黃銅角閥開裂原因分析
2018-01-04 00:55:45,,
理化檢驗(物理分冊) 2017年11期
關鍵詞:分析
, ,
(廣東檢驗檢疫技術中心, 廣州510623)
黃銅角閥開裂原因分析
曹標,譚瑩,李小敏
(廣東檢驗檢疫技術中心, 廣州510623)
某公司生產的廚房用角閥在安裝使用約4個月后,部分發生開裂。通過斷口宏微觀分析、化學成分分析、硬度測試、金相檢驗、氨熏試驗等手段,對角閥開裂的原因進行了分析。結果表明:角閥失效屬于應力腐蝕開裂,角閥裝配應力過大是導致其發生應力腐蝕開裂的主要原因。
黃銅角閥; 開裂; 應力腐蝕; 裝配應力
某衛浴產品企業生產的1萬多個廚房洗菜盤安裝用黃銅角閥,在使用約4個月后部分發生開裂。該角閥安裝在洗菜盤下方,開裂位置在PP-R接頭的管口部位。角閥材料為HPb58-2黃銅,表面鍍鉻。圖1為開裂角閥外觀,其螺牙頂部出現嚴重的變形痕跡,鍍鉻層被擠開露出銅基體,且這種現象在開裂角閥中具有一定的普遍性,見圖2。

圖1 開裂角閥外觀Fig.1 Appearance of the cracked angular valves
筆者運用斷口觀察、化學成分分析、硬度測試、金相檢驗等方法,對黃銅角閥的開裂失效原因進行了分析,并提出了改進建議,為黃銅角閥的生產和合理使用提供參考。
1 理化檢驗
1.1 斷口宏觀觀察
圖3為典型的開裂角閥斷口宏觀形貌,可以看出,斷口未見明顯變形,表面覆蓋一層腐蝕產物,且內壁表面腐蝕顏色較外壁表面的深,這表明開裂起始于內壁,即裂紋由內向外擴展。

圖3 角閥斷口宏觀形貌Fig.3 Macro morphology of fracture surface of the angular valve
1.2 斷口微觀分析
圖4為典型的角閥斷口微觀形貌,可見斷口呈典型的解理斷裂特征。使用X射線能譜儀分析斷口表面的腐蝕產物成分,發現斷口表面腐蝕區均可檢測到腐蝕性元素硫、氧、氯等,見圖5。
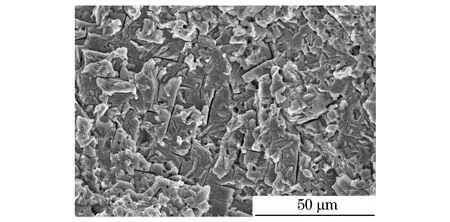
圖4 角閥斷口的微觀形貌Fig.4 Micro morphology of fracture surface of the angular valve
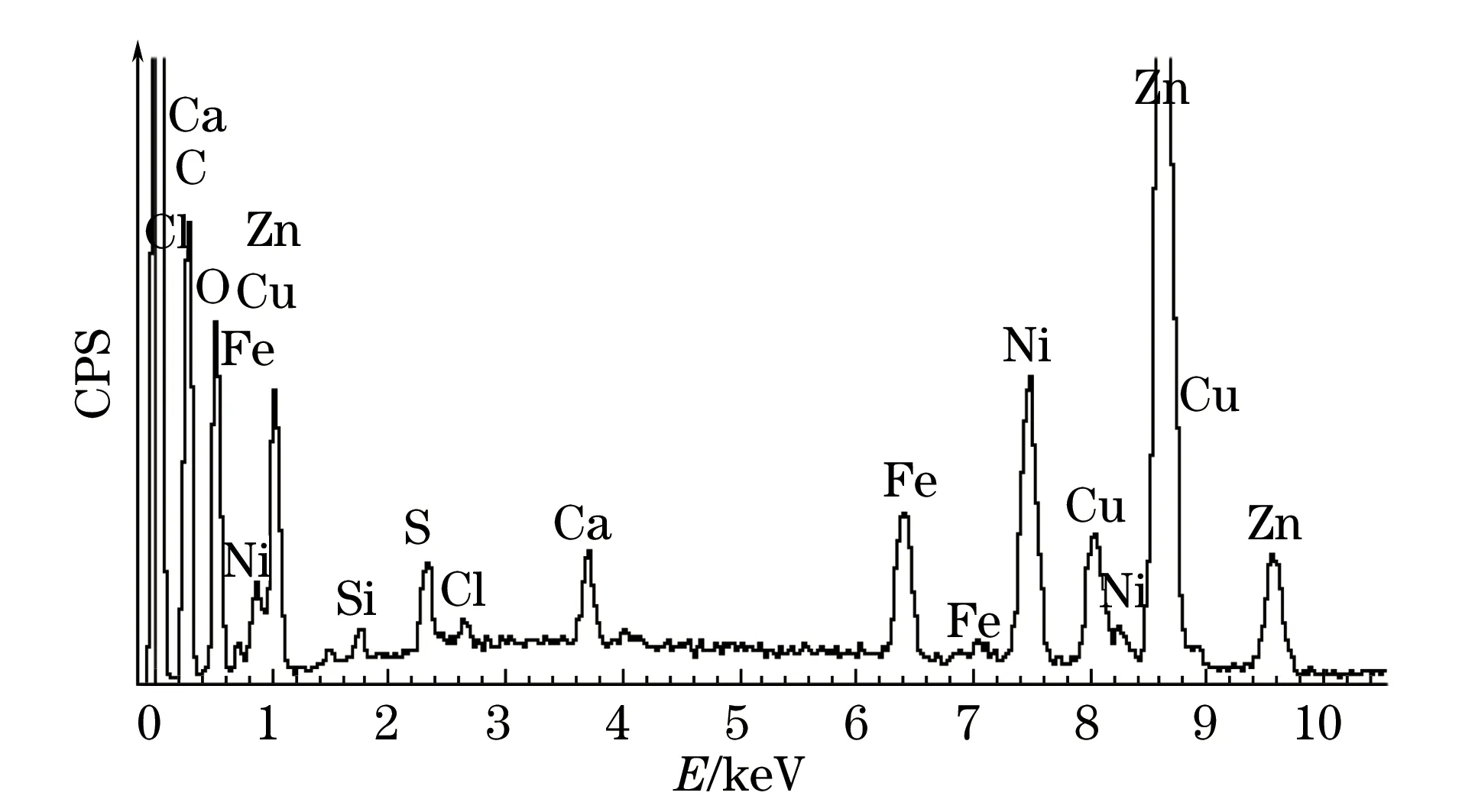
圖5 角閥斷口表面腐蝕產物能譜分析結果Fig.5 Analysis results of energy spectrum of corrosion products on fracture surface of the angular valve
上述斷口分析結果顯示,角閥斷口未見明顯的宏觀變形,裂紋源處于內表面,斷口微觀呈解理脆性斷裂特征,表面腐蝕產物中有腐蝕性元素硫、氧、氯等,這些均屬典型的應力腐蝕開裂特征。這表明,角閥開裂屬于應力腐蝕開裂[1]。
1.3 化學成分分析
按設計要求,角閥材料為HPb58-2黃銅。取代表性角閥分析其化學成分,結果如表1所示。結果表明,角閥材料符合GB/T 5231-2012對HPb58-2黃銅化學成分的要求。
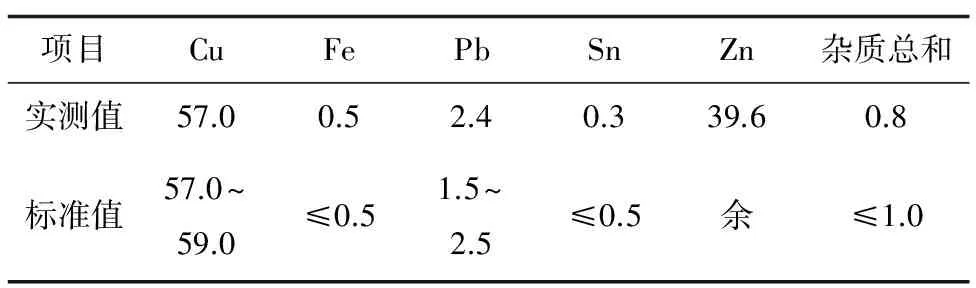
表1 角閥化學成分分析結果(質量分數)Tab.1 Analysis results of chemical compositions of theangular valve (mass fraction) %
1.4 硬度測試
為了了解角閥力學性能的均勻性,隨機選擇3個同時期安裝的代表性角閥進行顯微硬度測試,比較了開裂區與未開裂區的硬度差別,并與未開裂角閥的硬度進行比較,結果如表2所示。可以看出,開裂角閥的開裂區與未開裂區硬度沒有明顯差別,同時期的開裂角閥與未斷裂角閥的硬度也基本一致。由此判斷,開裂角閥的力學性能基本均勻。
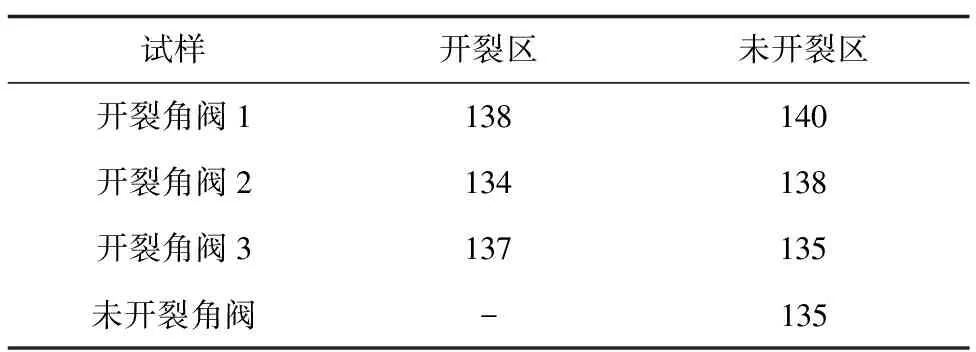
表2 角閥的硬度測試結果Tab.2 Hardness testing results of the angular valves HV
1.5 金相檢驗
對開裂角閥斷面附近截面進行金相檢驗,可見裂紋呈分叉狀,見圖6。這是應力腐蝕開裂的一個典型特征[1],進一步表明角閥開裂屬于應力腐蝕開裂。
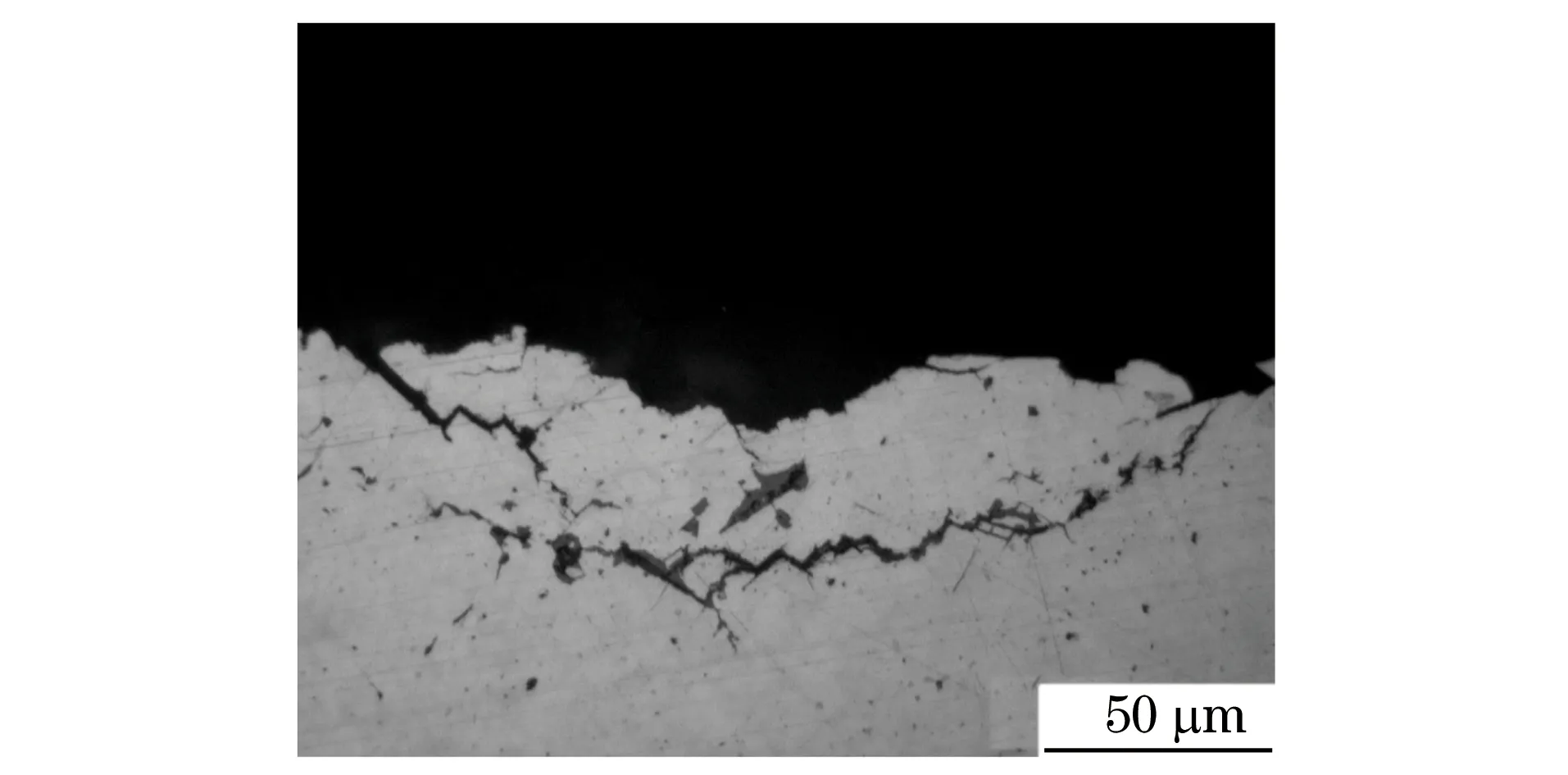
圖6 裂紋分叉形貌Fig.6 Bifurcation morphology of cracks
圖7和圖8分別為開裂角閥開裂區和未開裂區的顯微組織形貌。可以看出,角閥開裂區與未開裂區的顯微組織相同,均為深色基體β相+白色條塊狀α相。
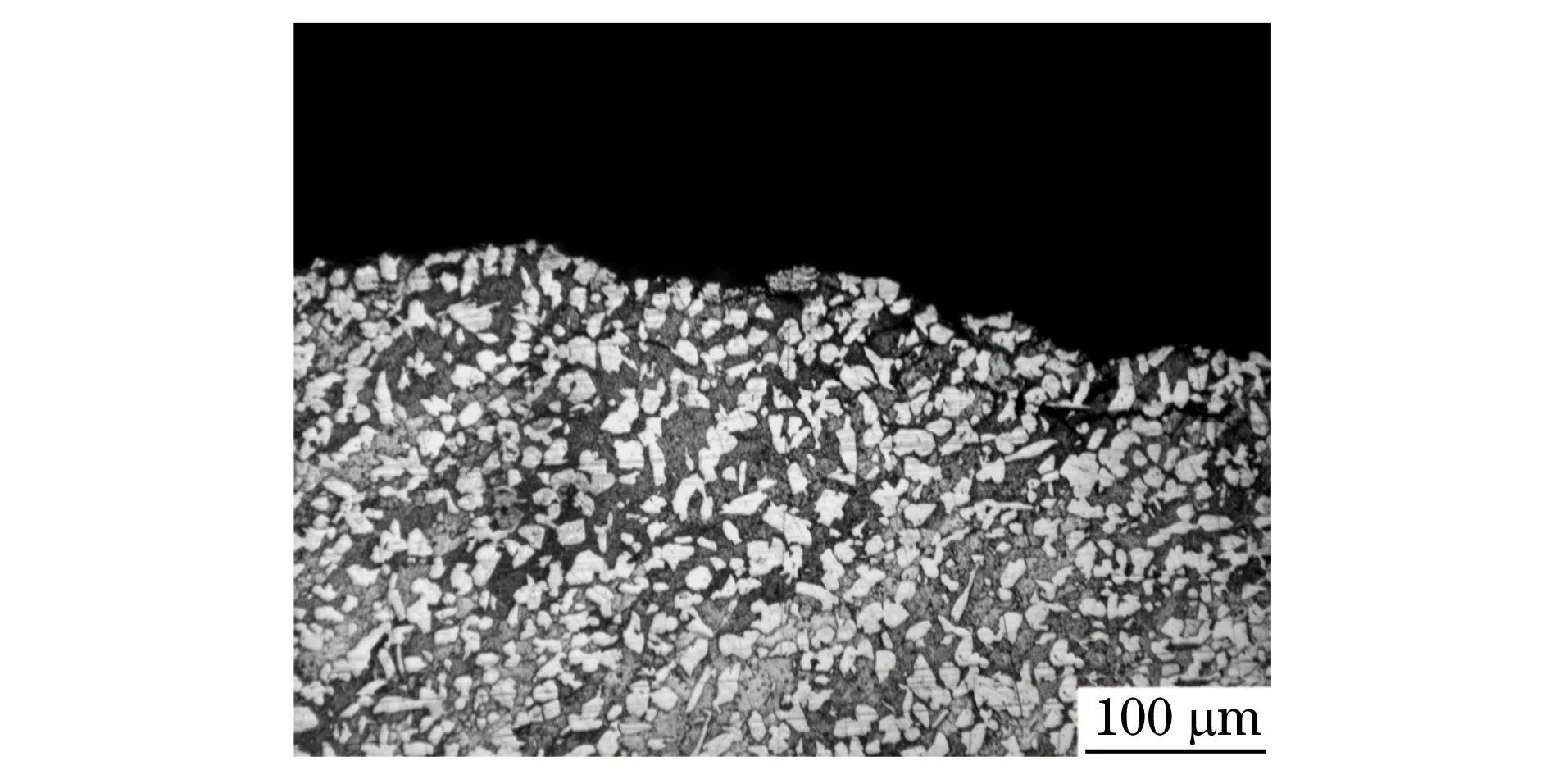
圖7 開裂角閥斷裂區的顯微組織形貌Fig.7 Microstructure morphology of fracture area of the cracked angular valve
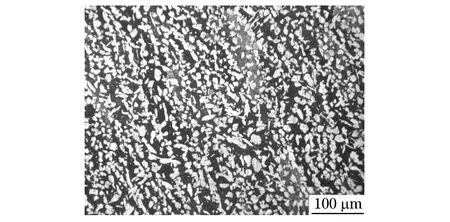
圖8 開裂角閥未斷裂區的顯微組織形貌Fig.8 Microstructure morphology of non-fracture area of the cracked angular valve
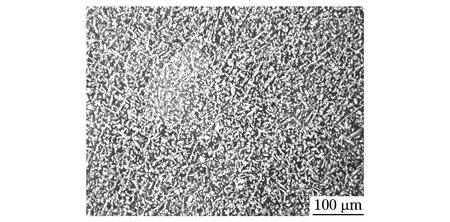
圖9 開裂角閥中心區域的顯微組織形貌Fig.9 Microstructure morphology of central area of the cracked angular valve
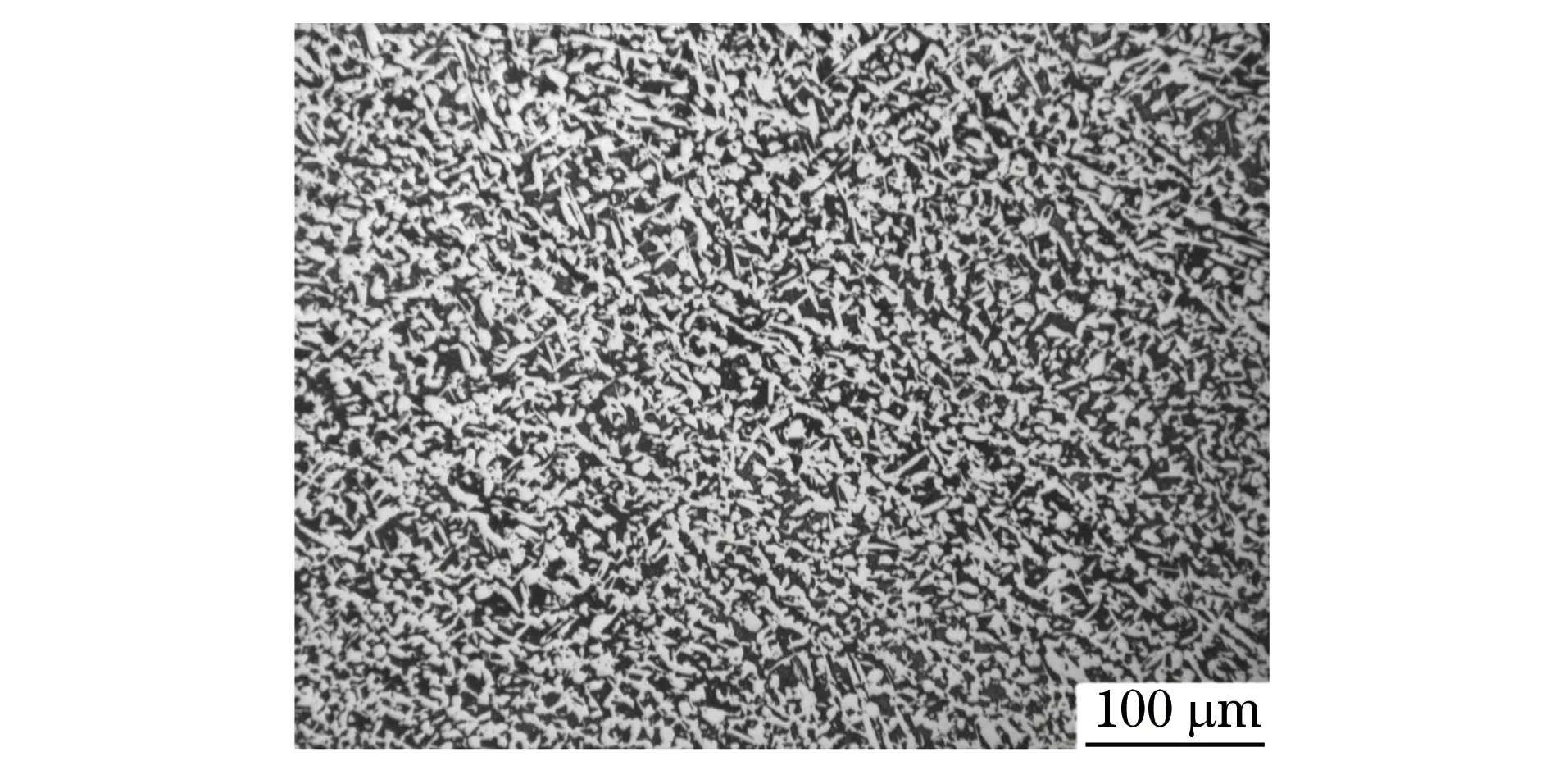
圖10 未開裂角閥中心區域的顯微組織形貌Fig.10 Microstructure morphology of central area of the non-cracked angular valve
圖9和圖10分別為開裂角閥和未開裂角閥中心區域的顯微組織形貌。可以看出,開裂角閥和未開裂角閥的顯微組織沒有明顯差異,且無冶金質量缺陷,顯微組織均為深色基體β相+白色條塊狀α相。
1.6 氨熏試驗
為了檢測角閥的應力腐蝕開裂敏感性,模擬安裝使用狀態,并依照YS/T 814-2012《黃銅制品應力腐蝕試驗方法》進行氨熏試驗。
按照對應的產品標準GB/T 26712-2011,該角閥的公稱直徑為15 mm(俗稱1/2″管),可承受的扭力矩為61 N·m。選擇兩個角閥分別與不銹鋼彎頭進行裝配,其中一個正常裝配(試樣1),使其扭力矩達到標準規定的上限61 N·m,為便于試驗比較,另一個裝配(試樣2)時,其扭力矩超過標準規定的上限達到70 N·m;另外再選擇一個未與彎頭裝配的角閥(試樣3),同時一起進行氨熏試驗。試驗結果如表3所示。試驗結果表明:在標準規定的裝配扭矩下,角閥能通過應力腐蝕開裂敏感性試驗;當超出標準規定的裝配扭矩時,角閥不能通過應力腐蝕開裂敏感性試驗,出現應力腐蝕開裂。
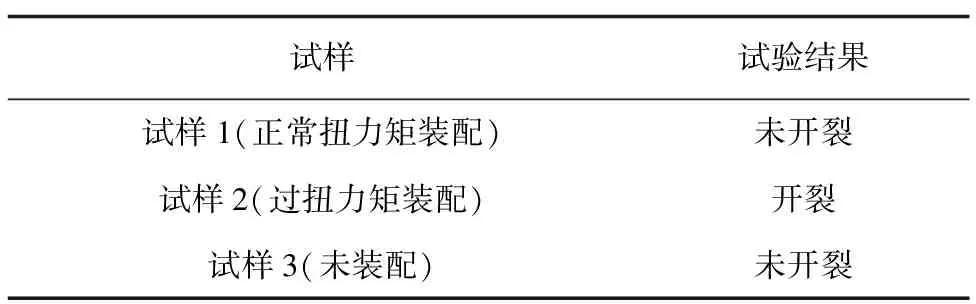
表3 角閥的氨熏試驗結果Tab.3 Ammonia testing results of the angular valves
2 綜合分析
HPb58-2黃銅具有良好的力學性能、加工性能及耐腐蝕性能,廣泛用于制作衛浴產品、供排水管、獎章、蛇形管、冷凝管、彈殼及各種形狀復雜的沖制品、小五金件等。黃銅具有良好的耐腐蝕性能,但對應力腐蝕開裂比較敏感,特別是鋅含量大于15%(質量分數)的黃銅具有較高的應力腐蝕開裂敏感性[2-3]。因此,黃銅加工成型后需要進行消除應力處理,以減輕應力腐蝕開裂傾向;在腐蝕介質方面,黃銅對含硫的腐蝕介質有較大的應力腐蝕開裂敏感性,如環境中有腐蝕性元素硫、氧、氯等存在時,則會加快應力腐蝕開裂的發生[4-5]。
由斷口分析、金相檢驗及能譜分析結果可知,角閥斷口未見明顯的宏觀變形,裂紋源處于內表面,裂紋呈分叉狀,斷口微觀呈解理脆性斷裂特征,斷口表面腐蝕產物中有腐蝕性元素硫、氧、氯等,這些特征表明,角閥開裂屬于典型的應力腐蝕開裂。應力腐蝕開裂需滿足兩個條件,一是有腐蝕介質,二是有應力特別是拉應力的作用,因而可以推斷,這些開裂的角閥內部存在一定的拉應力。有資料[2]指出,這種拉應力經常來源于焊接、冷加工、熱處理以及裝配等工序。
從理化檢驗結果可知,制備角閥的原材料化學成分符合GB/T 5231-2012對HPb58-2黃銅的要求,且顯微組織正常,未見顯微組織缺陷,力學性能均勻,材料及組織都不存在明顯的缺陷。
氨熏試驗結果表明:在標準規定的裝配扭矩下角閥能通過應力腐蝕開裂敏感性試驗;而如果以超出標準規定的扭矩裝配角閥時,角閥則不能通過應力腐蝕開裂敏感性試驗而出現應力腐蝕開裂。這表明,正是角閥中存在較大的裝配應力,導致角閥在腐蝕介質的作用下產生應力腐蝕開裂。
3 結論及建議
角閥失效屬于典型的應力腐蝕開裂,角閥裝配應力過大是導致其發生應力腐蝕開裂的主要原因。
建議裝配黃銅角閥時應控制裝配力度,避免在角閥中留下過大的內應力,引起角閥早期失效。
[1] 張棟,鐘培道,陶春虎,等.失效分析[M].北京:國防工業出版社,2004:192-197.
[2] 姚祖德,姚良均,郭鴻運,等.銅及銅合金材料手冊[M].北京:科學出版社,1993.
[3] 楊曉,張先鋒,苗富貴,等.H62黃銅套管環境致裂行為分析[J].理化檢驗-物理分冊,2015,51(4):283-285.
[4] 時軍波,徐娜,李永德,等.卡車輪胎氣門嘴開裂失效分析[J].熱加工工藝,2014,43(16):218-221.
[5] 呂淵.風機盤管排氣閥開裂原因分析[J].理化檢驗-物理分冊,2015,51(8):600-602.
AnalysisonCrackingReasonsofBrassAngularValves
CAOBiao,TANYing,LIXiaomin
(Guangdong Inspection and Quarantine Technology Center, Guangzhou 510623, China)
Some brass angular valves used for kitchens produced by a factory cracked after use for about 4 months. Means, such as macroscopic and microscopic fracture analysis, chemical composition analysis, hardness testing, metallographic inspection, and ammonia test, were used to investigate cracking reasons of the brass angular valves. The results show that: the failure of angular valves resulted from the stress corrosion; the stress corrosion cracking was mainly caused by too big assembling stress of angular valves.
brass angular valve; cracking; stress corrosion; assembling stress
10.11973/lhjy-wl201711018
TG115.2
B
1001-4012(2017)11-0841-03
2016-11-30
曹 標(1963-),男,研究員,博士,主要從事金屬材料檢測、失效分析工作,caob@iqtc.cn
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06
