高精度柱面鏡加工技術研究
2017-11-29 03:03:54張馨心賈宗合付秀華
長春理工大學學報(自然科學版) 2017年5期
張馨心,賈宗合,付秀華
(長春理工大學 光電工程學院,長春 130022)
高精度柱面鏡加工技術研究
張馨心,賈宗合,付秀華
(長春理工大學 光電工程學院,長春 130022)
光學柱面鏡在強激光系統和同步輻射光束中有著廣泛的應用,對柱面鏡的精度要求也越來越高。采用傳統光學表面成型技術與數控加工設備相結合的工藝方法對柱面鏡進行加工。根據精磨時工件表面粗糙度與材料去除率隨研磨時間的變化規律,確定了最佳的研磨時間,并通過對研磨液在不同濃度、溫度時材料去除率的研究,優化了拋光的工藝參數。通過反復的加工和檢測分析,得到滿足光學系統要求的柱面鏡,經過輪廓儀檢測,柱面透鏡能夠達到PV≤0.1358μm。
柱面透鏡;面形精度;柱面研磨;母線
光學元件的用途在不斷拓展,普通的球面和平面鏡不能滿足光學成像的需求,柱面鏡作為非球面透鏡中的特例,其與子午、弧矢截面的交線分別為兩圓弧的交線與兩平行的直線,兩截面成像性質若分別用球面系統來描述,則一個截面有光焦度,而另一截面是無光焦度的,因此具有特殊光學性能的柱面元件與球面元件相比有著無可比擬的優勢,更多的應用在軍用及民用的領域中。因此,近年來柱面元件的加工制造技術也受到了越來越多的關注。
本文針對柱面鏡工藝復雜、高精度難加工、檢測難度大等特點,采用傳統加工方法與數控多軸機床加工相結合的方法,通過先進的光學檢測設備進行檢測,從而獲得高精度的柱面鏡。
1 柱面鏡的技術參數與實驗設備
1.1 柱面鏡的技術參數
柱面鏡的技術參數如表1所示。
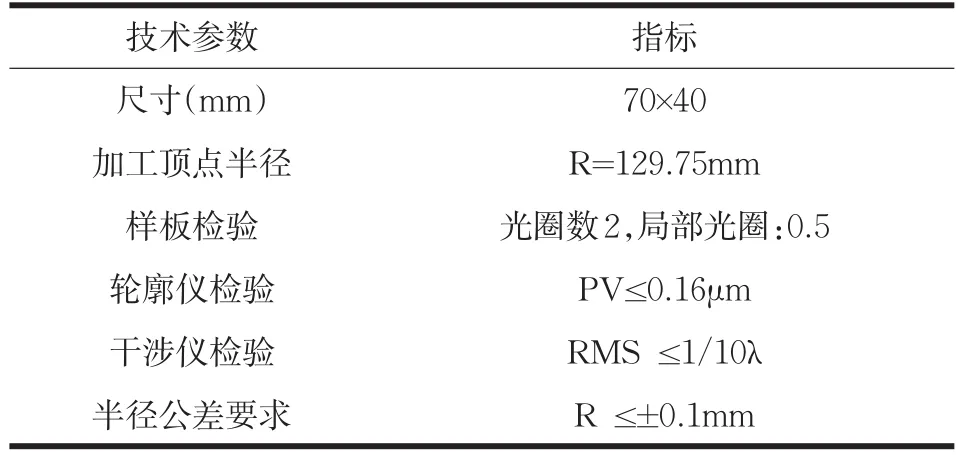
表1 柱面鏡的技術參數
1.2 柱面鏡加工原理
光學元件從毛坯到透明的光學表面,需要經過三大基本工序[1]:粗磨、精磨和拋光。在加工過程中需要對各步驟進行嚴格的控制,才能保證工件達到面型高精度的要求。
柱面鏡的加工受到多個因素的影響,在加工的過程中,工件在單位時間內的去除量可以用Preston方程[1]描述,即加工時材料的去除量與該接觸點的壓強、相對線速度以及停留時間成正比:

式中,Δz為工件去除量;v為磨粒與工件的相對速度;p為磨粒與工件的相對壓力;k為Preston常數。
在Preston方程中,將磨料本身的特性、工件本身的特性、磨料與工件發生作用時的因數等歸為常數k,主要包含以下因素:
(1)在加工過程中的磨料與工件的相互作用。當把被加工區域近似縮小到一點時,可以認為磨粒與工件的作用參數是常數。其中磨粒與工件撞擊時的角度對加工效果影響最大,當磨粒與加工表面垂直或水平撞擊時,加工效果最差。因此,Preston系數K1可以表示為:
式中,f(θ)是磨粒與工件碰撞角度θ的函數。依據上文分析,可以將f(θ)簡化為常數,即:
(2)磨粒與工件的特性,包括磨料顆粒的大小和硬度以及被加工工件的硬度等。當磨料顆粒的硬度遠大于被加工工件的硬度時,工件表面為軟性表面,此時的磨削效果好;而當被加工工件的硬度大于磨料顆粒硬度時,磨削效果差[2-4]。引入硬度比Ka,Ka為磨粒硬度Hf與被加工工件硬度Hp的比值,即
2 柱面鏡加工工藝的研究
2.1 柱面鏡的粗磨
粗磨是將毛坯加工成具有一定幾何形狀、尺寸精度和表面粗糙度的工序[5]。目前常用的粗磨方法分為傳統的手工操作和金剛石磨具的銑削加工,金剛石磨具的銑削工藝雖然機械化程度高,但在加工過程中無法達到傳統的手工操作對柱面鏡的精度控制,傳統工藝技術成熟,可以更好的控制柱面偏心誤差、柱面曲率半徑和表面粗糙度[6],故本文選用傳統工藝對柱面鏡進行粗磨。
采用DIFFSYS Version軟件進行模擬仿真,得到柱面鏡加工的起始數據,通過粗磨后柱面面型整體呈現中心高,邊緣低的倒V字形,與理想形狀一致,研磨后的實際精度為9.23μm,滿足要求,如圖1所示。
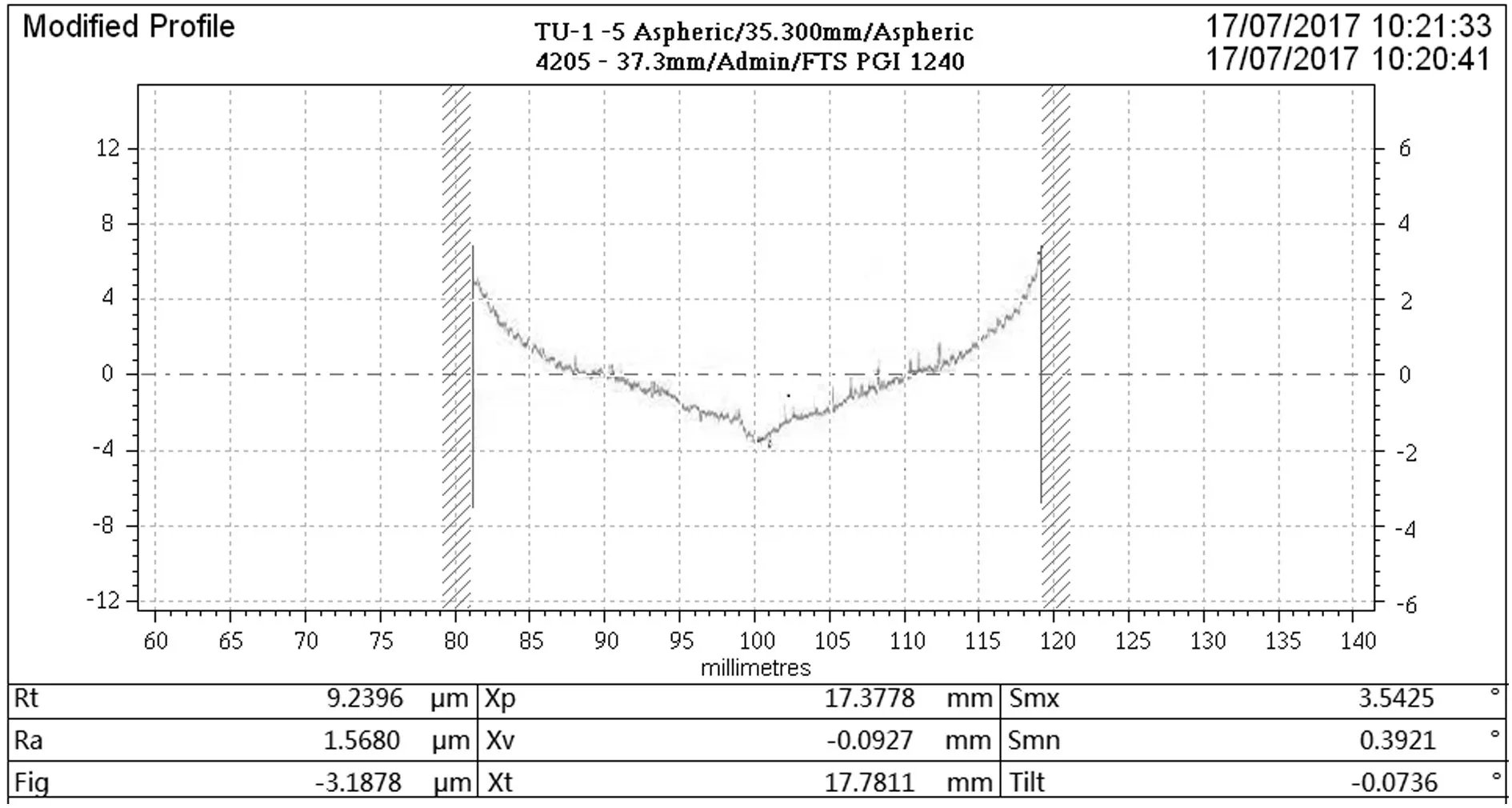
圖1 粗磨后面形圖
2.2 柱面鏡的精磨
精磨是為了保證柱面鏡在拋光前的面型精度、尺寸精度和表面粗糙度[5],因此精磨對拋光的影響是非常重要的。
本文選擇ASM100CNC數控銑磨機對工件進行精磨,采用雙軸平行蝶形砂輪進行磨削加工,在加工過程中研磨時間的把握十分重要,研磨時間過短,工件表面的粗糙度無法得到保障,放置時間過長,降低了工件的加工效率,同時加大了砂輪的損耗[7]。在實驗過程,對研磨時間為 50s、100s、300s、500s、1000s的實驗結果測試并分析,如圖2所示。
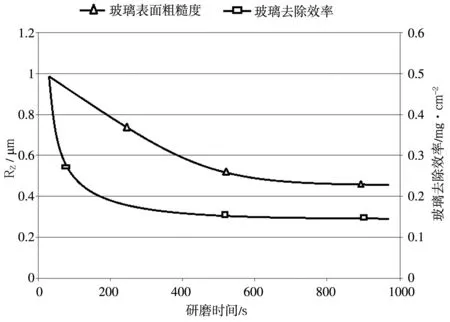
圖2 工件表面粗糙度和去除效率與研磨時間關系圖
由圖可知:隨著研磨時間的增加,表面粗糙度逐漸變小,最后達到一定值;去除效率隨著研磨時間逐漸降低。通過實驗得到研磨時間為600s時,精磨效果最佳,精磨的工件表面精度為1.9101μm。觀察銑磨后零件無劃痕,表面粗糙度達到要求,如圖3所示。

圖3 精磨后面形圖
2.3 拋光液的研究
拋光是得到光學表面最重要的步驟,在拋光過程中,拋光液的選擇是至關重要的,根據光學玻璃的屬性選擇合適的拋光液,才能在拋光過程中達到事半功倍的效果[8]。根據材料性質,本文選用法國CEROX 1663氧化鈰拋光粉,屬于立方晶系的一種,顆粒外形為多邊形,棱角分明,拋光能力強而且污染小。在拋光過程中要嚴格控制拋光液的溫度和濃度。
(1)拋光液溫度
拋光液溫度對拋光效率的影響十分重要,溫度過低會影響拋光液分子中的活化能,反之則使拋光液揮發過快,同時過高的溫度會對工件的面型造成影響。拋光液在不同溫度下的去除效率如圖4所示。
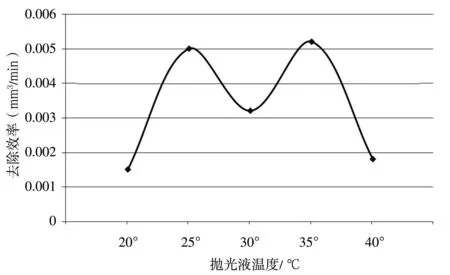
圖4 拋光液在不同溫度下去除率對比
由圖4可知,拋光液在35℃時去除效率達到峰值,溫度繼續升高去除效率下降,所以拋光溫度控制在35℃。
(2)拋光液濃度
拋光液濃度影響工件的拋光效率,通過對5%、10%、20%濃度的拋光液進行實驗分析,實驗結果如圖5所示。
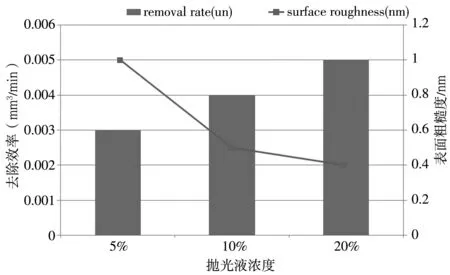
圖5 拋光液在不同濃度去除率對比
由圖5可知拋光液濃度為5%時,表面粗糙度較高且去除效率低。當濃度為20%時,去除效率升高且表面粗糙度下降,這是由于濃度升高時,拋光液中的有效磨粒增多,拋光粉粒子與工件更多接觸,拋光效率提升并且粗糙度下降。但過高的濃度反而會對拋光效率和表面粗糙度起反作用。
2.4 柱面鏡拋光工藝的研究
柱面鏡加工存在工藝復雜、加工難、檢測難度高等問題。柱面鏡的母線平行度偏差和面型的光圈數是衡量柱面鏡精度的重要參數[9],也是加工過程中最難控制的參數,傳統拋光方法多采用散料磨粒研磨或者金剛石銑磨的方法,在加工過程中難以保證母線的平行度,本文在加工過程中通過對拋光模、擺幅與臺面行程、外部壓力等參數的調整,實現對母線平行度偏差和光圈數的控制。
(1)拋光模的修正
拋光模的修改,主要是根據柱面鏡母線、光圈的誤差,在拋光模適當的部位選擇性修刮、開槽。溝槽的深淺程度,主要根據母線、光圈誤差的大小進行調整。
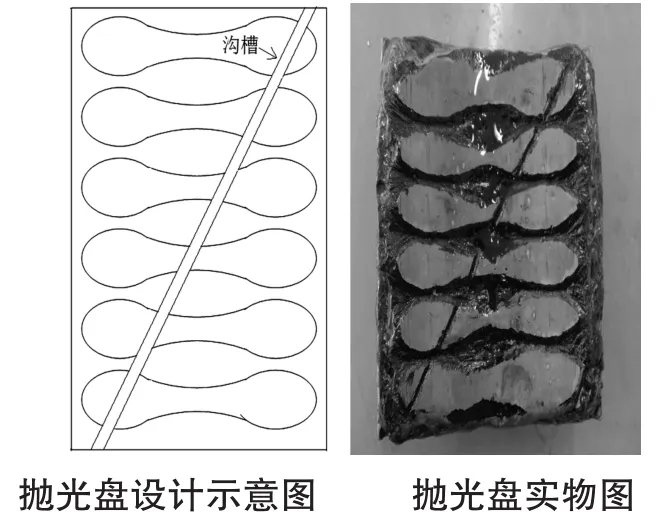
圖6 柱面鏡拋光盤示意圖
在修改母線、光圈的過程中,拋光盤的膠層厚度需要達到既耐用同時保證工藝要求,膠層過厚會導致膠盤的彈性增大,通過實驗,拋光膠層厚度最好控制在3毫米左右比較合適。另外,在拋光過程中,拋光盤經過不斷地修刮、開槽,會使膠層逐漸地減薄,當厚度減到1毫米以下,并且零件表面光潔度又顯著下降時,說明拋光盤的膠層過薄,需要重新修正模具。經過拋光實驗,根據面型修正規律設計了拋光模的面型,如圖6所示。
(2)擺幅與行程對面型和母線的影響
通過調節拋光機的擺幅大小與臺面行程的尺寸對柱面透鏡的母線、光圈進行修正。本文所用的工件面型是凹面狀,工件應該擺放在磨盤上方,即工件在磨盤上面時,當增大擺幅,工件中心去除量增加,減少擺幅,工件邊緣去除量多,從而可以修正凹柱面鏡的面型。當工件行程加長后,工件中心去除量多;當行程減短后,工件邊緣去除量多[10-11]。
3 測試結果
本文采用泰勒—霍普森PGI-1240型號非球面輪廓檢測儀。通過人工手拋的方式對工件進行預拋光,然后通過控制工件壓力,使工件在預拋光完成后面型收斂較快。使用輪廓儀對最終面型測試,結果如圖7所示。
元件最終面型精度PV值為0.1358μm,半徑值為129.7108。光潔度為Ⅲ級,各項數據均達到元件使用要求。零件下盤后干涉儀檢測值為0.565λ,RMS值為0.069λ同樣滿足使用要求。ZYGO干涉圖如圖8所示。
4 結論
柱面鏡的應用十分廣泛,但傳統加工方法存在加工效率低、次品率高、面型控制難度高等缺點,本文通過對光學玻璃柱面鏡加工工藝進行研究,在大量工藝實驗的基礎上,研究并優化了柱面鏡的加工工藝。通過輪廓儀檢測,不斷的反饋并多次改進加工工藝,拋光過程中可以隨時修改拋光盤,加工出的零件PV值和RMS值較小,大大提高零件精度。從而獲得高精度的面型精度和表面質量,使其應用在光學系統中,大大提高了光學系統成像質量。隨著柱面元件的廣泛應用,柱面鏡加工成為各國關注的核心技術之一,優化工藝流程、改善面形精度、縮短加工時間、提高生產效率是柱面加工產業所要發展的方向。
[1]蔡立,耿素杰,付秀華.光學零件加工技術[M].北京:兵器工業出版社,2006:70-74.
[1]劉冬梅,鄭爽,付秀華,等.高精度小口徑非球面加工工藝研究[J].長春理工大學學報:自然科學版,2013,36(Z1):24-27.
[2]趙爽,付秀華,賈宗合.單晶硅柱面反射鏡的加工與檢測[J].長春理工大學學報:自然科學版,2013,36(Z2):98-100.
[3]李國,董申,張景和,等.大型非球曲面超精密復合加工機床[J].納米技術與精密工程,2006,4(1):75-78.
[4]張學軍,張云峰,余景池,等.FSGJ-1非球面自動加工及在線檢測系統[J].光學精密工程,1997,4(2):71-77.
[5]謝影,付秀華,賈宗合,等.高次非球面微晶玻璃元件的拋光工藝研究[J].長春理工大學學報:自然科學版,2012,35(4):34-37.
[6]張彥超,付秀華,賈宗合,等.非球面制造中的加工誤差修正補償[J].長春理工大學學報:自然科學版,2015,38(1):13-16+20.
[7]付秀華,葉斯哲,賈宗合,等.非球面反饋補償銑磨拋光及工藝參數優化[J].長春理工大學學報:自然科學版,2013,36(Z2):9-12.
[8]劉建河,王黎明.固著磨料高速研磨的關鍵技術研究[J].長春理工大學學報:自然科學版,2012,35(4):84-90.
[9]Sreenivasan V,Ve Ramesh S,George Ronnie,et al.Frosted cylindrical lens induced artefact on Humphrey automated perimetry[J].Clinical and Experimental Optometry,2006,89(1):26-29.
[10]Paul R.Yoder,Jr.Opto-mechanical systems design,third edition[M].Taylor and Francis,2005:70-90.
[11]Abouelatta O B,Madl J.Surface roughness prediction based on cutting parameters and tool vibrations in turning operations[J].Journal of materials processing technology,2001,118(6):269-277.
Research on Processing Technology of High Precision Cylindrical Lens
ZHANG Xinxin,JIA Zonghe,FU Xiuhua
(School of Optoelectronic Engineering,Changchun University of Science and Technology,Changchun 130022)
The optical cylindrical lens has a wide range of application in the high power laser system and the synchrotron radiation.Furthermore the accuracy of cylindrical lens will need to be high.The cylindrical lens is machined by the surface molding technology of traditional optics and CNC machining equipment.During the change of surface roughness of the parts and the removal rate of material,we have no doubts what our optimal grinding time is.Furthermore,we base material removal rate of grinding fluid on different temperature and concentration,and the polishing parameters are optimized.According to repeatedly comparison and inspection analysis,we get the cylindrical lens that satisfies the requirements of optical system.Moreover,after contourgraph detection,the cylindrical lens is able to reach Rt≤0.1358μm
cylindrical lenses;surface accuracy;cylindrical grinding;generating line
TH706
A
1672-9870(2017)05-0021-04
2017-09-25
張馨心(1992-),女,碩士研究生,E-mail:645887767@qq.com
付秀華(1963-),女,博士,教授,E-mail:goptlcs@126.com
