非PVC三層共擠輸液用膜生產工藝處方的改進研究
2018-01-16 02:31:16林艷華姜大公
機電信息 2018年2期
關鍵詞:生產
曲 晶 林艷華 姜大公
(1.吉林敖東洮南藥業股份有限公司,吉林白城137100;2.山東威高藥業集團股份有限公司,山東威海264200)
0 引言
非PVC三層共擠輸液用膜[1]作為輸液產品的軟包裝用材料,近幾年獲得了飛速的發展,它能夠滿足大輸液包裝安全、無菌和易處理的基本要求,且具有便捷、經濟和綠色環保的特點。非PVC三層共擠輸液用膜是一種理想的大輸液包裝材料,它既克服了原玻璃瓶易碎、體積和重量大、污染空氣、運輸和回收費用高等缺陷,又避免了原PVC膜有害成分污染藥液、危害人體健康情況的發生,且深埋和焚燒PVC膜均會產生有害物質污染環境和空氣,不符合環保要求。
目前,我國軟袋大輸液產品的灌裝生產線所用的非PVC三層共擠輸液用膜主要是由德國玻利西尼公司生產的。國內的朗活醫藥耗材(北京)有限公司、寧波華豐包裝有限公司、南京泰邦生物醫用材料有限公司、江蘇中金瑪泰醫藥包裝有限公司等也生產非PVC三層共擠輸液用膜,但是產量較低,且產品質量尚未得到各大制藥企業的認可,與進口產品相比仍然有比較大的差距。這些差距產生的原因主要體現在生產工藝處方上,生產工藝處方決定了非PVC三層共擠輸液用膜的各種性能,主要包括阻絕空氣、印刷、阻水、抗滲透、彈性、無毒、熱封性、相容性等,因此對傳統的非PVC三層共擠輸液用膜的生產工藝處方進行改進,可以有效提高上述各種性能,從而保證產品質量,給企業帶來可觀的經濟效益。
鑒于非PVC三層共擠輸液用膜的各項技術指標嚴重影響了軟袋大輸液的產品質量,因此有必要對非PVC三層共擠輸液用膜的生產工藝處方進行改進研究,以便生產出的非PVC三層共擠輸液用膜能夠滿足軟袋大輸液產品的質量需求,使軟袋大輸液產品的檔次和附加值得到有效提升。
1 試驗材料
1.1 設備
非PVC三層共擠輸液用膜生產線,廣東金明精機股份有限公司;非PVC軟袋大輸液生產線,楚天科技股份有限公司;拉力試驗機,東莞市力顯儀器科技有限公司;燈檢機,天津市精拓儀器科技有限公司;BBA231電子臺秤,梅特勒-托利多。
1.2 原輔料
現在國內各企業生產非PVC三層共擠輸液用膜的工藝處方[2]一般都是:外層為機械強度較高的聚酯或聚丙烯,中間層為聚丙烯與不同比例的彈性材料混合或SEBS(苯乙烯-乙烯-丁烯-苯乙烯),內層為聚丙烯與SEBS共聚物的混合。
三層共擠輸液用膜各層的性能分別為:外層,阻絕空氣,保證良好的印刷性能;中間層,阻水并具有抗滲透性和彈性;內層,無毒,良好的熱封性和彈性,與藥液具有很好的相容性。
1.2.1 改進前的工藝處方
外層為聚丙烯,中間層為聚丙烯與美國科騰1645混合物(比例為1∶0.5),內層為聚丙烯與美國科騰1645混合物(比例為1∶1)。
1.2.2 改進后的工藝處方
外層為改性聚丙烯,中間層為改性聚丙烯與國產YH506混合物(比例為1∶0.5),內層為改性聚丙烯與國產YH506混合物(比例為1∶1)。
1.2.3 非PVC三層共擠輸液用膜的制備
按照非PVC三層共擠輸液用膜改進前后的工藝處方和制備工藝生產兩個樣品,分別為樣品1和樣品2。
(1)配料:采用重量流量控制技術精確地控制擠出機的擠出量,及時測出實際值與設定值的偏差,自動調節擠出螺桿轉速,相應地改變擠出量,從而將共擠薄膜各層次厚度與設定值的偏差控制在很小范圍內。
(2)成型:設置、調節分流道和平膜頭,使分流道中各層的流速適宜。
(3)定型:調節冷卻輥定邊裝置、真空吸氣罩及氣刀,使薄膜的內、外兩個表面得到充分冷卻。
(4)測厚:采用在線連續掃描測量方式及時將測量結果反饋給自動平膜頭,自動調節膜厚度。
(5)收卷:用雙重盤繞收卷,保護內表面在使用前不受污染。
2 研究方法與結果
2.1 研究方法
利用同一條非PVC軟袋大輸液生產線分別使用非PVC三層共擠輸液用膜樣品1和樣品2進行生產,批量為8 400袋/批,生產批數為6批,通過統計設備焊合參數、軟袋大輸液產量、灌裝崗位空袋廢袋數量、灌裝崗位空袋廢袋率、灌裝不合格品數量、灌裝不合格品率、生產效率、生產間斷次數、燈檢不合格品數量、燈檢不合格品率等數據,對比兩種樣品膜的優缺點。
2.2 研究結果
2.2.1 焊合參數
兩種樣品膜的焊合參數對比如表1所示。結論:兩種樣品膜焊合參數相差不大。
2.2.2 拉力試驗
兩種樣品膜的拉力試驗對比如圖1所示。
結論:在做拉力試驗時,樣品1和樣品2的拉力試驗結果都符合標準(拉力大于30 N),但樣品2的拉力更大一些,達到標準后再繼續拉伸,樣品1易斷裂,而樣品2不易斷裂。
2.2.3 軟袋大輸液灌裝崗位空袋、廢袋數量對比
由于擠膜時各因素影響,往往造成周邊熱合不合格、口管熱合不合格、印字不合格、袋體變形,軟袋大輸液灌裝崗位空袋、廢袋數量對比如圖2所示。
結論:在生產過程中,樣品1的灌裝崗位空袋、廢袋數量要高于樣品2。
2.2.4 軟袋大輸液灌裝崗位空袋、廢袋率對比
兩種樣品膜的軟袋大輸液灌裝崗位空袋、廢袋率對比如圖3所示。
結論:在生產過程中,樣品1的灌裝崗位空袋、廢袋率要高于樣品2。

表1 焊合參數對比
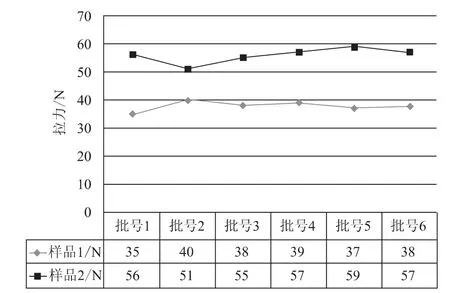
圖1 拉力試驗對比
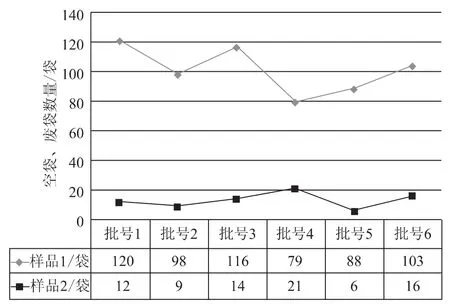
圖2 軟袋大輸液灌裝崗位空袋、廢袋數量對比
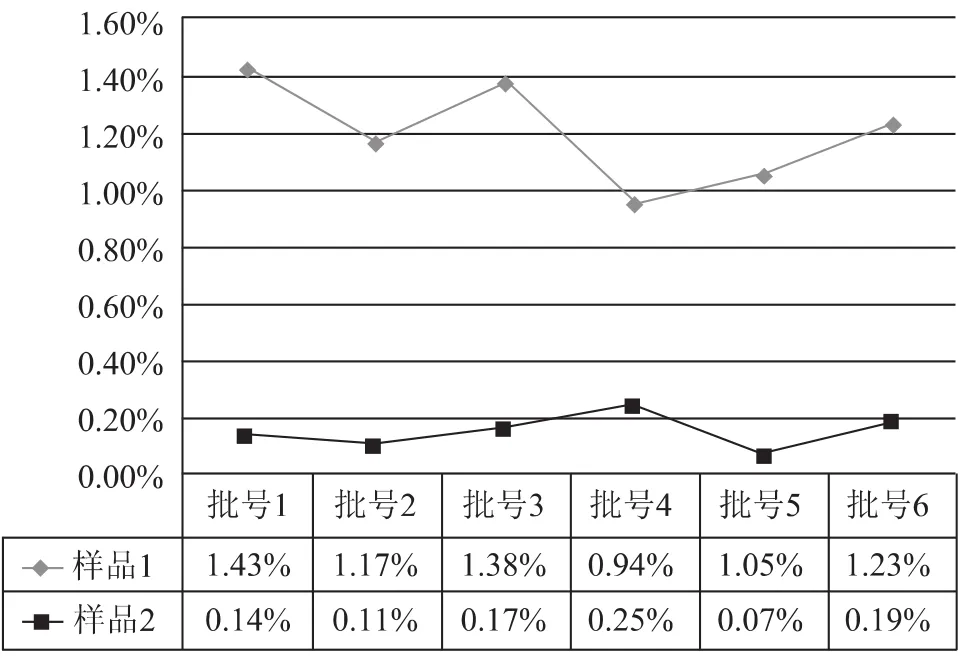
圖3 軟袋大輸液灌裝崗位空袋、廢袋率對比
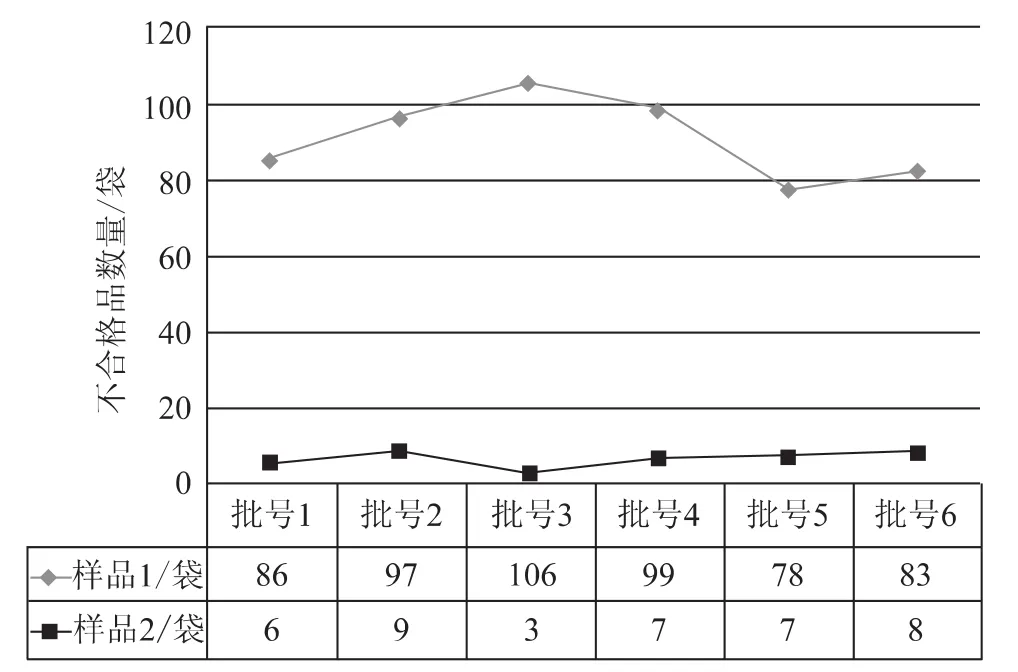
圖4 軟袋大輸液灌裝不合格品數量對比
2.2.5 軟袋大輸液灌裝不合格品數量對比
軟袋大輸液灌裝不合格品(周邊熱合不合格、口管熱合不合格、印字不合格)數量對比如圖4所示。
結論:在生產過程中,樣品1的灌裝不合格品數量要高于樣品2。
2.2.6 軟袋大輸液灌裝不合格品率對比
兩種樣品膜的軟袋大輸液灌裝不合格品率對比如圖5所示。
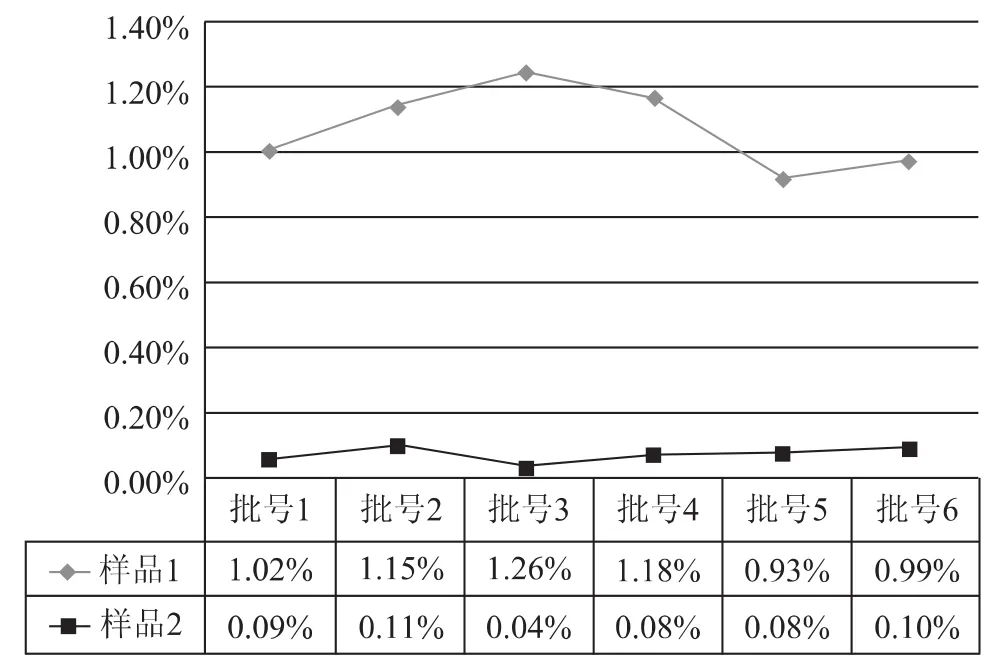
圖5 軟袋大輸液灌裝不合格品率對比
結論:在生產過程中,樣品1的灌裝不合格品率要高于樣品2。
2.2.7 軟袋大輸液產量對比
兩種樣品膜的軟袋大輸液產量對比如圖6所示。
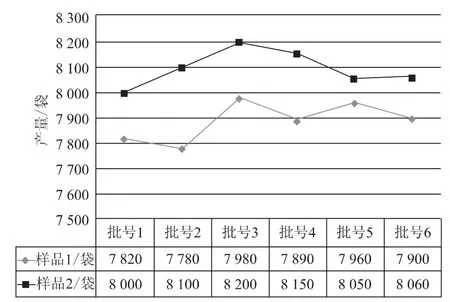
圖6 軟袋大輸液產量對比
結論:在生產過程中,樣品1的損耗大、產量低;樣品2的損耗小、產量高。
2.2.8 軟袋大輸液生產效率對比
兩種樣品膜的軟袋大輸液生產效率對比如圖7所示。
結論:在生產過程中,樣品1的生產效率要低于樣品2。
2.2.9 軟袋大輸液生產間斷次數對比
兩種樣品膜的軟袋大輸液生產間斷次數對比如圖8所示。
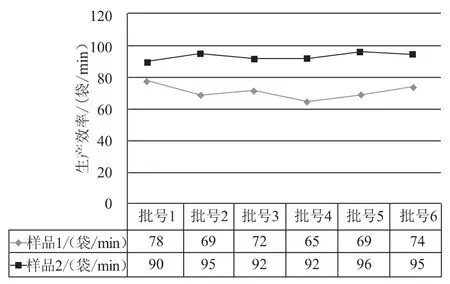
圖7 軟袋大輸液生產效率對比
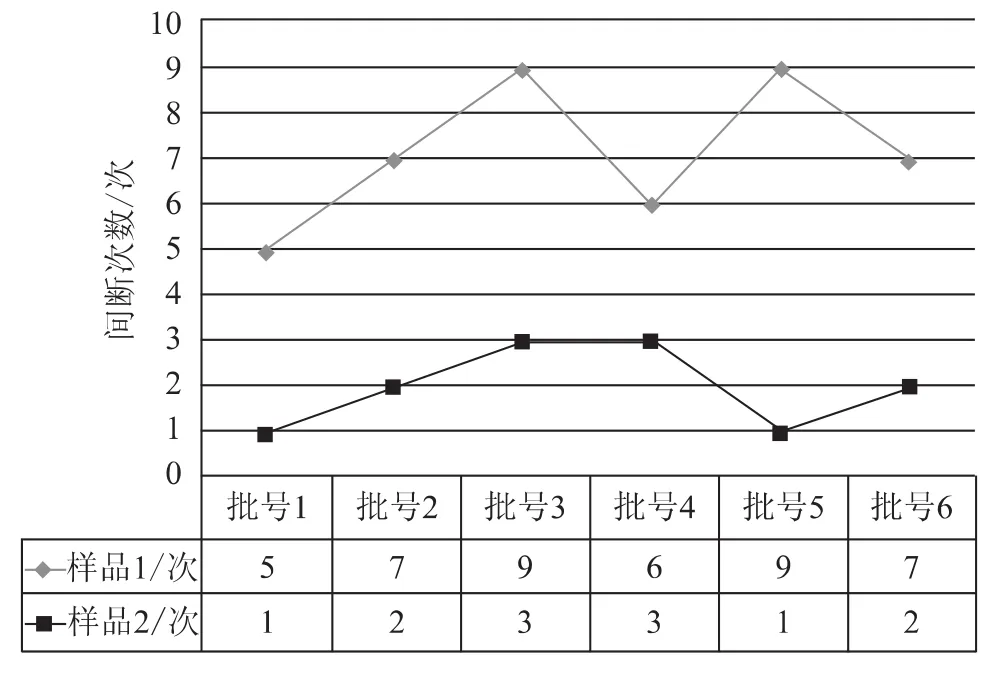
圖8 軟袋大輸液生產間斷次數對比
結論:在生產過程中,樣品1的生產間斷次數要高于樣品2。
2.2.10 軟袋大輸液燈檢不合格品數量對比
兩種樣品膜的軟袋大輸液燈檢不合格品(膜材里有異物、延展不良、漏液)數量對比如圖9所示。
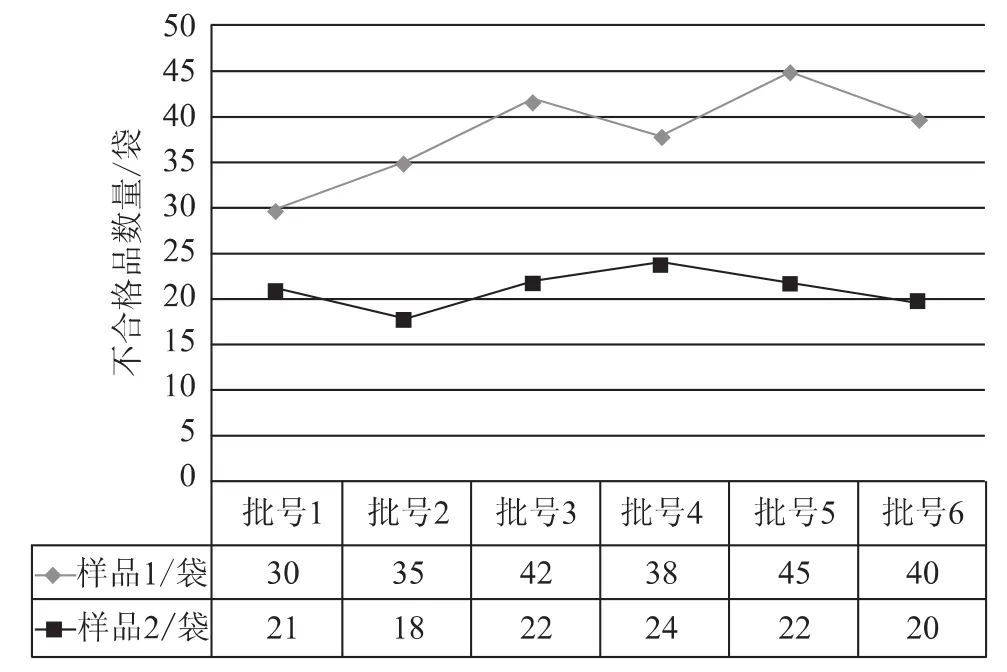
圖9 軟袋大輸液燈檢不合格品數量對比
結論:在生產過程中,樣品1的燈檢不合格品數量要高于樣品2。
2.2.11 軟袋大輸液燈檢不合格率對比
兩種樣品膜的軟袋大輸液燈檢不合格率對比如圖10所示。
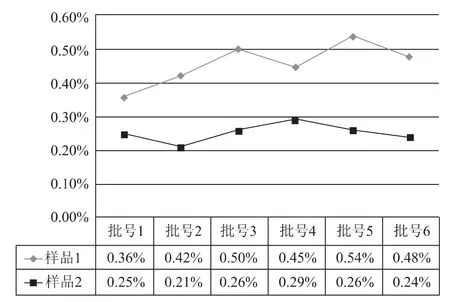
圖10 軟袋大輸液燈檢不合格率對比
結論:在生產過程中,樣品1的燈檢不合格品率要高于樣品2。
2.2.12 軟袋大輸液抗跌落試驗對比
兩種樣品膜的軟袋大輸液抗跌落試驗對比如圖11所示。
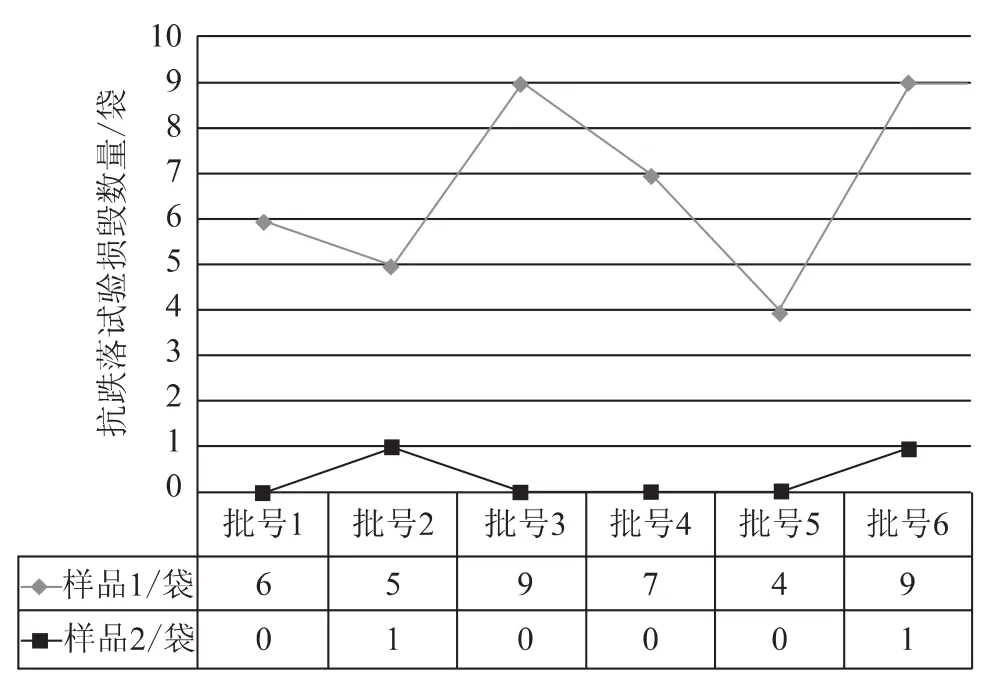
圖11 軟袋大輸液抗跌落試驗對比
結論:在抗跌落試驗過程中,樣品1的損毀數量要高于樣品2。
3 結語
本文通過對非PVC三層共擠輸液用膜樣品1和樣品2進行試驗對比發現:樣品1和樣品2的整體質量均勻,無可見異物。樣品2透明度高、膜較軟,柔韌性更好,在做拉力試驗時,雖然兩種膜都符合標準(拉力大于30 N),但是達到標準后再繼續拉伸,樣品1易斷裂,樣品2不易斷裂。其他數據如產量、空袋廢袋數量、空袋廢袋率、灌裝不合格品數量、灌裝不合格品率、燈檢不合格品數量、燈檢不合格品率、生產效率、生產間斷次數等對比表明,樣品2的數據指標都要優于樣品1。
這樣看來,非PVC三層共擠輸液用膜樣品2的生產工藝處方要優于樣品1,它能夠提高軟袋大輸液的產量、生產效率、成品率,保證產品質量,同時樣品2的生產原料比樣品1每噸節省5 000余元,能給企業帶來可觀的經濟效益。
[1]程聯芳,劉子明.非PVC輸液膜的加工及應用[J].廣東包裝,2011,7(2):23-25.
[2]楊澤民,陳吉生,馮瑞智,等.非PVC多層共擠膜輸液袋的研制及質量標準[J].中國藥房,2003,14(7):395-397.
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
