基于視覺控制的斷路器螺釘安裝機*
2017-12-06 07:54:09張克平杜向陽耿英博
化工自動化及儀表 2017年10期
張克平 杜向陽 耿英博
(上海工程技術大學機械工程學院)
基于視覺控制的斷路器螺釘安裝機*
張克平 杜向陽 耿英博
(上海工程技術大學機械工程學院)
采用工業CCD相機拍攝圖片,用植入在圖像采集模塊的視覺處理程序對螺釘的位置和姿態進行圖像處理,將處理后的坐標信息通過SPI總線傳輸到SM32芯片,驅動相應的伺服機構進行塑殼斷路器金屬片上螺釘的安裝。通過實驗證實螺釘安裝機采用視覺定位系統后,比傳統塑殼斷路器的螺釘安裝過程節省90%以上的時間。
視覺處理程序 螺釘安裝 塑殼斷路器 CCD相機
塑殼斷路器金屬片上螺釘的精準定位是電器零部件組裝的重要環節,智能快速追蹤定位成為其發展趨勢。為滿足塑殼斷路器金屬片上螺釘安裝的精確定位和正確姿態調整的要求,筆者設計了一套精確的塑殼斷路器視覺螺釘定位系統,主要由執行部分和控制部分組成。
1 硬件執行部分
螺釘安裝機執行系統的結構[1]如圖1所示,利用步進電機作為系統的動力驅動源,驅動螺釘安裝機的減速機構。
螺釘安裝的可靠性必須具有穩定的減速機構作為基礎[2],所以筆者提供了螺釘安裝部分的減速機構,由圖1中的螺釘安裝電機(步進電機5)驅動的一個大齒輪和一個小齒輪組成的變速進給機構組成(圖1中減速機構2),由小齒輪完成螺絲刀頭的旋轉調整分量,大齒輪驅動絲杠實現螺絲釘的直線上升和進給運動。項目所用的螺釘分別M3mm×0.7mm和M6mm×10.0mm,不僅要完成螺釘的匹配,還要完成轉速和進給量的匹配。為此,設計便于調整的柔性機構和螺釘的鎖緊機構(圖1中柔性機構、可調整的螺絲刀頭和鎖緊機構)匹配不同螺釘螺紋的螺距。
在為塑殼斷路器的3個金屬片安裝螺釘時,金屬片發生變形導致螺釘安裝困難。為此,設計一個螺釘和螺母一起安裝的鎖緊機構(圖1斷路器夾具調整斷路器的姿態減小金屬片的變形與安裝的可靠性),保障螺釘能夠順利安裝到塑殼保護器上。在塑殼斷路器螺釘安裝過程中對其軌跡變化過程進行追蹤十分重要[3],所以本項目針對塑殼斷路器金屬片變形的特點,設計了移動調節螺釘螺母鎖緊機構和相應的夾具(圖1的第13、14部分)。
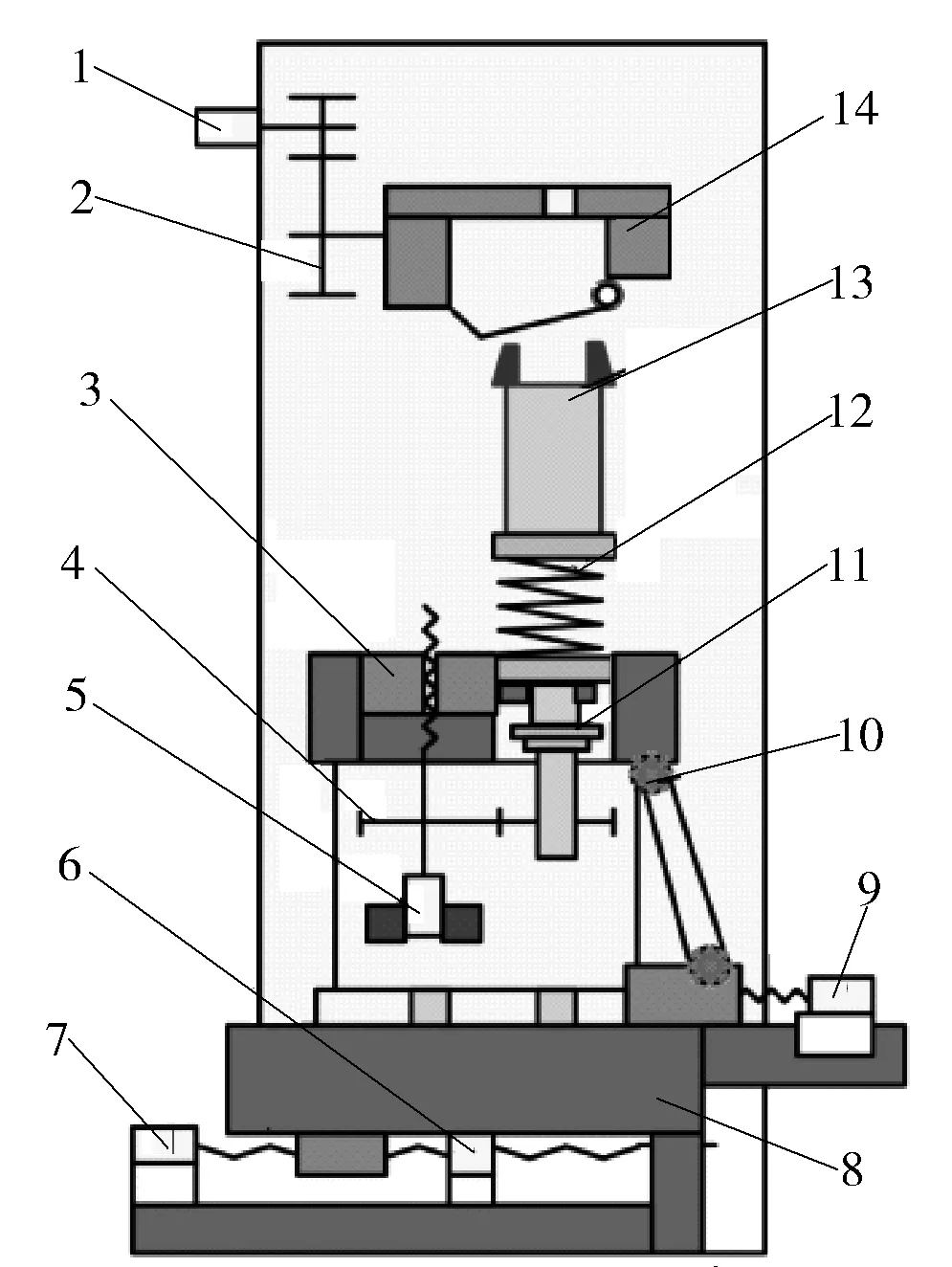
圖1 傳動機構示意圖
按照圖1設計的硬件執行系統,平臺x、y軸的伺服電機驅動的線性模組可以實現三維坐標(x,y,z)定位的執行,執行機器的安裝部件到第14定位的螺孔,為了進一步減小零件變形導致的安裝困難,需要執行步進電機9進行姿態調整,然后執行步進電機5實現螺釘在金屬片上的安裝。執行圖1中步進電機1驅動減速機構,不僅可以使得夾具上的塑殼斷路器金屬片螺絲轉移到最佳的光照位置(便于視覺定位),而且給人工放置塑殼斷路器到安裝機上提供了方便,效率也有所提高。為了滿足螺釘安裝需要的預緊力,在圖1中設計了11個力矩測量離合器確保螺釘安裝的有效性。在塑殼斷路器螺釘安裝機上,把柔性環節(圖1)、減速匹配器(圖1的2、4)和電磁離合器集成在一起,形成一個柔性傳動機構,減小了整個機構的體積,同時可以防止由于上升量過大而破壞塑殼斷路器的情況發生。
2 硬件控制系統
塑殼斷路器螺釘安裝機不僅需要在機構上進行靈活的設計,同時需要在三維空間進行準確定位[4]。螺釘安裝驅動程序的編寫可以實現安裝機的整個控制過程。筆者設計的塑殼斷路器的控制定位分為視覺定位環路與力定位環路,其控制系統如圖2所示的虛線環路。
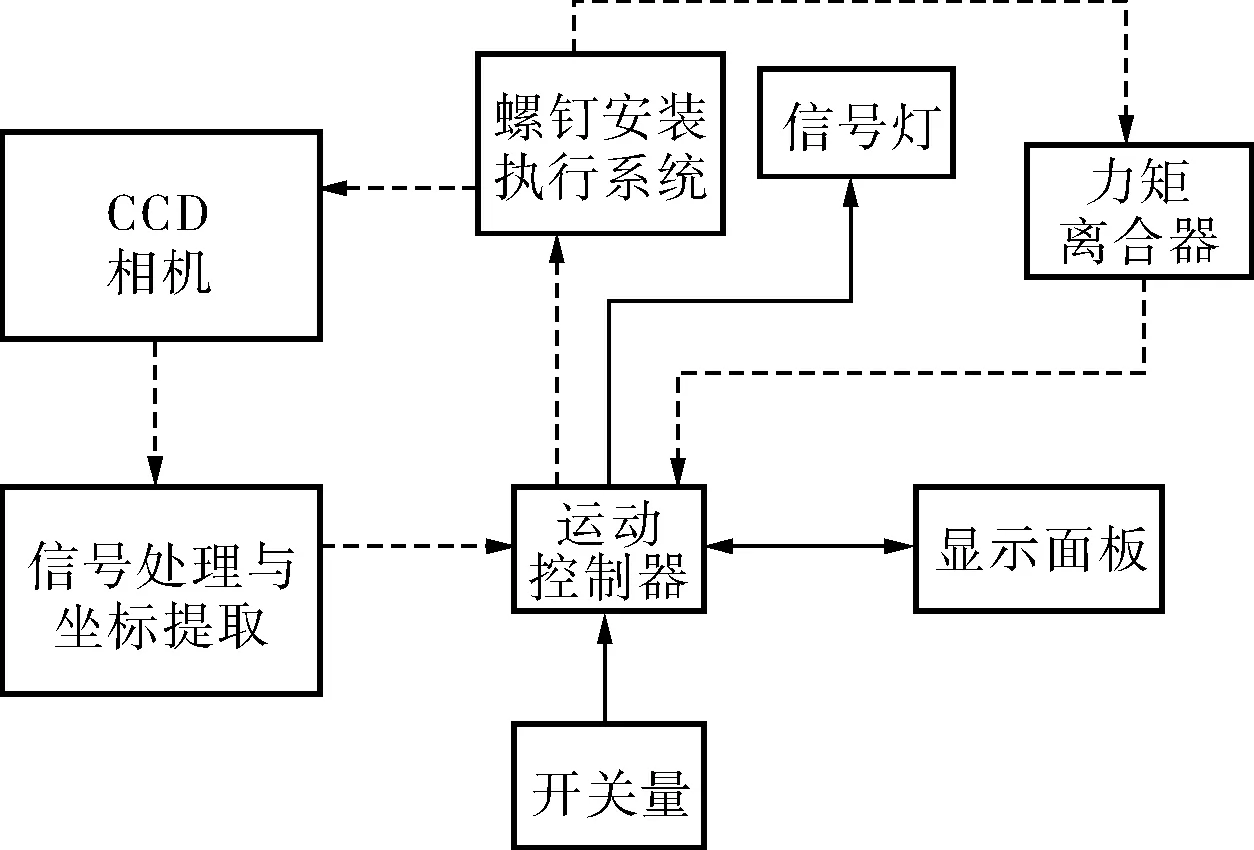
圖2 控制系統示意圖
視覺定位環路是通過工業CCD相機,拍攝螺孔和螺絲刀頭的底面和正面,捕獲螺孔和螺絲刀頭的三維坐標信息,通過SPI總線傳送到STM32運動控制器進行信息處理。STM32運動控制器把處理好的信息傳到驅動x、y、z軸的步進電機,完成螺孔和螺絲刀頭的調整與定位。定位結束后,啟動螺絲刀頭旋轉和進給的步進電機,完成螺絲的安裝。力定位通過力矩離合器設定的力矩量實現,力矩離合器反饋螺釘中執行的預緊力產生一個中斷信號INT0到運動控制器,中斷程序將停止并復位螺釘安裝的執行,這個可以很好地對應文獻[5]中的根據傳輸到運動控制卡的力矩傳感器與CCD相機采集的信號,判斷螺釘的松緊程度和安裝位置與姿態偏差是否滿足要求的觀點。STM32運動控制板卡的指示燈提示工作人員是否進行下一個螺釘的安裝或者是否存在故障。
在圖2的基礎上設計塑殼斷路器螺釘安裝器的控制系統硬件,如圖3所示。系統由8部分組成:補光系統、力矩信號采集模塊、圖像采集模塊、顯示面板、STM32運動控制器、指示燈模塊、開關量模塊和步進電機驅動模塊。

圖3 控制系統硬件組成
補光系統是在機構光線較暗的地方增加亮度,從而采集比較完整清晰的圖案。力矩信號采集模塊[6]把螺絲刀頭的扭矩模擬量信號轉變為STM32運動控制卡可接收的數字量信號。圖像采集模塊把拍攝的圖像進行處理,轉換成螺絲刀的三維坐標量和位置姿態量,用SPI總線把坐標和位置姿態信息傳到STM32運動控制板卡上進行處理(引用文獻[7]的圖像采集模塊內嵌可進行圖像處理的目標鎖定功能程序,進行相應點坐標提取的觀點)。為了提高人機互動體驗,在顯示面板上顯示用戶設計的數據、螺絲刀頭的位置坐標和系統的運行狀態。STM32控制器的功能是由主控芯片STM32F103ZEY7A完成的。塑殼斷路器的指示燈模塊主要是為了顯示故障與應急處理的情況,根據3個指示燈的不同組合,確定相應的故障或者應急信息,共有9種不同狀態。開關量模塊是人工操作與緊急停止按鈕。步進電機驅動模塊的作用是把STM32控制步進電機的脈沖信號轉換為符合步進電機額定電壓或者額定電流的脈沖。
3 實驗部分
3.1工作驗證
實驗采用CCD相機和基于OPENCV庫的VS平臺,拍攝塑殼斷路器金屬片位置并定位金屬片上螺絲釘的安裝位置。實際應用中,金屬片和螺釘安裝機鎖定機構的夾角不能超過5°,角度過大螺釘無法安裝。
每個塑殼斷路器有3個金屬片的螺釘需要安裝。在塑殼斷路器螺絲釘安裝成像結果(圖4)中可以看出,圖4a的3個螺釘已安裝完畢,證實使用該設備可以順利安裝斷路器金屬片上的螺釘,克服了斷路器金屬片上螺釘因為變形而安裝困難的問題。由圖4b可以看出,由于機器定位不準確,導致金屬片和螺釘安裝機鎖定機構形成的夾角達到13.3°,從而致使螺釘安裝困難,但是這種情況出現的概率在3%以內。圖4c是一個正確安裝的螺釘,其夾角僅為0.67°。
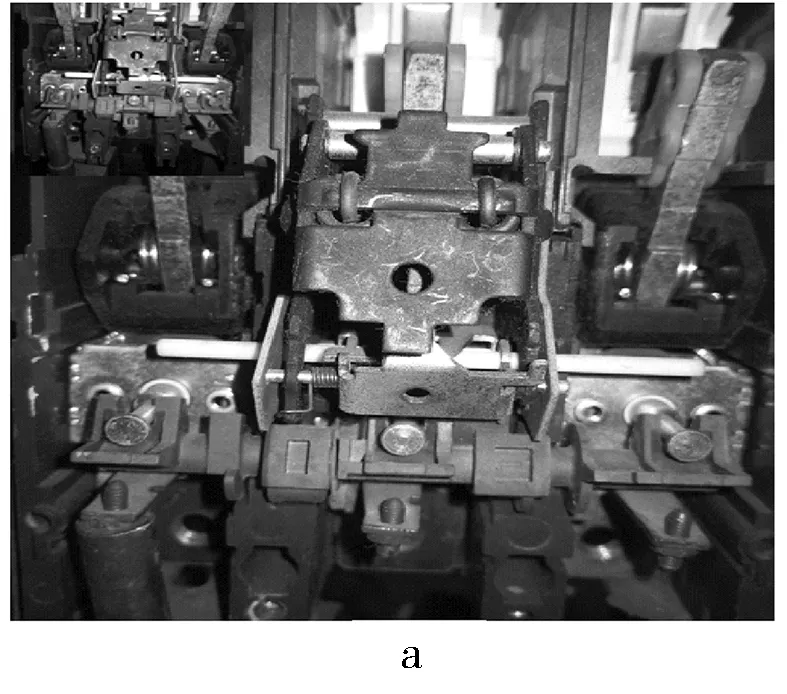
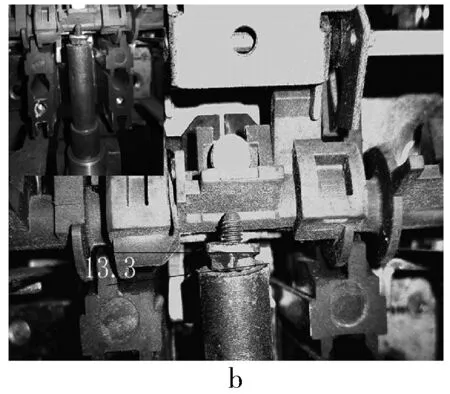
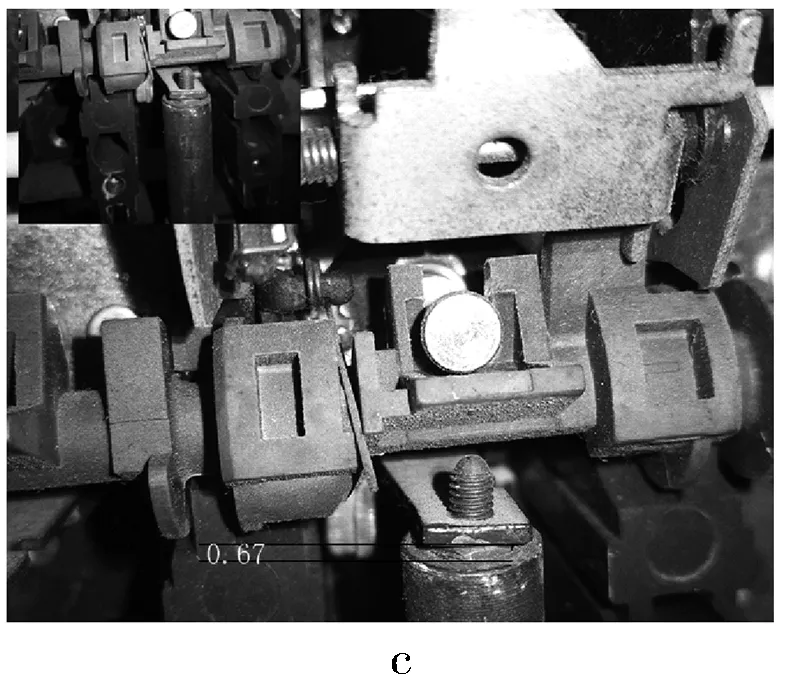
圖4 塑殼斷路器螺絲釘安裝機成像結果
3.2效率驗證
塑殼斷路器螺絲安裝機的效率和質量驗證是通過比較人造安裝和機器安裝實現的。螺釘安裝的效率通過安裝斷路器的數量測量,而螺釘安裝的質量通過螺釘安裝和預載荷的偏轉程度測量。為了驗證設備的穩定性,由斷路器數量BN、平均梯度值AVERGRA和平均預緊度AVERPFD3個參數繪制機器安裝數量曲線和人工安裝數量曲線(圖5)。從曲線中可以看出,機器安裝比人工安裝的曲線波動性更小,即穩定性更好。
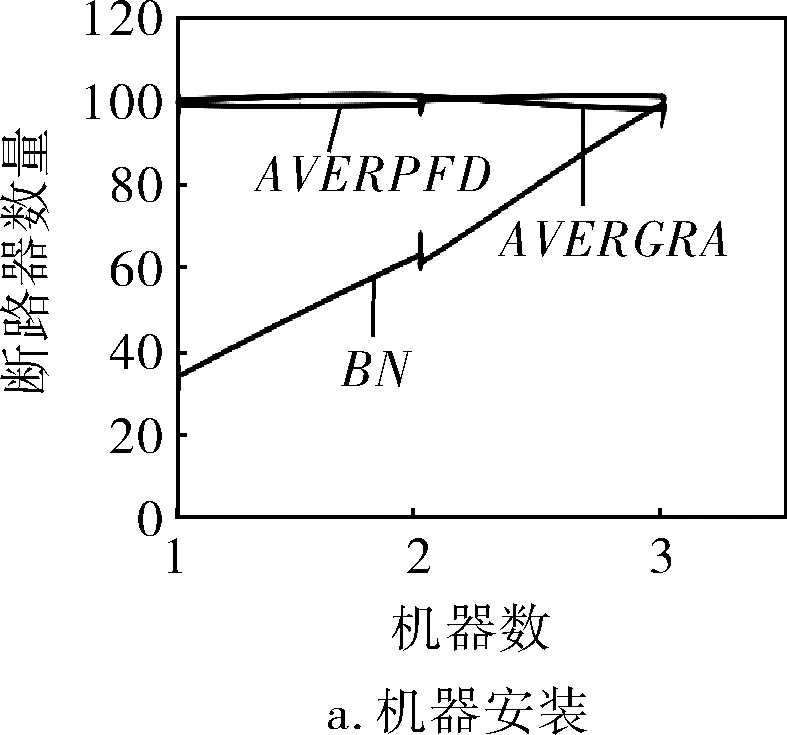
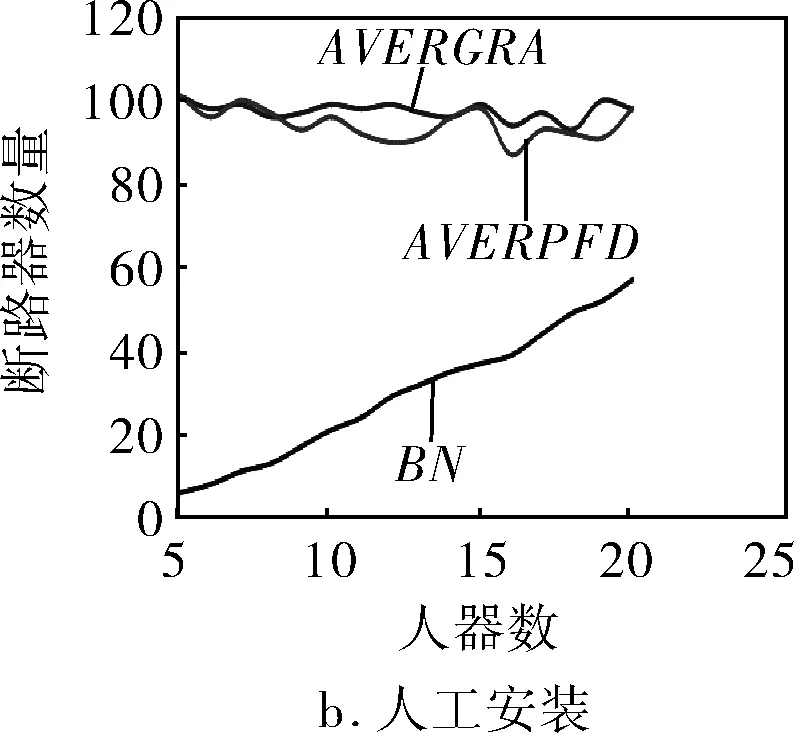
圖5 機器安裝數量曲線和人工安裝數量曲線
相關數據的計算式如下:

(1)
(2)

(3)
(4)
式中GRA——梯度值;
MEV——安裝預緊力;
MGV——實際偏差值;
PFD——預緊度;
PRDV——標準預緊力;
PRGV——標準偏差。
實驗效率的計算結果為:

式中AM——機器數量;
AMNBN——每組機器安裝斷路器的數量;
AVERAM——平均每臺機器安裝斷路器的數量;
AVERPN——平均每人安裝斷路器的數量;
PN——每組的人數;
PNBN——每組安裝斷路器的數量;
TRWR——人工安裝相對機器安裝的相對效率,%。
可以看出,人工安裝時每個工人的安裝數量為2.29;而機器安裝的數量為31.37,因此可以得出結論,人工安裝相對機器安裝的效率僅為7.3%。
塑殼斷路器視覺螺釘定位系統,CCD相機視覺定位系統的加入,使復雜的傳統機構變得簡單,同時實現了微型元器件的定位。柔性雙軸設計消除了在安裝螺釘過程中,雙金屬片由于彎曲變形形成的干涉運動。視覺定位與力矩傳感器保障了螺釘安裝的質量與合適的松緊度,并且螺釘安裝機可以在斷路器金屬片由于溫度等原因發生彎曲時實現自動補償。自有的移動平臺技術,使螺釘安裝機在平面上的定位更精確。
4 結束語
實際應用證明,塑殼斷路器螺絲釘安裝機不僅能夠正確安裝金屬片上的螺釘,其安裝效率也遠高于人工安裝。在市場同類產品中,如江蘇泰聯達公司生產的在線式全自動鎖所螺絲機,可以快速而隨機完成螺釘的安裝。但與筆者設計的塑殼斷路器螺絲釘安裝機相比,雖然安裝速度更快,但是由于無法靈活調整螺絲刀頭的姿態,故很難完成金屬片上螺釘的安裝。雖然本套設備可以解決塑殼斷路器金屬片上螺釘的安裝,但是效率仍然有很大的提高空間。
[1] 司海立,程武山,孫鑫,等.塑料外殼式斷路器智能測試系統[J].電器與能效管理技術,2008,(19):58~61.
[2] 韓冬冬.塑殼式斷路器操作可靠性試驗裝置中微機檢測與控制技術[D].天津:河北工業大學,2007.
[3] Vafiadis,Dimitris.Discussion of “Survey Results of Low-voltage Circuit Breakers as Found during Maintenance Testing:Working Group Report”[J].IEEE Transactions on Industry Applications,1997,33(5):1370~1371.
[4] 李睿,耿璐,程武山.基于機器視覺的螺母定位系統[J].機床與液壓,2013,(23):60~64.
[5] 王德會.基于機器視覺的自動螺絲鎖付裝備及定位方法的研究[D].廣州:華南理工大學,2014.
[6] 秦琴,屠子美,劉唯,等.一種基于視覺定位和扭矩控制的自動拆卸螺釘方法及其裝置[P].中國:CN201510397675.9,2015-09-23.
[7] 邵新發,程武山.斷路器長延時調整機構視覺定位系統[J].儀表技術與傳感器,2015,(6):88~91.
張克平(1985-),碩士研究生,從事復雜制造設備系統智能控制的研究,464580223@qq.com。
TH865
A
1000-3932(2017)10-0991-04
2017-04-20,
2017-08-29)