離子膜法電解槽洗膜情況
2017-11-01 07:20:48張永國鄭德興王文峰
氯堿工業 2017年7期
張永國,鄭德興,王文峰
(山東新龍集團有限公司,山東 壽光 262700)
【電解】
離子膜法電解槽洗膜情況
張永國*,鄭德興,王文峰
(山東新龍集團有限公司,山東 壽光 262700)
離子交換膜;電解槽;洗膜;電解槽電壓
對槽電壓高的電解槽進行洗膜處理,有效去除沉積在離子膜及極網表面的雜質,電解槽電壓得到不同程度的降低。經計算,第1次洗膜后每月可增加利潤301 600元;第2次洗膜后每月增加利潤362 928元。介紹了該洗膜方法。
1 裝置概況
山東新龍集團有限公司(以下簡稱“山東新龍”)2010—2012年分2期全面淘汰隔膜法電解生產裝置,全套引進了英國INEOS公司的BICHLO電解槽,同時通過對整個生產系統進行優化改造,實現了真正意義上的離子膜法燒堿生產。目前離子膜法燒堿生產能力為20萬t/a,共有8臺電解槽,采用的是杜邦N2030和旭硝子F8020SP兩種型號離子膜。投運后第1、2期裝置運行穩定,各項控制參數均達到考核要求和預定目標。
隨著電解槽裝置運行時間的延長,日積月累沉積在離子膜上的雜質越來越多,槽電壓及噸堿直流電單耗也隨之逐步攀升,增加了裝置運行成本。為了盡可能地降低電解槽的直流電單耗,山東新龍在優化操作條件的同時,努力尋找降低電解槽電壓的方法。通過多次與兄弟單位交流探討,認為及時對槽電壓高的電解槽進行洗膜處理,不僅能有效地去除沉積在離子膜表面的雜質,而且可以降低電解槽電壓,使運行成本得到不同程度的降低。
2 洗膜方法
山東新龍通過多次洗槽實踐操作并對洗槽數據進行分析對比,總結歸納出一套相對較好的洗槽方法,僅供大家參考。
(1)盡可能借用生產總負荷有減降需求的時機進行合理調配后,按正常停車步驟對槽壓高的電解槽輪流進行停槽洗膜處理。
(2)電解槽停電完畢,對陽極側出液置換完游離氯后,退出極化電流,調溫控制電解槽陰陽極循環洗液溫度在60 ℃左右。
(3)在調溫的過程中,陽極側加脫鹽水(純水),將入槽精鹽水質量濃度稀釋到(220±10) g/L[1];陰極側保持新鮮的32%堿液循環。
(4)調好濃度和溫度后,適當增大進槽循環液流量,到30~35 m3/h。
(5)如果時間允許,盡量延長洗膜時間,保持在15~20 h最好。
(6)不建議對所有離子膜整體運行時間較長且膜性能狀況明顯較差的電解槽洗膜;若某一臺或某幾臺單元槽離子膜性能狀況不好,可在整臺電解槽洗膜完成后,單獨更換這些離子膜。
3 洗膜數據及對比分析
3.1第1次洗槽時的數據
針對電解槽投運后電解槽電壓逐步上升的現實狀況,山東新龍決定于2013年6月4日對所有8臺電解槽進行輪流停槽洗膜處理,并根據不同電解槽的電壓上漲情況,訂出了此次洗槽的先后順序,依次為4#、2#、3#、1#、6#、5#、8#、7#。同時對各電解槽在不同洗槽時段內的相關數據進行了記錄,表1為這次洗膜的全套數據。
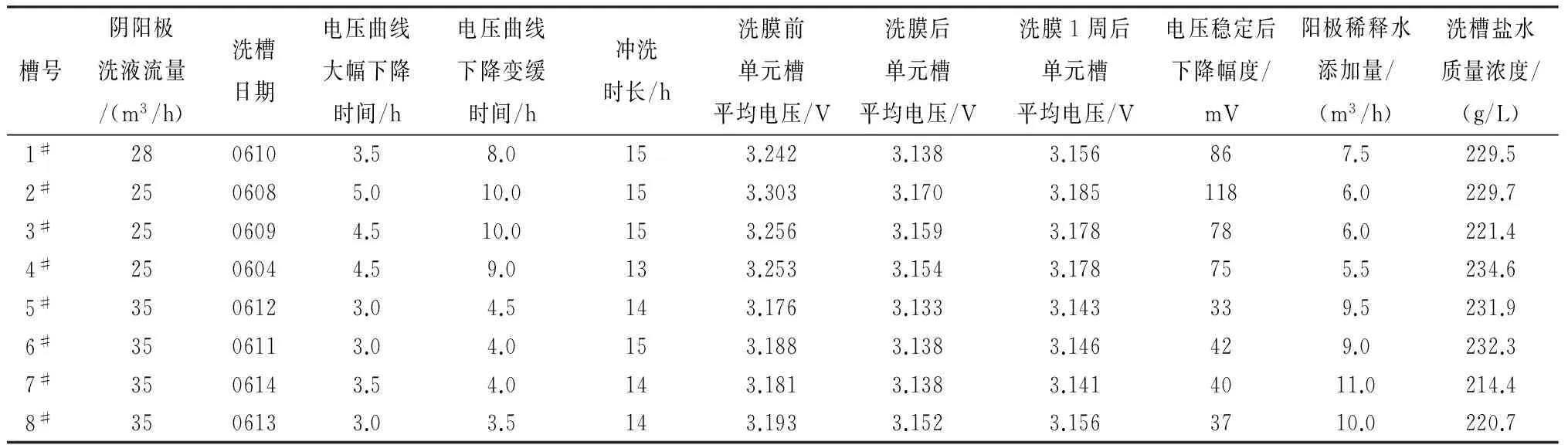
表1 各電解槽洗膜過程數據Table 1 Data of various electrolyzers during membrane cleaning
從表1數據可以看出如下特點。
(1)電解槽洗液流量由25 m3/h提升到35 m3/h時,各電解槽電壓開始大幅下降的時間由4.5 h左右縮短到3 h左右,也就是說沉積在離子膜表面的雜質被大量洗掉的時間縮短了。
(2)第1期(1#~4#電解槽)膜電壓下降幅度大于第2期膜。2#電解槽后期電壓增長較快,此次洗膜也降得最多;1#電解槽洗膜后電壓下降到了第2期電解槽開車(2012年10月)前該槽洗槽后的電壓值;2#、3#、4#電解槽洗膜后雖然電壓比前一次(第2期電解槽開車前的一次簡單小洗)輪流洗槽后的電壓值高10~20 mV,但整體均有不同程度下降。
(3)3#、4#電解槽洗膜前后電壓都相近,并且均高于1#。5#~8#電解槽規律也相同,證明洗膜時間都在15 h左右的情況下,第1期各電解槽沖洗下來的雜質數量相近,第2期各電解槽沖洗下來的雜質數量也相近;同時能看出第1期電解槽因運行時間長于第2期電解槽,故沖洗下來的雜質較多,洗膜后電壓下降值明顯多于第2期電解槽下降值。
(4)此次洗槽鹽水質量濃度控制在210~235 g/L,從表1數據比較能夠看出濃度在這個范圍內波動未對電解槽及離子膜性能造成太大的影響;并且各電解槽在洗膜后再次開車時從電壓上升速度及陽極變色情況來看,此次洗槽對膜性能的影響暫時也沒體現出來。
(5)另外,通過對洗槽時出槽堿液進行取樣分析,并與洗槽前后出槽堿液作對比(如表2),看出洗膜時出槽堿中Fe3+、Al3+、Si4+、Mn4+等離子含量偏高,而其他離子前后變化不大,可見電解槽電壓的升高與這些離子在膜陰極側的大量富集有直接的關系[2]。
3.2第2次洗槽時的數據
2014年1月1日第2次洗槽數據如表3所示。
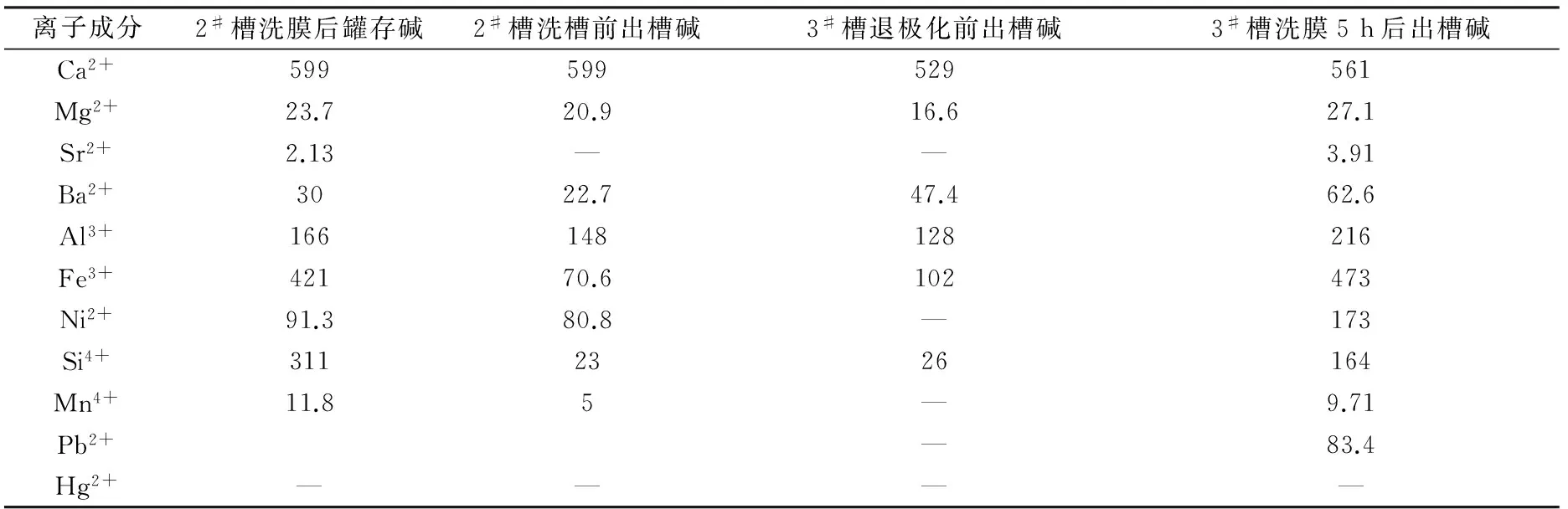
表2 2#、3#電解槽洗槽前后堿液離子檢測Table 2 Detected ion in alkali liquor flowing out of electrolyzers 2# and 3# before and after cleaning 10-9
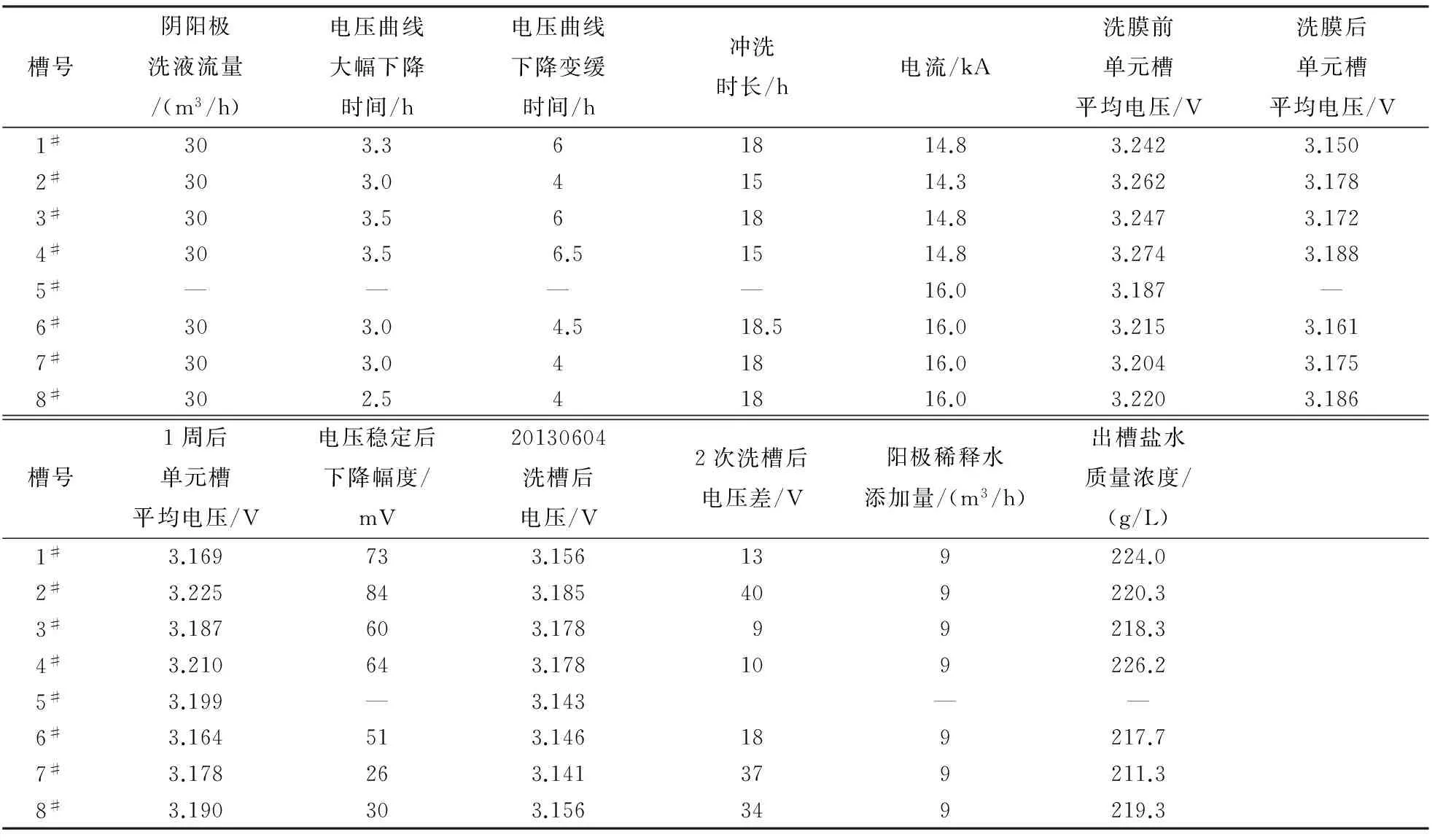
表3 2014年1月1日第2次洗槽數據(5#槽未洗膜)Table 3 Data of secondly cleaning electrolyzers on January 1st,2014 (membrane of electrolyzers 5# is not cleaned)
從表3可以看出如下特征。
(1)此次洗膜第1期電解槽電壓下降幅度同樣大于第2期電解槽。
(2)2#電解槽入槽鹽水過濾器因之前誤用鎳網濾芯,電解槽加酸時被腐蝕,致使電壓增長較多[3]。此次洗膜后下降幅度也較大,但仍比上次洗槽后電壓高40 mV。
(3)此次洗膜第1期電解槽總體比2013年6月4日(1#~4#電解槽電流均為15 kA,5#~8#電解槽電流均為15.5 kA)洗膜后電壓高16~20 mV,第2期電解槽總體比2013年6月4日洗膜后電壓高0~20 mV(電流高1 kA,槽電壓大約上升35 mV),這說明隨著運行時間的增加,部分不溶性雜質已在離子膜內部聚集,在洗槽過程中不能洗下來,且離子膜本身性能逐漸下降,導致電解槽電壓逐步升高。
各電解槽洗膜重新開車送電后,從電壓上升速度及變色情況來看,僅1#電解槽14#單元槽開車送電過程中因不明原因離子膜出現針孔,致使陽極出料管變色略晚以外,其他電解槽電壓及出料管變色均比較正常。
山東新龍某電解槽洗膜時的曲線走勢圖如圖1所示。
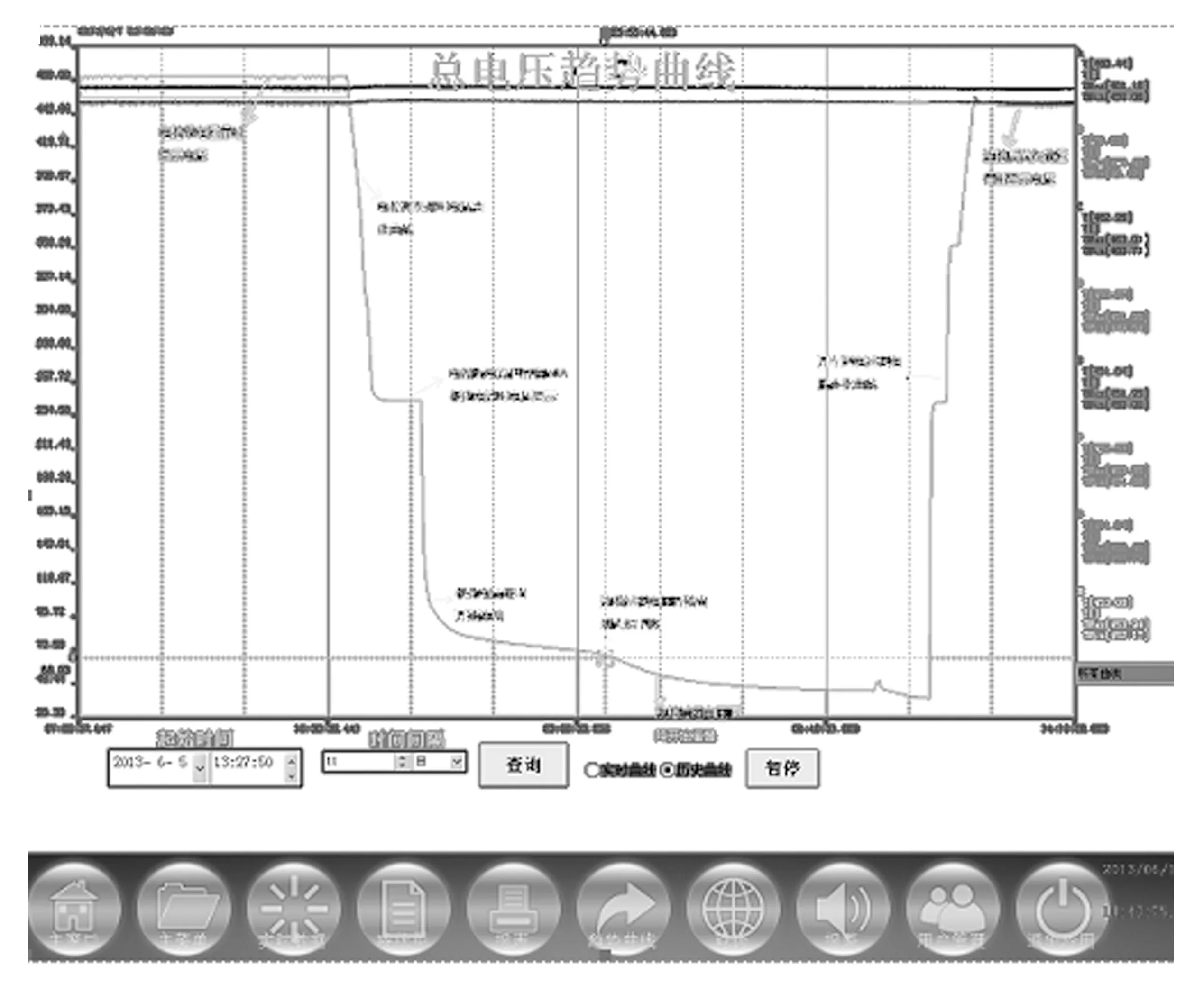
圖1 某電解槽洗膜時的曲線走勢圖Fig.1 Trend curve of an electrolyzer during membrane cleaning
4 洗膜后電解槽電壓上升的特殊情況
電解槽洗膜后,在既定電流狀況下,電解槽電壓應呈現穩步增長的態勢。但2014年1月1日洗膜后,各電解槽電壓增長較快,幅度較大,幾天時間就增長了10 mV,甚至更多(見表4、圖2~圖5)。
原因分析:電解槽洗膜過程中,按要求通過堿液冷板式換熱器對進槽循環堿液進行調溫,因該板式換熱器發生板片內漏,致使水質較差的少量工業循環水持續返滲入槽循環堿液中造成電解槽總體電壓上升(1月8日隔離該板式換熱器進行內漏檢查,確認該事實)。事后停用該板式換熱器向電解槽供堿后,電解槽電壓基本穩定不再上升。對此,須要提醒的是:電解槽在洗膜或正常運行的過程中,務必保證進電解槽的堿液、鹽水供液質量,確保不被污染;否則,電解槽電壓會持續甚至大幅上升,造成電解槽及離子膜受到影響或帶來損傷。該板式換熱器此次泄漏導致電解槽電壓總體上升10~15 mV。
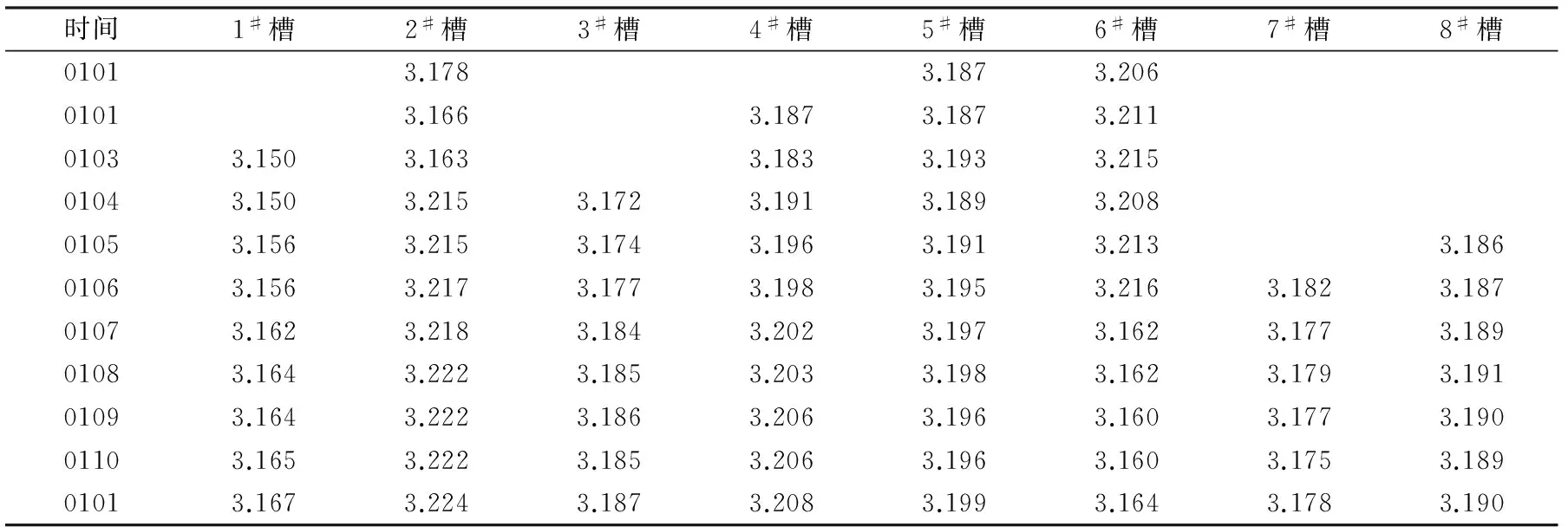
表4 2014年1月1日洗槽后各槽電壓數據變化Table 4 Cell voltage change on January 1rst,2014 of various electrolyzers after they are cleaned V
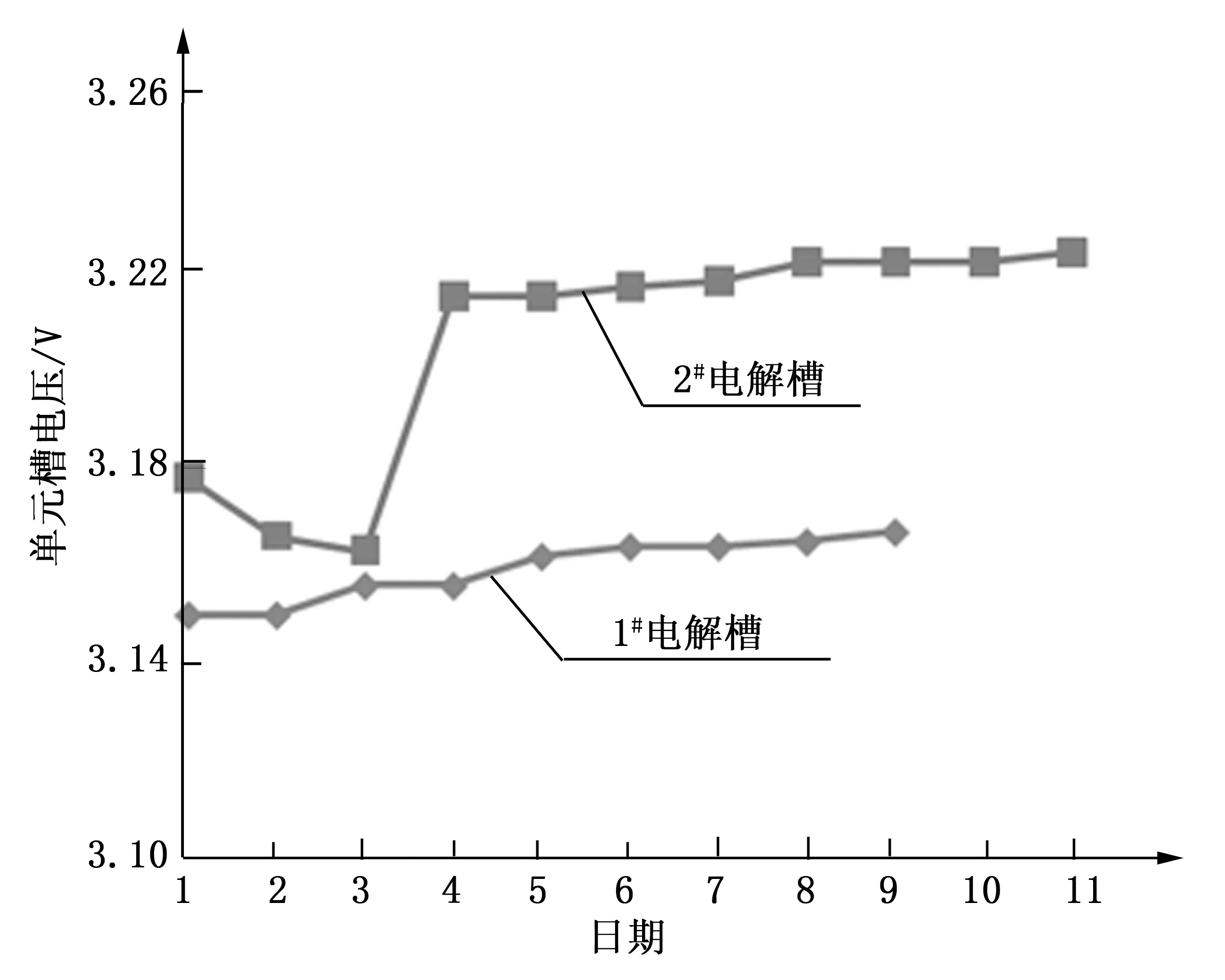
圖2 2014年1月1日洗槽后1#、2#槽電壓變化曲線Fig.2 Curve of cell voltage change on January 1st,2014 of electrolyzers 1# and 2# after they are cleaned
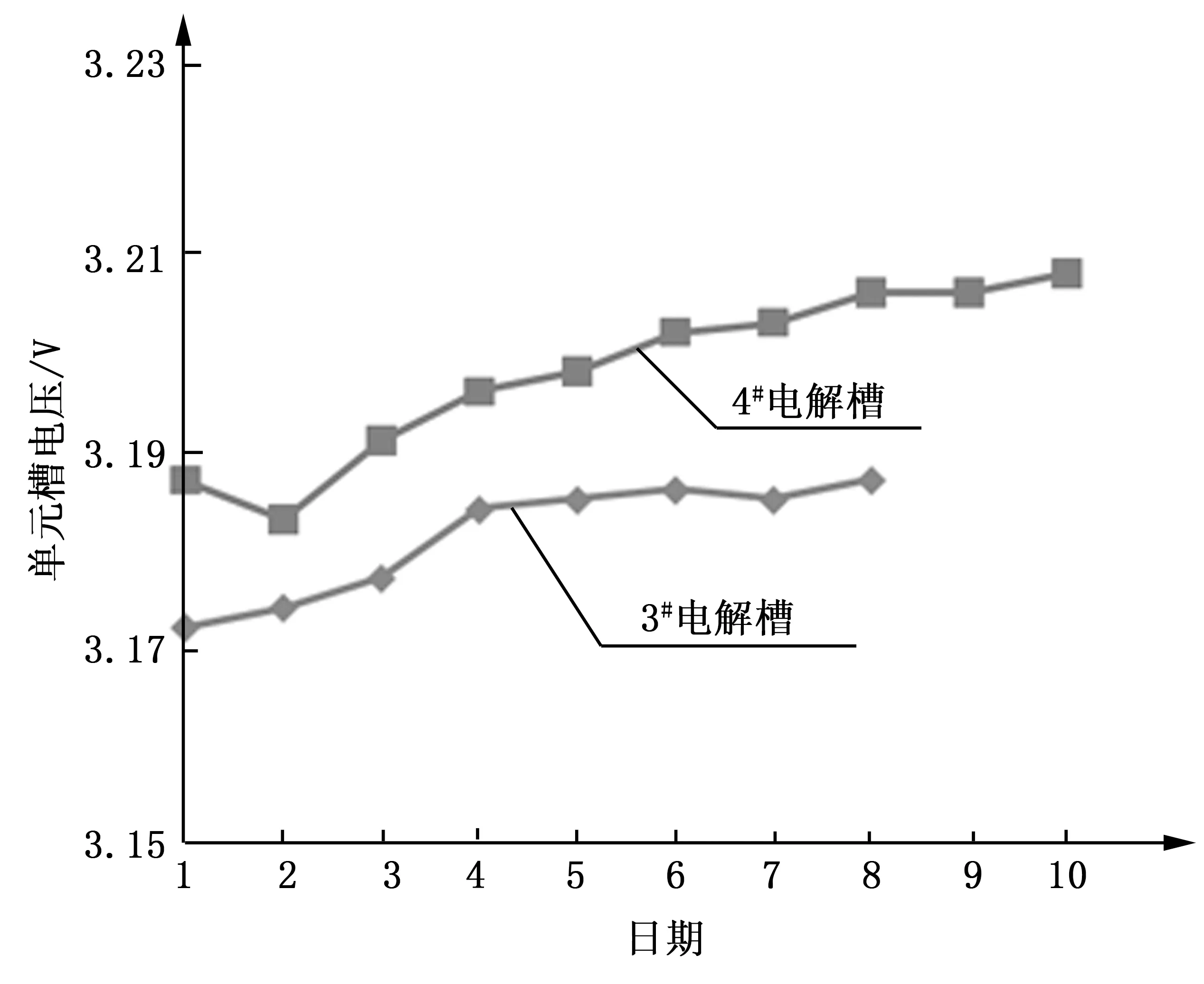
圖3 2014年1月1日洗槽后3#、4#槽電壓變化曲線Fig.3 Curve of cell voltage change on January 1st,2014 of electrolyzers 3# and 4# after they are cleaned
圖4 2014年1月1日洗槽后5#、6#槽電壓變化曲線Fig.4 Curve of cell voltage change on January 1st,2014 of electrolyzers 5# and 6# after they are cleaned

圖5 2014年1月1日洗槽后7#槽電壓變化曲線Fig.5 Curve of cell voltage change on January 1st,2014 of electrolyzers 7# and 8# after they are cleaned
5 洗膜后經濟效益分析
利用直流電單耗計算公式,可以直接計算出每次洗膜后每生產1 t燒堿(折100%)直流電單耗下降值。
直流電單耗計算公式:
W=U×1 000÷1.492÷η[4],
式中:W為直流電,kW·h/t;U為槽電壓,V;η為電流效率,%。
此外,電流效率按94%、電費按照0.5元/(kW·h)計算,單期電解槽每月生產8 000 t(折100%)燒堿計算。
第1次洗膜后相關計算數據如下。
第1期電解槽平均下降70.25 mV,則每月增加利潤:
70.25÷1.492÷94%×0.5×8 000≈
200 000(元)。
第2期電解槽平均下降35.7 mV,則每月增加利潤:
35.7÷1.492÷94%×0.5×8 000≈
101 600(元)。
即第1次洗槽后每月增加的利潤約為:
200 000+101 600=301 600(元)。
第2次洗膜后相關計算數據如下。
第1期電解槽平均下降89.25 mV,則每月增加利潤:
89.25÷1.492÷94%×0.5×8 000=
254 549(元)。
第2期電解槽平均下降38 mV,則每月增加利潤:
38÷1.492÷94%×0.5×8 000=
108 379(元)。
即第2次洗膜后每月增加利潤約:
254 549+108 379=362 928(元)。
從以上數據可以看出:每次洗槽后電壓下降創造的利潤是非常可觀的。
6 結語
山東新龍按該洗膜方法經過多次洗槽,到目前為止,各電解槽運行比較穩定,沒有表現出不良狀況。同時因各單位電解槽運行狀況不同,洗槽時應從電解槽自身及實際運行情況出發,通過實踐摸索出適合自己企業的洗槽方法,選擇合適的洗槽時機、頻率以及時間,可有效降低電解槽直流電單耗,從而得到更好的經濟效益。
[1] 程殿彬,陳伯森,施孝奎.離子膜法制堿生產技術[M].北京:化學工業出版社,1998:97.
[2] 劉立初.鹽水中的雜質對離子膜的影響[J].氯堿工業,2007(7):12-15.
[3] 張國華.最新離子膜燒堿工藝技術疑難解答與職工職業操作[J].企業安全生產,2010(5):54.
[4] 程殿彬,陳伯森,施孝奎,等. 離子膜法制堿生產技術[M].北京:化學工業出版社,2010:38.
[編輯:蔡春艷]
Analysisofmembranecleaninginion-exchangemembraneelectrolyzers
ZHANGYongguo,ZHENGDexing,WANGWenfeng
( Shandong Xinlong Group Co.,Ltd.,Shouguang 262700,China)
ion-exchange membrane;electrolyzer;ion-exchange membrane cleaning;electrolyzer voltage
Membrane cleaning was performed on electrolyzers with high voltage. The cleaning effectively removed impurities deposited on the ion-exchange membrane and on the surface of electrode net,decreasing the voltage of the electrolyzers to different extent. The monthly profit increase resulted from the cleaning was calculated to be 301 600 Yuan for the first cleaning,and 362 928 Yuan for the second cleaning. The membrane cleaning method was introduced.
TQ114.262
B
1008-133X(2017)07-0005-05
*
張永國(1980—),男,助理工程師,現任山東新龍集團氯堿公司堿車間主任,一直從事隔膜法及離子膜法燒堿的生產與管理。
2017-01-11
