PLC在機械設計中的應用分析
2017-12-21 00:11:27申瀟
數字技術與應用 2017年10期
申瀟
摘要:在了解PLC的應用價值及機械手系統運行、操作方式的基礎上,從MCGS組態環境、功能設計等角度進行研究,旨在提高PLC在機械手、機械設計中的應用價值。
關鍵詞:PLC;機械;應用分析
中圖分類號:TP39 文獻標識碼:A 文章編號:1007-9416(2017)10-0010-01
目前,PLC技術在機械手開發方面應用較多,其中應用效果比較好的設備有三自由度機械手,除此之外,還有3D機器人等,這些設備均能夠在3個方向上自由搬運物品[1]。使用PLC技術編寫系統程序,不僅可以簡化開發步驟,而且還能夠豐富系統功能,為系統安全控制提供了一定安全保障[2]。本次研究選用PLC作為系統控制中心,在系統運行過程中起到協調作用,從而達到控制機械手搬運的目的。
1 機械手系統結構與運動方式
本文主要對三自由度機械手的結構與運行方式進行研究,該設備采用圓柱坐標類型,手臂沿著水平方向從左到右運行,通過伸縮步進電機實現上下控制。另外,設置設備底盤中直流電機的正轉與反轉實現機械手順時針操作或者逆時針操作。該裝置的關節結構利用氣壓驅動原理,完成松開與加緊動作,同時借助電磁閥進行控制[3]。
根據搬運需求編寫相應程序,使得機械手以A為起點運動到B點,在垂直方向與水平方向上設置4個限位開關,并在終點位置與原點位置安裝光接近開關。
2 PLC在三自由度機械中的具體應用分析
2.1 系統設計
本文設計的三自由度機械手系統采用的工作方式有兩種,分別是自動工作方式、手動工作方式。前者又可以分為4種工作方式,包括單周期、自動回到起點、連續運行、單步運行。
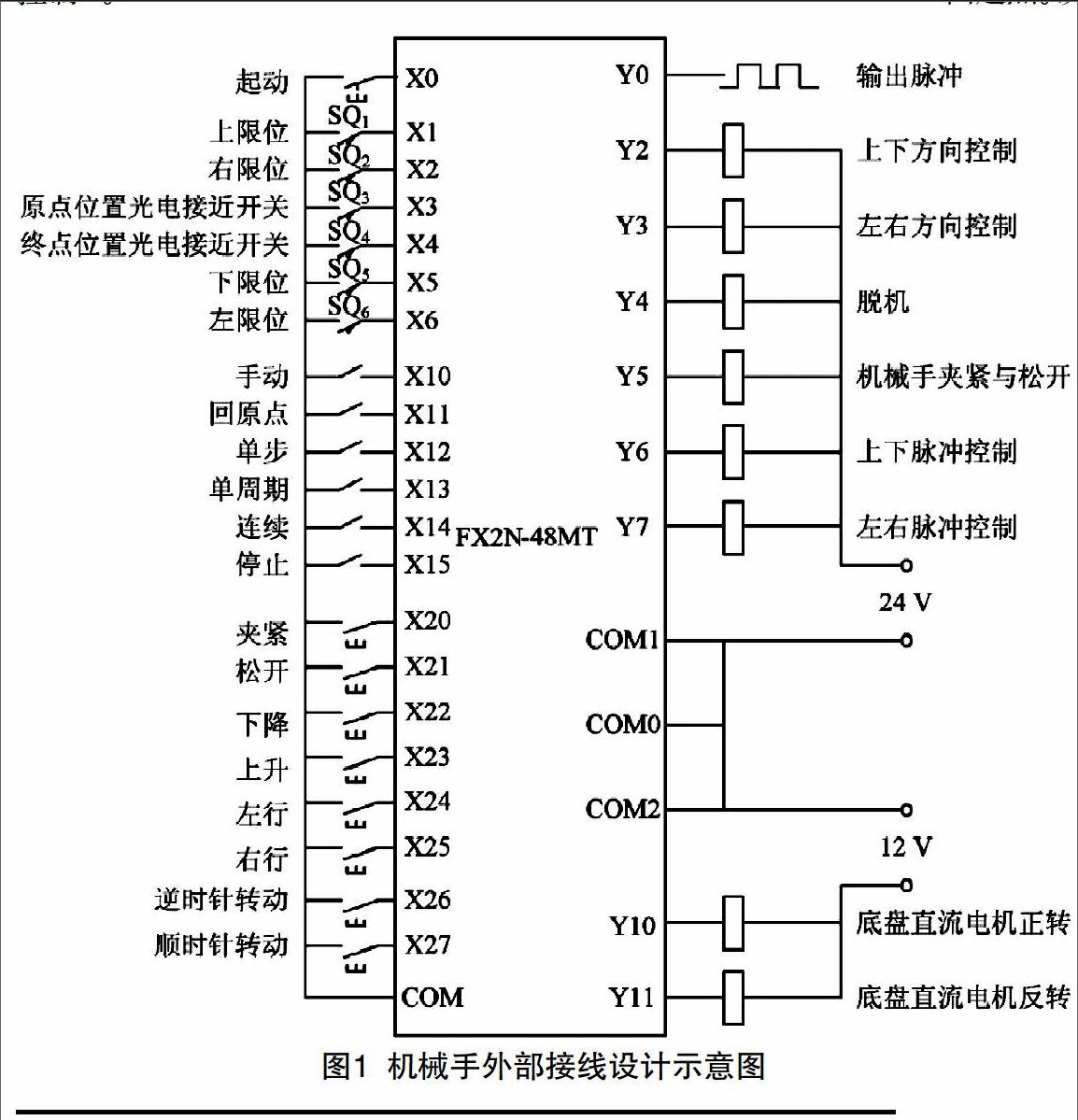
系統硬件部分選用的是三菱FX2N系列中晶體管輸出類型,將此類型PLC作為核心控制器,同時選取型號為SH-20403的步進電機驅動器進行驅動。如圖1所示為機械手外部接線設計圖。
三自由度機械手位于整個設備的右上方,當底盤旋轉至開關X3位置時,機械手從加緊狀態恢復到松開狀態以后,機械手將重新返回起點。該裝置的手動控制按鈕用X10表示,按下這個按鈕以后,可以根據搬運需求,從X20至X27中挑選一個按鍵按下。編號為X11的按鈕功能為機械手自動返回起點;編號為X12的按鈕功能為單步運行;編號為X13的按鈕功能為單周期工作方式;編號為X14的按鈕功能為連續工作方式。按下功能按鈕以后,系統將自動運行。
2.2 軟件設計
PLC作用于三自由度機械手系統,需要從單步、單周期、連續工作等角度進行專項分,三自由度機械手系統運行需要處在原點狀態,以此確保系統執行操作效果的相對提升。假設,三自由度機械手系統的運行無法保持原點狀態,可以利用PLC編程,對機械手臂的運動方式進行控制與調整,以限位控制的方式,優化三自由度機械手系統的有效應用價值,其執行操作的方式是以上移移動為中心,并從限位控制的角度,實現系統運動控制效果的相對提升。三自由度機械手系統應用的功能實現,是以下降、夾緊、上升、逆時針轉動、左移、下降、松開、上升、右移及順時針轉動為中心,以程序擬定的方式,確保三自由度機械手系統操作具有可重復、可操作的特性。
在對三自由度機械手系統進行軟件編程及功能控制的過程中,是以PLC梯形圖為編程中心,在利用PLSY脈沖輸出指令的基礎上,實現M8029置1的設定與調整。
2.3 系統功能實現與分析
為解決系統脈沖矛盾糾紛,從YO輸出端,利用兩部繼電器解決上述問題,以繼電器的觸點控制與連接方式調整,實現繼電器與步進電機之間的有效連接,這對步進電機的脈沖輸入控制有積極作用。在完善三自由度機械手系統的過程中,以MCGS組態環境為中心,并以注重足組態環境界面控制的方式,實現人機交互的自動化設計。
優化主界面及控制方式,是對機械手臂控制系統與操作界面之間的連接方式進行調整,以此突出系統本身的維護性及自動性能。最后,充分利用MCGS組態環境,可對機械手臂的運行軌跡、操作方式及生產應用等方面進行控制與實時監測,這對提高計算機系統在工業生產及機械手臂控制系統中的應用價值有積極作用。
3 結語
通過對三自由度機械手系統中的PLC應用進行分析,為解決步進電機抖動及失步現象,從三個自由度運動的角度進行調整,以此滿足工業生產的需求。在利用觸摸模式,對夾緊裝置的控制方式進行優化時,是在MCGS組態環境應用下進行控制,以此優化人機交互方式。
參考文獻
[1]王浩,武利生,畢長平.PLC控制的等速運動實驗臺設計[J].機械設計與制造,2017(1):156-159.
[2]康思聞,荊學東,魏鼎.基于PLC的硬幣包卷機控制系統設計[J].機械設計與制造,2013(5):167-169.
[3]姜鑫.基于PLC的淬火壓床設計與控制[J].機械設計與制造,2016(8):197-200.endprint
猜你喜歡
當代工人(2020年8期)2020-05-25 09:07:38
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
中國科技博覽(2016年19期)2016-10-19 12:22:05
中國科技博覽(2016年18期)2016-10-19 11:24:50
中國科技博覽(2016年18期)2016-10-19 11:20:01
科技視界(2016年20期)2016-09-29 12:51:35
科技知識動漫(2016年8期)2016-07-29 20:40:09
兒童故事畫報·發現號趣味百科(2015年12期)2016-01-25 00:41:49
