薄壁艙體套接式鉆模的設計與應用
2017-11-04 02:23:42王喆
中國設備工程 2017年20期
關(guān)鍵詞:設計
王喆
(貴州航天風華精密設備有限公司,貴州 貴陽 550009)
薄壁艙體套接式鉆模的設計與應用
王喆
(貴州航天風華精密設備有限公司,貴州 貴陽 550009)
本文針對某設備艙殼體的壁厚薄,易變形,對接孔精度要求高,艙體對接采用套接等結(jié)構(gòu)特點,深入工藝分析,設計出符合零件特性、滿足裝配要求的套接式鉆模。通過鉆模的準確定位和裝夾的可靠性,保證了對接孔的精度要求,尺寸的穩(wěn)定性和一致性,并提高了加工效率。
薄壁艙體;對接孔;套接式鉆模
該殼體是某型號導彈的部件,在裝配中連接雷達艙殼體和遙測艙殼體,連接的方式與我公司常規(guī)型號艙體對接采用端框螺栓連接不同,采用的是套接的方式。在零件的首批加工中,用臥加鉆底孔,鉗工再鉸孔的工藝方式,因子數(shù)銑鉆底孔,邊距難以保證,尺寸不穩(wěn)定,導致鉗工鉸孔后孔邊距不同程度超差。為了保證對接孔的加工精度,尺寸的一致性,滿足裝配中高精度的定位要求,本文分析零件的結(jié)構(gòu)特點和艙體裝配方式,設計出滿足要求的套接式鉆模,通過鉆模的準確的定位和裝夾的可靠性,保證了對接孔的精度要求,有利于質(zhì)量的穩(wěn)定,并提高了生產(chǎn)效率。
1 艙體結(jié)構(gòu)簡介
零件圖如圖1所示。

圖1 艙體結(jié)構(gòu)圖
零件特點分析。
(1)該零件是一個薄壁的多腔、無端框、剛性差的殼體,殼體材料為ZL114A。
(3)殼體變形比較大,孔距公差±3′難以保證,從艙體裝配時是前后兩艙體相互撐圓這一理念出發(fā),利用艙體內(nèi)孔公差比較緊,設計一脹胎將艙體撐圓,滿足孔的位置精度和圓周方向孔距一致。
(4)孔的精度和位置尺寸很難保證,同時變形大,不易裝夾,對鉆模的要求很高。
2 鉆模的設計及工藝分析
(1)殼體變形大,為了滿足孔與孔之間角度公差,設計一脹胎將內(nèi)孔撐圓。① 殼體內(nèi)孔尺寸為φ,為了撐圓的圓度滿足要求,脹胎和內(nèi)孔配合采用小間隙配合,選用公差配合為H8/f6,最大間隙為0.2,最小的間隙為0.06。殼體的兩端端框厚度為40,為了使配合面足夠大,脹胎長度設計為35。這樣很好地滿足了鉆孔的基本條件,又便于裝卸方便。②鉆孔過程是從外向內(nèi)打,為了排屑順暢和鉆頭穿透,加工一圈φ12的排屑孔。
(3)鉆孔時工裝中心需與殼體中心同心,需要脹胎與工裝底板同心,工裝上車內(nèi)孔φ,保證配合要求,同時用4顆M10螺釘固定,限制了鉆模的周向移動,起到了固定作用,限制了3個自由度。
(4)為了限制圓周方向的自由度和圓周方向定位準確,利用艙體軸在線的前后均有的U型缺口定位,該U型缺口為彈體對接定位基準,用插銷精密定位,保證鉆模孔基準方向與艙體基準方向一致。
(5)為了驗證裝夾的可靠性,保證加工基準和設計基準統(tǒng)一,在圓周方向開5個30×12窺視孔,確保鉆模基準面和殼體的端面完全貼緊,實際加工中通過窺視孔用塞尺檢測兩面的間隙在0.03mm以內(nèi),然后開始加工。
(6)鉆模配備常規(guī)的鉆、鉸套,為防止鉆頭在加工過程中產(chǎn)生偏移,保證孔中心位置,加長了整個鉆、鉸套的長度,長度L=30mm。
(7)零件與鉆模相應尺寸對照表(表1)。
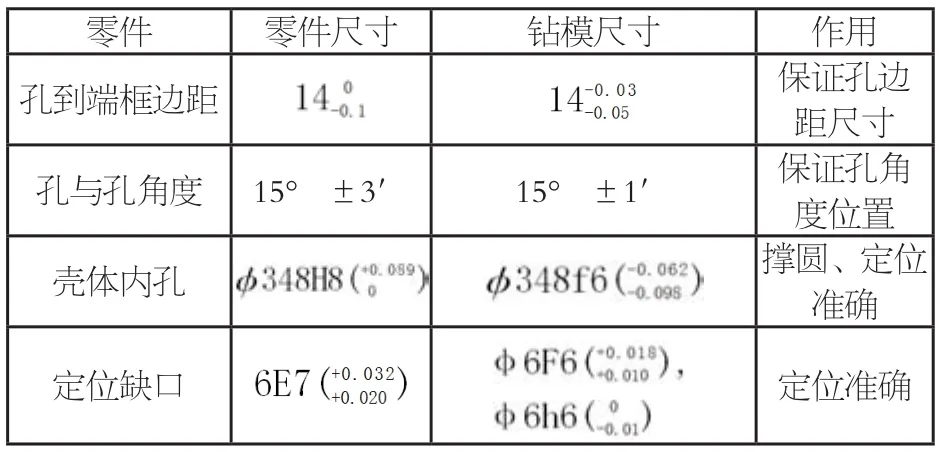
表1 零件與鉆模相應尺寸表
(8)通過上述分析,設計出該殼體專用的套接式鉆模,示意圖如圖2。
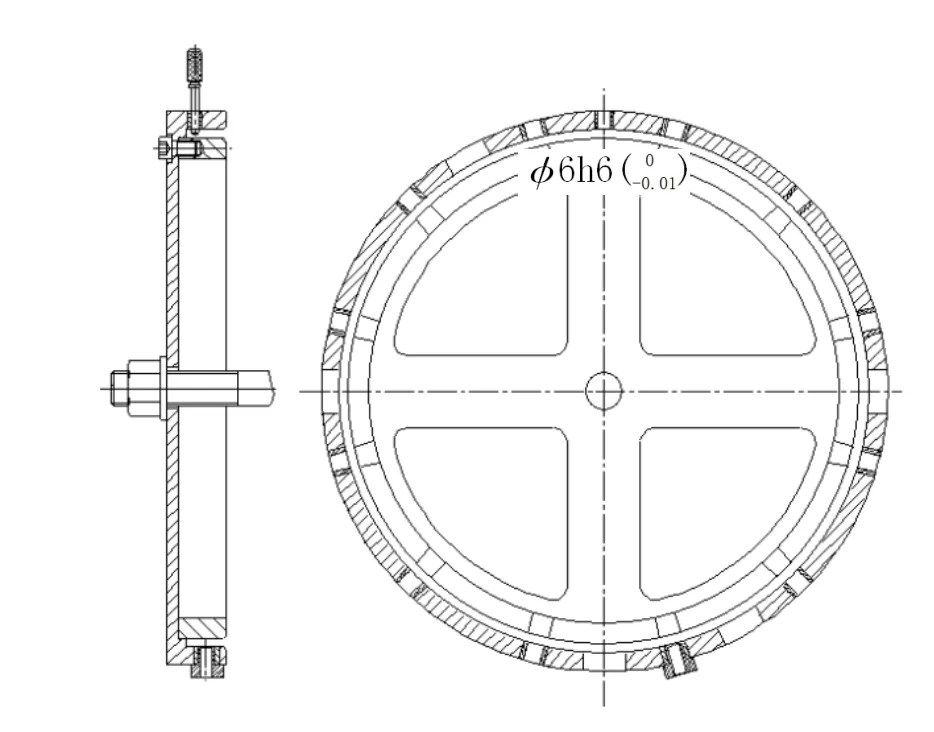
圖2 套接式鉆模示意圖
(9)鉆模的夾緊裝置。孔邊距要求高,端面跳動比較大,需要端面和鉆模基準面貼合非常緊,為了避免兩次裝夾,縮短了安裝時間,提高生產(chǎn)效率,設計出了前后兩端鉆模同時裝夾,一次鉆完前后兩端孔的夾緊裝置。該夾緊裝置本著操作方便,夾緊牢靠的原則設計,兩鉆模板通過一根M24的螺桿連接,兩端用M24的螺栓固定,有效限制了鉆模在加工中軸向方向的移動。
3 鉆模的應用
(1)加工工藝流程分析。該零件的加工過程為:鉆孔→鉸孔。先鉆φ7.8的底孔,再用φ8H9的鉸刀鉸到孔的加工要求,流程不復雜,關(guān)鍵是鉆、鉸孔過程控制鉆、鉸孔的切削力。
(2)前期的加工中,將艙體置于托架上,先用手槍鉆底孔,再鉸孔,操作強度大,為了減輕加工強度,提高勞動生產(chǎn)效率,在鉆床Z35 50平臺上放置兩個V型塊與平臺平行,殼體裝夾好后置于V型塊上,邊旋轉(zhuǎn)邊鉆孔,即保證了孔的向心又提高了效率。
(3)鉆模在加工幾個批次殼體中保證了加工精度要求,質(zhì)量穩(wěn)定,加工數(shù)量從一個班次加工10個,提高到20個,減輕了工人操作的強度,有效地提高了生產(chǎn)率。
4 結(jié)語
此鉆模的應用,成功地解決了某殼體的易變形、對接孔精度要求高的加工難點。整個鉆模結(jié)構(gòu)緊湊,操作方便,加工質(zhì)量穩(wěn)定,有效提高了生產(chǎn)率。作為一種鉆模加工,對于同類型的殼體對接孔和變形零件孔加工具有推廣應用價值。

[1] 孟少農(nóng).機械加工工藝手冊[M].機械工業(yè)出版社, 1998.
[2] 劉文劍.夾具工程師手冊[M].黑龍江科學技術(shù)出版社,1987.
[3] 王啟平.機床夾具設計[M]. 哈爾濱工藝大學出版社,2005.
V261
A
1671-0711(2017)10(下)-0205-02
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04