裝配式建筑構件在紹興永和高級中學新建工程中的應用
2017-11-03 07:43:10黃振興王寅邢國然吉紅波
商品混凝土 2017年10期
黃振興,王寅,邢國然,吉紅波
(1. 浙江新邦遠大綠色建筑產業有限公司,浙江溫州325000;2. 浙江中成建工集團有限公司,江蘇宜興312000)
裝配式建筑構件在紹興永和高級中學新建工程中的應用
黃振興1,王寅2,邢國然2,吉紅波2
(1. 浙江新邦遠大綠色建筑產業有限公司,浙江溫州325000;2. 浙江中成建工集團有限公司,江蘇宜興312000)
本文根據裝配式建筑構件在紹興永和高級中學新建工程中的應用這個實際案例,從裝配式建筑的生產到現場裝配全流程角度,詳細講解了資材部門與施工單位施工進度的對接、原材料的準備和檢驗;生產部門的生產計劃和生產過程質量控制;試驗室、品管部門的質量監控;物流部門 PC 構件的安全運輸;PC 構件現場的裝配。
構件;計劃;生產過程質量控制;質量監控;裝配
1 工程概況
紹興永和高級中學新建工程總共有3個單體,層數分別是3層、5層和5層;總建筑面積14262m2;結構設計的結構類型為工業化裝配式結構,裝配式結構部件是疊合樓板和樓梯,裝配率25%;首次裝配式構件(以下簡稱 PC 構件),供貨時間為2017年 7月15日,每層裝配式構件有167塊疊合樓板、12 個樓梯,每10 天裝配好一層,計劃 8 月24日裝配式構件全部在施工現場吊裝完畢。
2 PC 構件的生產過程控制與質量控制
構件生產廠家及施工單位均非常重視,研討如何保質、保量、按期完成該工程的 PC 構件生產、供應任務、裝配安裝。構件生產廠家浙江新邦遠大住宅工業發展有限公司制定了詳細的原材料采購計劃和生產計劃,采取了可靠的質量保證措施、嚴格的生產質量過程控制措施和精細的品質管理和監控措施。具體過程控制和質量控制如下:
2.1 資材部
(1)資材部首先與施工單位進行了充分溝通和對接,雙方確定首次供貨時間為2017年 7月15日,每層裝配式構件有167塊疊合樓板、12 個樓梯,每10 天裝配好一層,計劃 8 月24日裝配式構件全部在施工現場吊裝完畢。
(2)資材部根據供貨計劃以及設計圖紙,制訂工廠的原材料采購計劃。
(3)資材部下屬的采購部門根據采購計劃,確定原材料合格供應商,并會同試驗室及第三方檢測機構,檢測所需采購的原材料,合格后方可進入工廠、方可用于生產;并在生產前完成原材料及輔料的備料工作。
(4)資材部根據供貨計劃制定出詳細的生產計劃,從2017年 7月1日起每天生產20 塊疊合樓板、每兩天生產3部樓梯。要求混凝土12小時強度達到15MPa 的拆模、起吊強度。
(5)資材部根據生產計劃制定出模具方案,樓板模具制作20 套,樓梯模具制作3套。
(6)資材部按照每日生產計劃,及時將生產用原材料、輔料及生產工具發放到生產一線,保證生產能順暢進行;并及時統計每日原材料、輔料的消耗及庫存,及時補充采購,保證庫存充足,不影響生產。
(7)資材部建立 PC 產品成品臺賬,每日統計 PC產品的生產數量,評估是否按計劃生產。如果實際生產量與計劃量出現偏差,尤其是生產部門不能按計劃完成生產任務時,及時向上級領導反應,采取切實可行的糾正措施來保證生產部門按計劃完成生產任務。
(8)資材部與施工單位密切溝通,根據施工單位施工現場 PC 構件的吊裝和裝配計劃,反推好 PC 構件到施工現場的堆碼計劃,再反推出 PC 構件裝車計劃,再反推出工廠產品的堆碼計劃,這樣才保證了 PC 構件有條不紊、準確高效的供應施工單位,便于施工單位準確無誤、高效的將 PC 構件裝配到位。
2.2 試驗室
(1)試驗室根據設計要求和資材部原材料采購計劃,配合資材部門做好合格供應商篩選和評審,并將主要原材料送有資質的第三方檢測機構檢測,合格后才能進廠,才能用于 PC 構件的生產。
(2)試驗室根據設計要求設計好混凝土配合比,通過試拌調整好混凝土工作性,優選出24小時抗壓強度能夠達到15MPa 以上的混凝土配合比,并送有資質的第三方檢測機構復試,各項性能、強度都滿足生產和設計要求后,方可投入使用。
(3)每天接到資材部門下達的生產任務單后,在生產前測準砂、碎石含水,并根據原材料情況微調好當天混凝土生產配合比。
(4)由攪拌機操作員輸入混凝土配合比和含水率,試驗室質控員復核無誤后,方可生產。
(5)每天第一盤混凝土要做開盤檢定,測試混凝土坍落度、和易性、流動性等技術指標,并及時做微調滿足生產要求,確保混凝土質量。
(6)在生產線上從布料機里隨機抽取混凝土,做抗壓強度試塊,各留置1組24小時、36小時試塊做拆模強度檢驗,留置1組5天同條件試塊做出廠強度檢驗,留置1組標養強度試塊,做28 天強度檢驗,作為交工資料。
(7)留置好原材料供應商資料、每天生產時混凝土配合比、原材料檢驗報告、混凝土工作性能檢查臺賬、混凝土試塊制作臺賬、每天生產的混凝土強度臺賬、計量儀器檢定報告等質量記錄。
2.3 生產部門
(1)生產部按照資材部下達的生產計劃,制定詳細的生產方案,在生產前提前做好物料和人員的準備。
(2)混凝土生產和澆搗是生產的一個關鍵工序,這個工序做的好壞直接影響到 PC 構件質量,為此,我公司制訂了以下嚴格操作步驟:
1)混凝土生產前,將清洗運料小車、布料機的水放干凈;先空轉平皮帶、斜皮帶,將砂倉中漏到皮帶上的水倒到攪拌機中,放掉。
2)生產前試驗室測準砂含水率,調整好生產配合比。
3)生產混凝土時要先比混凝土生產配合比少用10kg 左右水(減水時,必須加同等重量的砂),防止砂倉底部砂含水率高于實測值。
4)實際生產時通過攪拌機觀察孔,觀察混凝土狀態,并及時調整。
5)混凝土坍落度不要過大,樓板應該控制在160~180mm,樓梯應該控制在130~150mm;和易性要好,不得泌水跑漿,避免浮漿過多和收縮過大產生裂縫。
6)澆筑時應該連續澆筑,不得產生冷縫,避免交界處混凝土凝結時間不一致而產生裂縫。
7)按照需要澆筑的混凝土數量控制好混凝土澆筑速度,要保證在混凝土初凝前完成澆筑,避免已凝固、但還沒有強度的混凝土受到擾動而產生裂縫。
8)要均勻布料,不在同一處連續布料,也不要振動逼漿布料,更不能過振,以免混凝土表面及與模板接觸處浮漿過多而產生裂縫。
9)振動器插點要均勻排列,可采用“行列式”的次序移動,不應混用,以免造成混亂而發生漏振。每次移動位置的距離應不大于振動棒作用半徑 R 的1.5倍(50cm)。一般振搗棒的作用半徑為30~40cm。
10)振動器使用時,振搗器距離模板不應小于振搗器作用半徑的 0.5倍(20cm),且不宜緊靠模板振動,應盡量避免碰撞鋼筋、芯管、吊環、預埋件等。
11)每一插點振搗時間以20~30 秒為宜,一般以混凝土表面呈水平并出現均勻的水泥漿和不再冒氣泡為止,不顯著下沉,表示已振實,即可停止振搗。
12)混凝土澆筑到標高、刮平時,要刮除浮漿,避免浮漿過多導致混凝土表層收縮過大而產生裂縫。
13)抹面時要掌握好抹面時機,一定要在混凝土初凝時(人站在混凝土上沒有明顯腳印時抹面(目前環境溫度白天36度、夜間26度時混凝土初凝時間大約 4小時),過早抹面,混凝土在初凝時還會產生收縮裂縫,所以過早抹面是無效的,無法消除混凝土凝固時產生的收縮裂縫;過晚抹面,混凝土過了初凝就抹不動了,裂縫已經形成,無法消除。抹面必須兩次,先抹平,初凝時再用人工二次抹面,徹底消除混凝土凝固時產生的收縮裂縫。需要二次抹面的構件一般有樓梯、內墻、外墻外側面等;疊合樓板等需要拉毛的混凝土面不需要抹面,拉毛后立即覆蓋塑料薄膜養護。
(3)混凝土澆注后,如氣候炎熱、空氣干燥,不及時進行養護,混凝土中混凝土養護水分會蒸發過快,形成脫水現象,會使已形成凝膠體的水泥顆粒不能充分水化,不能轉化為穩定的結晶,缺乏足夠的粘結力,從而會在混凝土表面出現片狀或粉狀脫落。此外,在混凝土尚未具備足夠的強度時,水分過早的蒸發還會產生較大的收縮變形,出現干縮裂紋。所以混凝土澆筑后初期階段的養護非常重要,是 PC 構件生產的又一個關鍵工序,這個工序做的好壞也直接影響到 PC 構件質量;為此,我公司在這個關鍵工序也制定了如下嚴格操作步驟:
1)拉毛后或抹完面后立即覆蓋塑料薄膜,保濕養護。
2)早強型混凝土灑水養護時間目前氣溫條件下為澆筑后3小時左右。
3)混凝土得到很好養護的檢驗標準是混凝土表面處于濕潤狀態。(深灰色,不能是灰白色,灰白色表明混凝土已經缺水)。這樣規定,便于一線員工和品管準確判斷混凝土的養護情況。
4)覆蓋好塑料薄膜后,建在混凝土初凝后 (目前氣溫澆筑后3小時),立即在混凝土噴水養護,使混凝土表面保持濕潤。混凝土的養護時間要嚴格按國家規范要求保濕、保溫養護7天。
5)混凝土進養護窯后,養護窯里的濕度控制在85%以上。
6)混凝土拆模后、出廠前在工廠成品區堆放的時候,采取了有效的抗寒、抗劇烈干燥等措施,繼續保濕養護到7天齡期;使用噴霧養護,使混凝土表面處于濕潤狀態后,用塑料薄膜覆蓋,再加蓋澆濕的工業毛毯保濕養護,避免溫差裂縫和干縮裂縫的產生。
(4)混凝土拆模后發現有蜂窩、孔洞、裂縫、表面氣泡過多、外表起皮、表面因浮漿過多出現疏松等外觀質量問題及時修復。
(5)首件產品應該會同甲方、設計單位、施工單位、監理單位、第三方檢測機構和我公司一起做首件產品質量驗證,主要驗證強度、鋼筋保護層厚度、尺寸偏差、外觀質量,全部符合規范要求,各方簽字確認后,才進行大批量生產。
(6)每類產品每年都必須做一次型式檢驗,合格后產品才能交付市場。
2.4 品管部
(1)對進廠的模具嚴格檢驗,主要檢查尺寸是否符合要求?是否拆裝方便、是否能滿足 PC 構件質量要求、生產工藝和周轉次數要求?模具與鋼臺車之間的定位銷、螺栓固定方式是否可靠?等。經檢查完全符合要求后,才允許用于生產。
(2)品管部嚴格檢查主要原材料供應商資質、質量證明文件是否齊全?是否經第三方檢測機構檢驗合格,確認原材料全部合格后,方可允許投入生產。
(3)品管部在 PC 構件生產前、混凝土澆筑前,做好隱蔽工程檢查和驗收。主要有以下內容:鋼筋的牌號、規格、數量、位置、間距、箍筋彎鉤的彎折角度及平直度;鋼筋的連接方式、接頭位置、接頭數量等;預埋件、預埋管線的規格、數量位置等,完全符合設計要求才同意生產;同時做好隱蔽工程檢查和驗收的質量記錄和影像記錄,并交一份給試驗室,以便試驗室做交貨資料。
(4)品管部全程監督生產過程中澆搗和養護,確保按照公司在這兩個關鍵工序制定的操作規程生產、澆筑和養護。
(5)品管部要根據同條件試件強度,PC 構件外觀質量、尺寸偏差、鋼筋保護層厚度等質量指標,來決定PC 構件是否合格,完全合格后才可以進入成品區。
(6)PC 構件出廠前品管部要做出廠檢驗,合格后方可出廠。
3 物流部門 PC 構件的安全運輸
(1)物流部門與工廠確定的 PC 構件運輸單位充分溝通,制定好 PC 構件詳細的運輸計劃。
(2)物流部門首先和 PC 構件運輸單位一同考察PC 工廠到施工現場的運輸路線,選擇適合 PC 構件運輸的路線,以無紅綠燈、路面平坦高速公路為優選;并與施工單位溝通好 PC 構件運輸車輛在工地的停放位置,以便于施工單位卸車和吊裝。
(3)物流部門要提前與運輸途中涉及的交通管理部門提前溝通,以保障 PC 構件的運輸通暢。
(4)物流部門按照資材部門制定的裝車計劃,準確無誤的按裝車計劃裝車,并按施工單位的吊裝速度確定發車間隔時間,既不耽誤施工單位吊裝,也不在施工現場壓車,避免造成不必要的浪費。
(5)裝車時設置柔性墊片,防止 PC 構件邊、角、鏈索接觸處混凝土受損;裝車后要用鏈索牢固的固定好PC構件;或采取其它相應措施固定好 PC 構件。
(6)現場存放 PC 構件時,嚴格按照資材部與施工單位制定的 PC 構件現場堆碼計劃準確堆放,產品標示清楚、明確,以便于施工單位準確、高效的吊裝。
4 PC 構件現場的裝配
4.1 疊合板的安裝
(1)施工工藝流程
疊合板安裝準備→測量放線→安裝支模架→打設發泡劑→疊合板吊裝 →疊合板校正→水電管線敷設→疊合層鋼筋綁扎→疊合層混凝土澆筑
(2)因疊合板在支座上擱置長度較小(或板未進支座),同時防止施工人員高處墜樓,現場搭設整體支模架。安裝疊合板前應認真檢查支撐系統、梁的標高軸線以及支模架模板的頂面標高,并及時校正(見圖1)。

圖1 現場搭設整體支模架
(3)疊合板吊裝就位:若疊合板有預留孔洞時,吊裝前先查清其位置,明確板的就讓方向。同時檢查、排除鋼筋等就位的障礙。吊裝時應按預留吊環位置,采取八個吊環同步起吊的方式。就但時,應使疊合板對準所劃定的疊合板位置線,按設計支座擱置長度慢降到位,穩定落實。
(4)調整疊合板支座處的擱置長度:用撬棍按圖紙要求的支座處的擱置長度15mm,輕輕調整。必要時要借助塔吊吊車繃緊鉤繩(但板不離支座),輔以人工用撬棍共同調整擱置長度(圖2)。
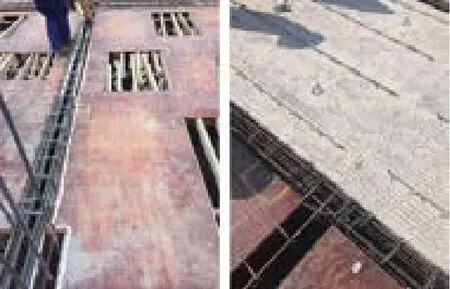
圖2 調整支座處的擱置長度
(5)質量標準
構件吊運時混凝土強度必須符合設計要求和施工規范的規定。檢查方法:檢查構件出廠證明和同條件養護試塊的試驗報告。
疊合板的型號、位置、支點錨固必須符合設計要求,以無變形損壞現象檢查方法:觀察或尺量檢查和檢查吊裝記錄。
疊合板的標高、坐漿、板縫寬度,應符合設計要求和施工規范的規定。檢查方法:觀察、足量檢查(圖3)。
4.2 預制樓梯的安裝
4.2.1 吊裝前準備要點
樓梯構件吊裝前必須整理吊具,并根據構件不同形式和大小安裝好吊具,這樣既節省吊裝時間又可保證吊裝質量和安全。
樓梯構件進場后根據構件強度等級和吊裝計劃的吊裝序號在構件上標出序號,并在圖紙上標出序號位置,這樣可直觀表示出構件位置,便于吊裝工和指揮操作,減少誤吊幾率。
吊裝前必須在相關樓梯構件上將各個截面的控制線提前放好,可節省吊裝、調整時間并利于質量控制。
樓梯構件吊裝前下部支撐體系必須完成,吊裝前必須測量并修正柱頂標高,確保與梁底標高一致,便于樓梯就位。

圖3
4.2.2 樓梯構建吊裝要點(圖 4)
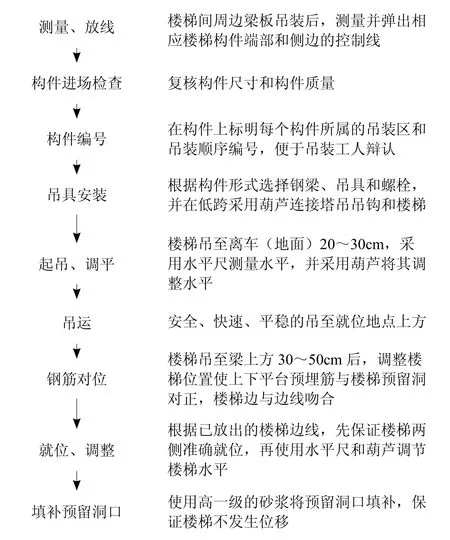
圖 4 吊裝要點
4.2.3 吊裝過程(圖5)
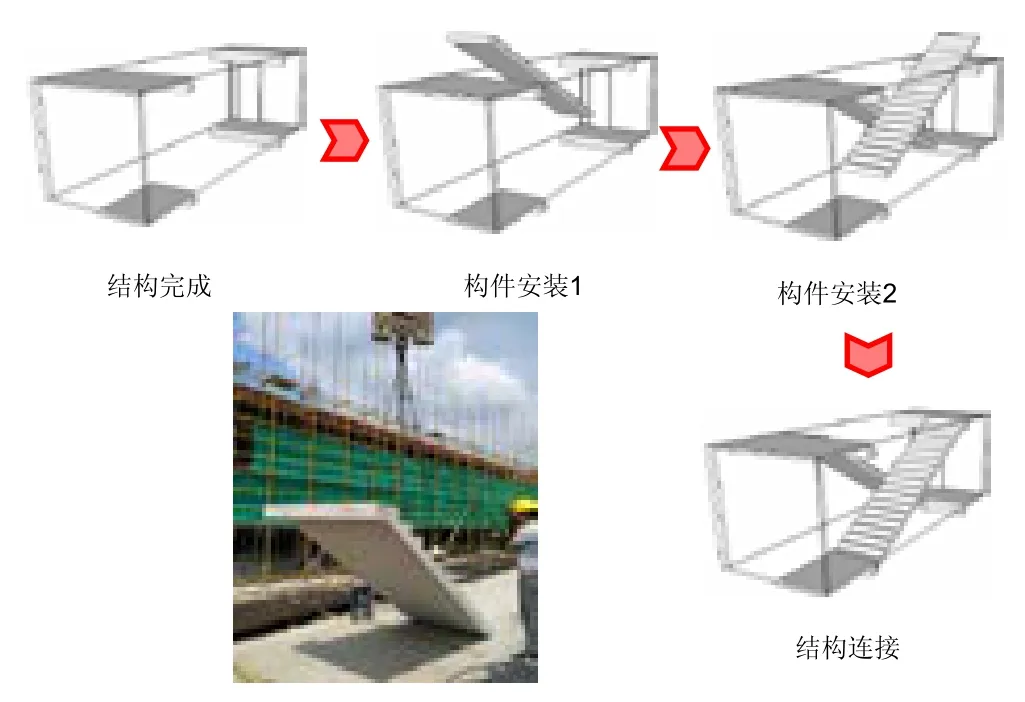
圖5 吊裝過程圖
4.2.4 施工安裝及后期處理
安裝流程:樓梯構件檢查→起吊→就位→精度調整→吊具拆除。
圖6為預制樓梯平面及剖面示意圖。

圖6 預制樓梯平面及剖面圖
使用吊梁、吊葫蘆,盡量保證吊點垂直受力,L型梯梁與梯板的銷鍵預留洞對齊,用鋼筋作為插銷固定、灌漿處理。結合部位達到受力要求前樓梯禁止使用。
4.2.5 吊裝質量管理
吊裝質量的的控制是裝配整體式結構工程的重點環節,也是核心內容,主要控制重點在施工測量的精度上。為達到構件整體拼裝的嚴密性,避免因累計誤差超過允許偏差值而使后續構件無法正常吊裝就位等問題的出現,吊裝前須對所有吊裝控制線進行認真的復檢。
吊裝前根據吊裝順序檢查構件順序是否對應,吊裝標識是否正確。樓梯構件的吊裝標高控制不得大于5mm,定位控制不大于 8mm。
4.2.6 應注意的質量問題
樓梯段支承不良:主要原因是支座處接觸不實或搭接長度不夠。安裝時要校對標高,安裝樓梯段時除校對標高外,還應校對樓梯段斜向長度。
樓梯段干擺:主要原因是操作不當,安裝找正后未及時灌縫。
休息板面與踏步板面接茬高低不符合要求:主要原因是抄平放線不準,安裝標高不符合設計要求。安裝休息板應注意標高及水平位置線的準確性。
樓梯段左右反向:安裝時應注意扶手欄桿預埋件的位置。
5 結語
紹興永和高級中學新建工程作是新邦遠大住宅工業發展有限公司的首個項目,而且工期非常緊。接到訂單后,公司十分重視,數次召開中層以上管理人員會議,制定了詳細的原材料購置計劃、原材料檢驗計劃、周密的生產計劃和生產質量過程控制方案,保質保量的完成了 PC 構件的生產和供應任務
該項目,也是浙江中成建工集團有限公司首個 EPC兼預制裝配式項目,PC 構件供應任務重、工期緊,裝配施工實操經驗欠缺,通過以該項目為載體的實踐施工中總結了諸多經驗并優化了預制板和樓梯的裝配工藝,為今后裝配式建筑的施工留下了寶貴的實踐經驗,也獲得了較大的社會效益和經濟效益。
The application of prefabricated building components in the new project of Shaoxing Yonghe Senior High School
Huang Zhenxing1, Wang Yin2, Xing Guoran2, Ji Hongbo2
(1. Zhejiang Xinbang Yuanda Housing Industry Development Co., Ltd., Wenzhou325000;2. Zhejiang Zhongcheng Construction Co., Ltd., Yixing312000)
According to the prefabricated building component in Shaoxing Yonghe senior middle school new application of the actual case, from prefabricated construction production to the assembly process, explain in detail the docking materials sector and the construction unit construction schedule, prepare the raw materials and inspection; production plan and production process quality control of production department laboratory; quality control QA Department; safe transport logistics department PC component; PC component assembly site.
component; plan; production process quality control; quality monitoring; fabricate
黃振興(1964—),男,研究生,總工程師,從事混凝土行業28 年,參加過高鐵、地鐵、幾十座大型橋梁高強度、高性能混凝土的生產和供應,在國家級混凝土專業期刊發表論文20 多篇。
[通訊地址]浙江省溫州市鹿城輕工業園區盛昌路1號浙江新邦遠大住宅工業發展有限公司(325000)
猜你喜歡
現代裝飾(2022年5期)2022-10-13 08:48:04
建材發展導向(2022年10期)2022-07-28 03:04:00
建材發展導向(2021年7期)2021-07-16 07:08:04
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
水利規劃與設計(2020年1期)2020-05-25 08:01:30
中國化肥信息(2020年7期)2020-03-19 01:54:02
小哥白尼(趣味科學)(2019年3期)2019-06-17 11:57:44
中國軍轉民(2017年6期)2018-01-31 02:22:28
鐵道科學與工程學報(2015年4期)2015-12-24 12:11:01
汽車零部件(2014年11期)2014-09-18 11:57:16