基于PLC的電弧噴涂自動控制系統(tǒng)
2018-01-03 05:46:16黃鈺
設備管理與維修 2017年12期
關鍵詞:指令
黃 鈺
(汕頭職業(yè)技術學院,廣東汕頭 515000)
基于PLC的電弧噴涂自動控制系統(tǒng)
黃 鈺
(汕頭職業(yè)技術學院,廣東汕頭 515000)
針對A3鋼基體金屬防護涂層的制備過程,設計了基于三菱PLC和觸摸屏的電弧噴涂自動控制系統(tǒng),避免電弧噴涂涂層制備過程中的高溫、噪聲和金屬粉末污染問題,提高了涂層質量和噴涂效率。
電弧噴涂;PLC控制;伺服電機;觸摸屏
10.16621/j.cnki.issn1001-0599.2017.12.47
0 前言
電弧噴涂技術在制備防腐蝕涂層、防磨損涂層等方面具有優(yōu)越性,包括生產效率高、結合強度高、能耗及成本低、噴涂質量穩(wěn)定、安全性好等,是一種應用較為廣泛的表面技術。研究電弧噴涂涂層耐腐蝕性能所使用的電弧噴涂設備是廣州三鑫金屬科技有限公司生產的SX-600型電弧噴涂機。該設備采用手持式噴槍,噴涂質量、噴涂效率和控制精度都比較低。此外,在手工進行電弧噴涂的過程中,噴涂設備產生的噪音、高溫以及大量的金屬粉末和有毒氣體也會對操作人員的安全和健康造成威脅[1]。
為提高電弧噴涂的質量及效率,改善電弧的工作環(huán)境,改進原有電弧噴涂機:將噴槍垂直安裝在水平移動的工作臺上,試樣基體置于噴槍下方(圖1)。這一改進解決了自動噴涂的問題,但是噴涂效果仍不很理想。由于受到重力作用,立式噴槍噴出的金屬熔融粒子,即使速度不高也能落到基體上,導致涂層和基體的結合強度下降,涂層容易剝落。
為此,對電弧噴涂機進行了二次改進:①將原來的立式噴槍改為臥式噴槍,避免低速粒子進入涂層;②加裝空氣過濾減壓閥,穩(wěn)定噴涂氣體壓力、減少雜質、降低濕度,避免環(huán)境濕度等因素影響正常起弧;③利用三菱PLC和觸摸屏控制2臺伺服電機驅動噴槍工作臺自動行走,自動控制噴涂過程,提高噴涂效率和涂層表面質量。改進后的噴槍如圖2所示。
1 電弧噴涂自動控制系統(tǒng)的組成、工藝流程和控制要求
電弧噴涂自動控制系統(tǒng)由SX-600高速電弧噴涂設備、捷豹EV65-2.2 kW/3HP螺桿式空氣壓縮機、三菱FX3U-32MT型 PLC、三菱MR-J3-10A型伺服驅動器、HFKP23型伺服電機、三菱GT1155-QTBD型觸摸屏以及XY雙軸運動工作臺組成(圖3)。

圖1 一次改造后的噴槍

圖2 二次改造后的噴槍

圖3 電弧噴涂系統(tǒng)
電弧噴涂自動控制系統(tǒng)有手動和自動兩種控制模式。在自動控制模式下,電弧噴涂的工藝流程為:①按下啟動按鈕,系統(tǒng)初始化,計時器、計數(shù)器、輔助繼電器和線圈復位;②按下原點開關,工作臺復位;③按下空壓機啟動按鈕,空壓機開始工作;④延時10 s后,電弧噴涂設備啟動;④按下工作臺啟動開關,雙軸運動工作臺自動行走;⑤工作臺完成設定的行走路線后,系統(tǒng)復位。在手動控制模式下,按下水平正轉或反轉點動開關,工作臺沿水平方向正向或反向點動運行;按下垂直正轉或反轉點動開關,工作臺沿垂直方向正向或反向點動運行[2]。
通過分析電弧噴涂的工藝流程,可以得出系統(tǒng)的控制要求:
(1)應有手動控制和自動控制兩種控制模式。手動工作模式主要是在系統(tǒng)維護或軟件調試期間使用,在正常工作過程中一般采用自動工作模式。因此,應設置手動/自動轉換開關和相應的指示燈,以便于系統(tǒng)的運行與維護。
(2)應設置急停按鈕,在工作過程中如果發(fā)現(xiàn)噴槍起弧失敗、空壓機故障、工作臺行走卡頓或其他故障時,按下急停按鈕,系統(tǒng)馬上停止運行,回到初始化狀態(tài)。
(3)應采用觸摸屏作為自動控制系統(tǒng)的人機界面,方便操作人員對工作臺的控制[3]。
2 電弧噴涂自動控制系統(tǒng)的設備選型和I/O分配表
2.1 設備選型和參數(shù)設置
2.1.1 PLC的選型
系統(tǒng)設計由PLC直接控制伺服驅動器,PLC為晶體管輸出型。選擇三菱FX3U-32MT型PLC,該型號PLC有定坐標指令,能滿足原點回歸、絕對定位和相對定位等控制要求。并且內置3軸獨立定位功能,從通用輸出點(Y000—Y002)輸出最大100 kHz的集電極開路方式脈沖串,能夠滿足工作臺伺服控制系統(tǒng)的定位控制要求[4]。
2.1.2 伺服驅動器及伺服電機選型
系統(tǒng)選用三菱MR-J3-10A型伺服驅動器及配套的HFKP23型伺服電機[5]。MR-J3型伺服驅動器具有位置控制、速度控制和轉矩控制3種模式,本系統(tǒng)采用位置控制,Y0輸出脈沖作為水平軸伺服電機的位置指令,Y3輸出為水平方向指令;Y1輸出脈沖為垂直軸伺服電機的位置指令,Y4輸出脈沖為垂直方向脈沖指令。
工作臺連同伺服電機、減速器和噴槍的總重量為50 kg,滾珠絲桿的效率為90%,X軸電機的驅動功率約為160 W,Y軸電機的驅動功率約為140 W,均選用HFKP23型伺服電機,其額定功率為200 W。伺服電機編碼器的分辨率是262 144脈沖/r,電子齒輪比為:CMX:CDV=16 384:125,伺服電機轉一圈需要輸入的脈沖數(shù)為2000,其額定轉速為3000 r/min,伺服電機配減速比為30的減速器,工作臺滾珠絲桿轉速100 r/min,絲桿螺距10mm,工作臺行走速度1 m/min。
2.1.3 觸摸屏的選用
系統(tǒng)選用三菱GT1155-QTBD型觸摸屏,屏幕尺寸5.7英寸,分辨率為320點×240點。觸摸屏與PLC通信時用串口電纜RS422,可通過串口電纜RS232與個人計算機連接。
2.2 PLC控制系統(tǒng)輸入輸出分配表
系統(tǒng)啟動、急停、空壓機啟動和停止共需要4個按鈕開關,系統(tǒng)停止、手動模式和自動模式通過1個萬能轉換開關進行選擇,執(zhí)行原點回歸指令需要2個接近開關,為了避免雙軸運動工作臺在前進/后退、上升/下降過程中出現(xiàn)“超行程”故障,需要設置4個位置開關進行限位保護,因此一共需要13個輸入點。PLC的輸出信號有水平軸伺服電機脈沖輸出和方向信號、垂直軸脈沖輸出和方向信號、水平軸伺服電機啟動繼電器線圈、垂直軸伺服電機啟動繼電器線圈、空壓機啟動接觸器線圈、電弧噴涂設備啟動接觸器線圈,共需要6個輸出點[2]。PLC外部接線如圖4所示。
2.3 伺服電機控制系統(tǒng)電氣原理圖設計
伺服電機控制系統(tǒng)電氣線路圖如圖5所示。考慮到安全性的要求,防止執(zhí)行機構“超行程”導致設備損壞,需要在工作臺水平軸左右兩端設置極限開關SQ3和SQ4,在垂直軸上下兩端設置極限開關SQ5和SQ6,并將其常閉觸點接至伺服驅動器正反轉限位端口(LSP,LSN),常開觸點接至PLC的輸入端口。SQ1和SQ2分別是水平軸和垂直軸的原點開關,在執(zhí)行原點回歸指令時使用[2]。
3 電弧噴涂控制系統(tǒng)軟件設計
3.1 電弧噴涂控制系統(tǒng)人機界面的設計
系統(tǒng)采用三菱GT1155-QTBD型觸摸屏作為人機界面。手動控制窗口設置了“水平正轉點動”和“水平反轉點動”位開關,分別與PLC輔助繼電器M3、M4對應;設置了“垂直正轉點動”和“垂直反轉點動”位開關,分別與PLC輔助繼電器M5、M6對應。自動控制窗口設置“原點”、“啟動”、“停止”等位開關,分別與PLC輔助繼電器M0-M2對應;設置工作臺行走路線循環(huán)次數(shù)的輸入元件,與PLC的數(shù)據(jù)寄存器D10對應,同時設置一個輸入保存按鈕M7[2]。人機界面設計如圖6所示。
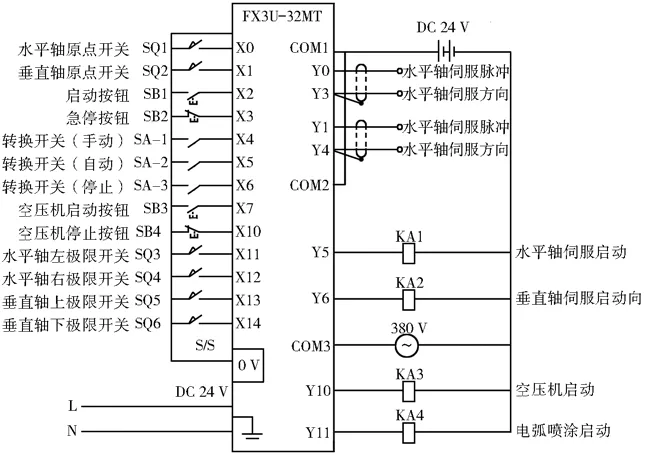
圖4 PLC外部接線

圖5 伺服電機控制系統(tǒng)電氣線路
3.2 PLC控制程序設計
3.2.1 PLC控制過程的程序流程
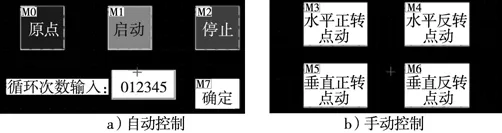
圖6 電弧噴涂控制系統(tǒng)人機界面
電弧噴涂金屬防護涂層一般生產工藝流程是:按下啟動按鈕,系統(tǒng)初始化,選擇自動控制模式,工作臺復位,啟動空壓機,延時待空氣壓力穩(wěn)定(通過減壓閥可保證出口壓力穩(wěn)定值0.4MPa),噴涂設備啟動,工作臺帶動噴槍按S形路線行走,完成試樣的噴涂任務。根據(jù)工藝流程和控制要求設計程序流程圖(圖7)。

圖7 PLC控制過程的程序流程
3.2.1 原點回歸的程序設計
程序使用原點回歸指令ZRN來實現(xiàn)雙軸運動工作臺的復位(圖8)。當操作者在觸摸屏上按原點開關M0時,水平軸伺服電機以原點回歸速度(頻率為100 kHz)向原點回歸,當原點開關由OFF變?yōu)镺N時,水平軸伺服電機以爬行速度(頻率為2000 Hz)繼續(xù)運行,當原點開關由ON變?yōu)镺FF時,該指令執(zhí)行完畢,M8029接通,垂直軸伺服電機開始執(zhí)行原點回歸指令,過程同水平軸伺服電機[2]。
3.2.2 工作臺控制的程序設計
在電弧噴涂金屬試樣的工作過程中,工作臺帶動噴槍按S路線行走,將霧化的防護材料熔滴均勻噴涂到試樣上。工作臺單次行走路線如圖9a)所示,如果要對外形尺寸為150×150的正方形試樣進行噴涂,那么工作臺的行走路線將重復4次,如圖9b)所示。行走路線的重復次數(shù)可從觸摸屏輸入,并與PLC的數(shù)據(jù)寄存器D10對應。
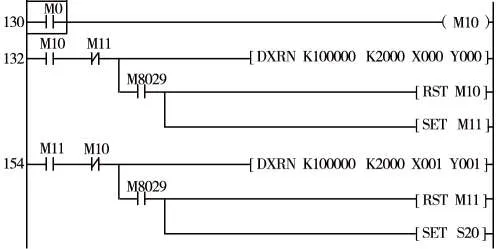
圖8 原點回歸程序
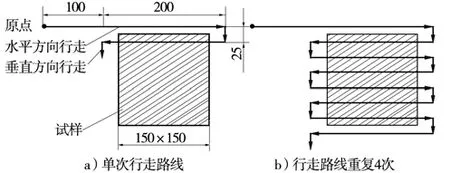
圖9 工作臺行走路線示意
工作臺的X軸(水平軸)和Y軸(垂直軸)分別由兩臺伺服電機順序驅動,控制程序采用步進順序控制指令,其中水平軸伺服電機的運行控制使用絕對位置定位指令DRVA,垂直軸電機的運行控制使用相對位置定位指令DRVI。控制程序設計如圖10所示。程序執(zhí)行到S22步,觸摸啟動按鈕M1,水平軸伺服電機正轉,驅動工作臺向右以1 m/min的速度(頻率為100 kHz)移動到距離原點300mm(頻率為18 000 kHz)的位置,指令執(zhí)行完畢后M8029接通,執(zhí)行S23步。S23步垂直軸伺服電機正轉,驅動工作臺以1 m/min的速度(頻率為100 kHz)向下移動25mm(頻率為1500 kHz),指令執(zhí)行完畢后M8029接通,執(zhí)行S24步。S24步水平軸伺服電機反轉,驅動工作臺向左以1m/min的速度(頻率為100 kHz)移動到距離原點100mm(頻率為6000 kHz),指令執(zhí)行完畢后M8029接通,執(zhí)行S25步。S25步垂直軸伺服電機正轉,驅動工作臺以1 m/min的速度(頻率為100 kHz)向下移動25mm(頻率為1500 kHz),指令執(zhí)行完畢后M8029接通,執(zhí)行S26步。S26步計數(shù)器C0計數(shù),當計數(shù)次數(shù)達到寄存器D10中設定的數(shù)值時,程序回到S0初始步,次數(shù)沒有達到則重復S22到S26步。步進順控程序的狀態(tài)轉移圖如圖11所示。
4 結束語
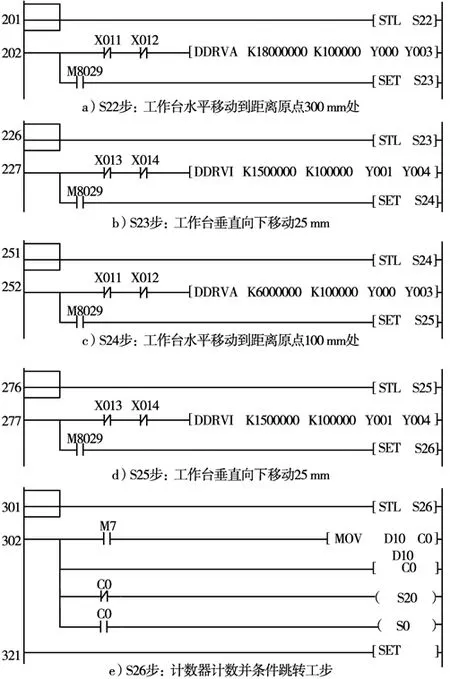
圖10 工作臺步進順序控制程序

圖11 順序控制狀態(tài)轉移
改進后的電弧噴涂自動控制系統(tǒng),采用PLC控制噴槍工作臺的行走路線,有結構簡單、定位可靠、編程簡單、控制精度高、成本低等優(yōu)點,不僅提高了電弧噴涂的涂層質量,降低了涂層的孔隙率,還改善了噴涂操作環(huán)境,提高了工作效率,基本能夠滿足實驗室制備電弧噴涂金屬涂層試樣的需求,為實驗人員進一步研究金屬涂層的性能提供了技術支持。但是,這臺設備的電弧噴涂的噴涂電壓、噴涂電流和送絲電壓等參數(shù)的控制和設置仍然沒有納入PLC控制系統(tǒng),仍有改進空間。如果想要研究比較同一種噴涂材料在不同的噴涂電流和噴涂電壓下的涂層性能,那么就應考慮加裝基于PLC和觸摸屏的電壓電流選擇系統(tǒng)。
[1]才鶴.海綿鈦反應器防護涂層自動噴涂裝置設計[D].沈陽:沈陽工業(yè)大學,2012.
[2]胡志剛.基于三菱PLC的伺服電機控制系統(tǒng)設計[J].價值工程,2017,36(5):80-81.
[3]丁洪旗,劉彥良.基于三菱PLC和觸摸屏的自動噴涂控制系統(tǒng)的設計與實現(xiàn)[J].電工技術,2011(12):36-37.
[4]三菱電機自動化有限公司.三菱FX3G.FX3U用戶手冊(定位控制篇)[Z].上海:三菱電機自動化有限公司,2003.
[5]三菱電機自動化有限公司.三菱MR-J3-A伺服放大器技術資料集[Z].上海:三菱電機自動化有限公司,2005.
[6]劉明,段盛開,劉小明.PLC技術及應用:三菱[M].廣州:世界圖書出版廣東有限公司,2013.
[7]姜銀方.現(xiàn)代表面工程技術[M].北京:化學工業(yè)出版社,2006.
[8]何用輝.自動化生產線安裝與調試[M].北京:機械工業(yè)出版社,2015.
TH138
B
〔編輯 吳建卿〕
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電信科學(2016年10期)2016-11-23 05:11:56
時代農機(2015年3期)2015-11-14 01:14:29
科技傳播(2015年20期)2015-03-25 08:20:30
信息安全研究(2015年3期)2015-02-28 20:18:12
西安航空學院學報(2014年5期)2014-07-13 01:27:52
家電科技(2014年5期)2014-04-16 03:11:28
汽車零部件(2014年2期)2014-03-11 17:46:27