差,導(dǎo)致閥芯運(yùn)動(dòng)時(shí),閥孔與閥芯之間的間隙不均勻,引起油壓波動(dòng)和沖擊,在危險(xiǎn)應(yīng)力處產(chǎn)生磨損。
(3)閥體、閥芯在制造和裝配過(guò)程中對(duì)表面粗糙度、尖角處銳邊控制不嚴(yán)格,存在閥體油槽口毛刺、閥芯外圓尖角陽(yáng)極氧化層易脫落,造成塵粒、鋁屑、異物等附著在閥孔和閥芯表面,當(dāng)閥芯移動(dòng)時(shí)產(chǎn)生閥孔局部擠壓拉傷。
(4)閥孔和閥芯配合間隙因素,當(dāng)配合間隙較小,因閥體與閥芯結(jié)構(gòu)區(qū)別,隨著溫度的升高,造成受熱后膨脹速度不一致,使實(shí)際配合間隙減小,出現(xiàn)邊界摩擦和干摩擦狀態(tài),容易出現(xiàn)粘著磨損而導(dǎo)致閥孔拉傷。
(5)從電液控制換檔閥的結(jié)構(gòu)因素分析閥孔拉傷現(xiàn)象的產(chǎn)生過(guò)程。以K1K2K3壓力閥為例,閥體材料采用鑄造鋁鎂合金,閥孔的深徑比L/D達(dá)6,屬于典型的深孔,而且孔被許多油槽分割。閥芯的材料為鋁合金,表面陽(yáng)極氧化處理。閥芯內(nèi)裝壓縮彈簧,受力后或多或少存在失穩(wěn)現(xiàn)象。閥芯在受到壓縮彈簧橫向偏載力f時(shí),閥芯在閥孔中出現(xiàn)偏斜,使閥芯與閥孔在圖示兩端危險(xiǎn)區(qū)域局部范圍接觸,在該部位會(huì)出現(xiàn)邊界摩擦、干摩擦同時(shí)存在的狀態(tài),隨著閥芯的繼續(xù)運(yùn)動(dòng),表面的陽(yáng)極氧化層逐漸磨損變薄,直至閥芯危險(xiǎn)區(qū)域表面鍍層破裂而形成相近金屬組成的摩擦副。容易出現(xiàn)粘著磨損而導(dǎo)致閥孔拉傷,出現(xiàn)卡閥現(xiàn)象。
由于閥孔被油槽分割成若干段,閥芯運(yùn)動(dòng)時(shí)閥孔油槽口與閥芯外圓尖角陽(yáng)極氧化層反復(fù)接觸分離,使油路打開(kāi)和關(guān)閉,受到油壓波動(dòng)沖擊的影響,閥芯上的陽(yáng)極氧化層首先從外圓尖角處磨損、脫落。造成硬質(zhì)顆粒物,附著在閥孔和閥芯表面直接導(dǎo)致兩者在相對(duì)運(yùn)動(dòng)時(shí)形成磨損和擠壓拉傷,導(dǎo)致閥孔拉傷。
2 電液控制換檔閥工藝和結(jié)構(gòu)改進(jìn)措施:
2.1 加強(qiáng)液壓油的分析診斷過(guò)程
加強(qiáng)電液控制閥使用油品的檢測(cè),以測(cè)定液壓油中磨損物質(zhì)的數(shù)量和顆粒分布,診斷和識(shí)別閥芯磨損類型和磨損階段,必要時(shí)更換磨損的閥芯,并按周期及時(shí)換油。
2.2 加強(qiáng)零件制造過(guò)程的控制
對(duì)零件制造過(guò)程加強(qiáng)監(jiān)管,做好零件的首檢、巡檢、終檢,同時(shí)加強(qiáng)零件的清洗、過(guò)程防護(hù),避免磕碰傷,提高員工的質(zhì)量意識(shí),但主要還是通過(guò)工藝和結(jié)構(gòu)的改進(jìn)。
2.3 采取工藝手段控制閥孔和閥芯的配合間隙
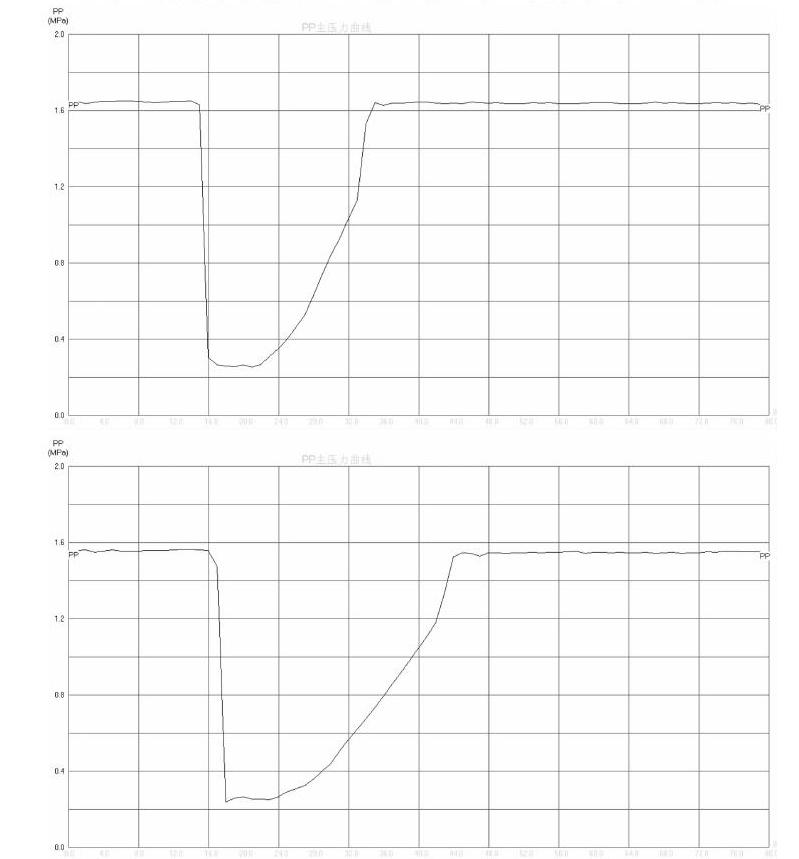
控制閥孔和閥芯的配合間隙,減少壓縮彈簧偏載荷f作用的影響。針對(duì)換檔閥在實(shí)際工況下工作,容易出現(xiàn)閥孔拉傷、卡閥現(xiàn)象,經(jīng)過(guò)大量的試驗(yàn):在滿足油壓力在1.5~1.7MPa范圍內(nèi),將內(nèi)泄漏控制在2.5~3.5L條件下,最終確定閥芯和閥孔的配合間隙。考慮到閥體上的閥孔加工比較困難(大部分尺寸Φ15H6),閥孔的深徑比L/D達(dá)4~7,主要從閥芯的制造工藝上進(jìn)行考慮。針對(duì)閥孔在制造時(shí)尺寸的合理波動(dòng),對(duì)閥芯進(jìn)行分組制造,應(yīng)考慮以下幾點(diǎn):①分組規(guī)格不易過(guò)多;②方便裝配工進(jìn)行快速判斷,裝配間隙是否合適;③雖然單個(gè)閥芯制造精度提高了,但閥芯組總的公差不變,便于生產(chǎn);④可以選者閥芯對(duì)壓力曲線進(jìn)行有效控制。
下圖是選用不同閥芯組合間隙對(duì)壓力曲線的影響:
2.4 控制壓縮彈簧軸心線對(duì)兩端面的垂直度。
由于彈簧裝入閥芯后處于受壓狀態(tài),彈簧兩端面的接觸是否平整以及彈簧軸心線對(duì)兩端面的垂直度直接影響彈簧的軸向受力F的均勻分布,因此必須對(duì)彈簧兩端面進(jìn)行控制:兩端圈并緊并磨平的彈簧支承圈磨平部分大于或
等于3/4圈,以保證足夠的受力接觸面積。因彈簧螺旋升角造成兩端留有部分約1/4的表面低于受力平面,彈簧被壓縮后很容易向該區(qū)域方向傾斜,為減少這方面的影響,彈簧端面磨削時(shí),兩端面彼此偏位180°。其粗糙度不大于12.5μm,端頭厚度不小于1/8d,以減少?gòu)椈墒Х€(wěn)現(xiàn)象,避免閥芯在閥孔傾斜,減少局部接觸而引起的磨損。
兩端面經(jīng)過(guò)磨削的彈簧,其外圓母線對(duì)端面的垂直度在無(wú)負(fù)荷狀態(tài)下,彈簧對(duì)寬座角尺自轉(zhuǎn)一周后再檢查另一端測(cè)量測(cè)量垂直度的最大值Δ。通過(guò)對(duì)Δ值的控制,閥芯所受到壓縮彈簧橫向偏載力f大為減少,閥芯在閥孔中的偏斜狀態(tài)得到明顯改善。在20000次的使用過(guò)程中,每間隔5000次對(duì)整個(gè)閥體進(jìn)行一次分解,從閥孔的檢查來(lái)看,表面無(wú)磨損和拉傷痕跡。
2.5 改善結(jié)構(gòu)和摩擦副關(guān)系
從閥孔、閥芯容易磨損的部位來(lái)看。閥孔油槽口與閥芯外圓尖角陽(yáng)極氧化層反復(fù)接觸分離,使油路打開(kāi)和關(guān)閉,受到油壓波動(dòng)沖擊的影響,閥芯上的陽(yáng)極氧化層首先從外圓尖角處磨損、脫落。造成硬質(zhì)顆粒物,附著在閥孔和閥芯表面直接導(dǎo)致兩者在相對(duì)運(yùn)動(dòng)時(shí)形成磨損和擠壓拉傷,導(dǎo)致閥孔拉傷。因此必須對(duì)閥孔油槽口和閥芯外圓尖角處結(jié)構(gòu)進(jìn)行改進(jìn),主要從兩方面考慮:第一,降低入口處的局部阻力;第二,改善閥芯結(jié)構(gòu)以提高表面陽(yáng)極氧化層的質(zhì)量。為降低油路入口處的局部阻力系數(shù),如圖所示。孔口和閥芯尖角處采用圓角以降低局部阻力系數(shù),減少油壓波動(dòng)沖擊的影響,改善閥芯運(yùn)動(dòng)的平穩(wěn)性。閥芯上的尖角部分,在陽(yáng)極氧化處理時(shí),易使電流集中,局部溫度過(guò)高,導(dǎo)致零件燒損;或只能生成不均勻的陽(yáng)極氧化膜,因此在氧化之前將這些尖角部位進(jìn)行倒圓處理可以提高該部位的氧化層質(zhì)量,延長(zhǎng)氧化層的使用時(shí)間,避免表面膜破裂而形成相近金屬組成的摩擦副,加速磨損。
3 結(jié)語(yǔ)
上述改進(jìn)措施經(jīng)過(guò)臺(tái)位20萬(wàn)次試驗(yàn)和實(shí)際在工程車輛上的一年多的使用證明,從根本上避免了閥孔拉傷現(xiàn)象,解決了長(zhǎng)期捆擾的問(wèn)題。同時(shí)應(yīng)加強(qiáng)電液控制換檔閥日常維護(hù),減少閥孔拉傷的現(xiàn)象發(fā)生。
參考文獻(xiàn):
[1]濮良貴.機(jī)械設(shè)計(jì).北京:高等教育出版社.
[2]王伯平.互換性與測(cè)量技術(shù)基礎(chǔ).北京:機(jī)械工業(yè)出版社.
[3]陳范才.現(xiàn)代電鍍技術(shù).北京:中國(guó)紡織出版社.
[4]黎啟柏.液壓元件手冊(cè).北京:冶金工業(yè)出版社.
猜你喜歡
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
現(xiàn)代經(jīng)濟(jì)信息(2016年19期)2016-10-20 15:44:35
中國(guó)科技博覽(2016年18期)2016-10-19 07:16:43
商(2016年27期)2016-10-17 06:57:20
商(2016年27期)2016-10-17 05:02:12
大學(xué)教育(2016年9期)2016-10-09 08:09:53
科技視界(2016年20期)2016-09-29 13:36:14
中國(guó)中醫(yī)藥現(xiàn)代遠(yuǎn)程教育(2014年11期)2014-08-08 13:23:44
