一種重型U型鋼板樁冷彎-加熱循環工藝創新設計研究
2018-01-18 05:18:24王學鋼韓亞飛
制造業自動化 2017年11期
潘 露,王學鋼,韓亞飛,朱 葉
(1.安徽機電職業技術學院 機械系,蕪湖 241000;2.太原華冶設備研究所,太原 030002)
0 引言
鋼板樁是一種邊緣帶有鎖口爪部,且鎖口爪部相互組合聯接形成一種連續緊密的直接打入土中的用于擋土或者擋水的新型環保型鋼。鋼板樁主要通過冷彎及熱軋成形,冷彎成形主要用于生產厚度較薄的輕型鋼板樁,目前厚度6mm以上重型U型鋼板樁主要采用熱軋法生產,但是熱軋生產重型鋼板樁投資大、生產周期長,因此熱軋重型鋼板樁生產成本高,近年來,國內出現了使用冷加工焊接與結合的方法生產復雜鋼板樁的新工藝[1,2]。
本文根據某公司9mm重型U型鋼板樁工藝要求,采用冷彎工藝+間歇局部加熱的工藝代替傳統熱軋工藝,制定了完整的冷彎工藝方案,并應用于某鋼板樁生產線。
1 重型U形鋼板樁冷彎成形工藝設計
圖1所示為某公司9mm重型U型鋼板樁成品外形。根據彎曲工藝要求將成品分為A、B、C、D、E、F、G共11個彎曲部位,其中爪部E/G為鎖扣彎曲部位,鎖扣聯接如圖2所示。
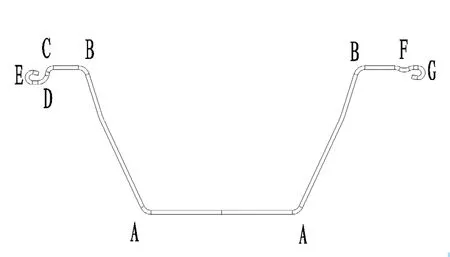
圖1 9mm重型鋼板樁成品示意圖
1.1 冷彎方案設計
本項目冷彎-加熱循環工藝路線為:
鋼卷準備——開卷——矯直——剪切——冷彎(間歇局部加熱)——矯直——收集冷卻—打捆入庫。
1.2 冷彎-加熱循環方案設計
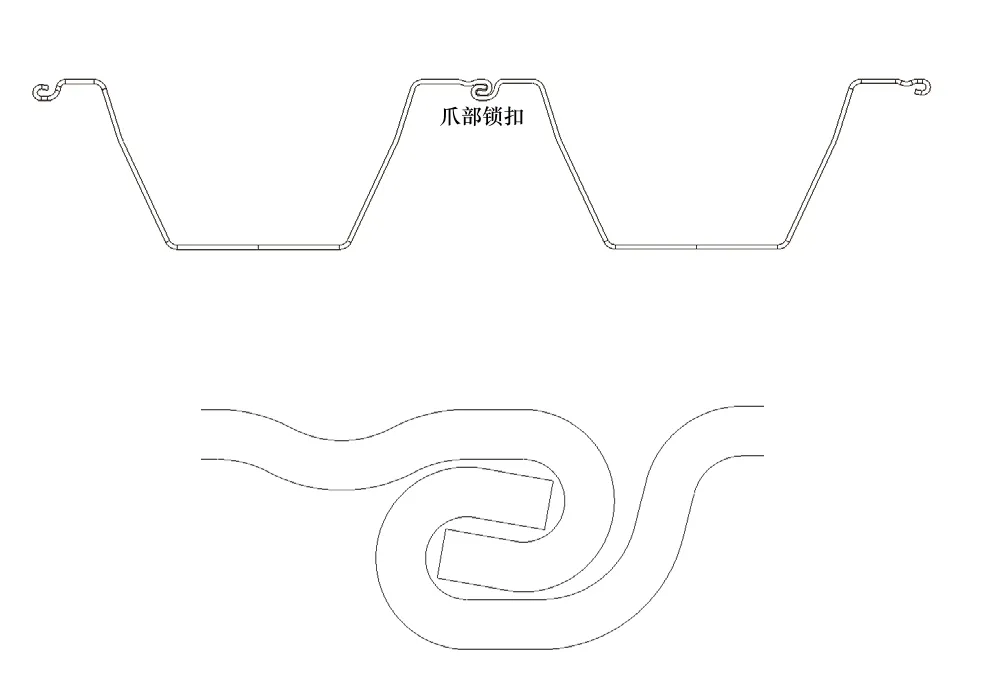
圖2 鋼板樁鎖扣連接形式示意圖
先以C形成形方式彎曲鎖扣爪部C、D、E、F、G部位,將鎖扣爪部彎曲完成后,再以帽形成形方式成形彎曲腹板A、B部位,并且在中間道次進行局部循環加熱,圖3所示為此冷彎工藝的輥花圖。

圖3 輥花圖
1.3 冷彎-加熱循環工藝參數
冷彎工藝參數主要包括彎曲道次、彎曲角度、反彎角度等[3,4]。本文所涉及9mm重型鋼板樁成形道次為13,其中爪部彎曲為6道次,腹板彎曲為7道次,彎曲過程中中間道次局部加熱,如表1所示。

表1 C形成形與帽形成形道次數
1.4 冷彎-加熱循環工藝圖
根據冷彎參數及彎曲角度分配表,本文設計出了9mm重型鋼板樁冷彎-加熱循環工藝圖,如圖4所示。
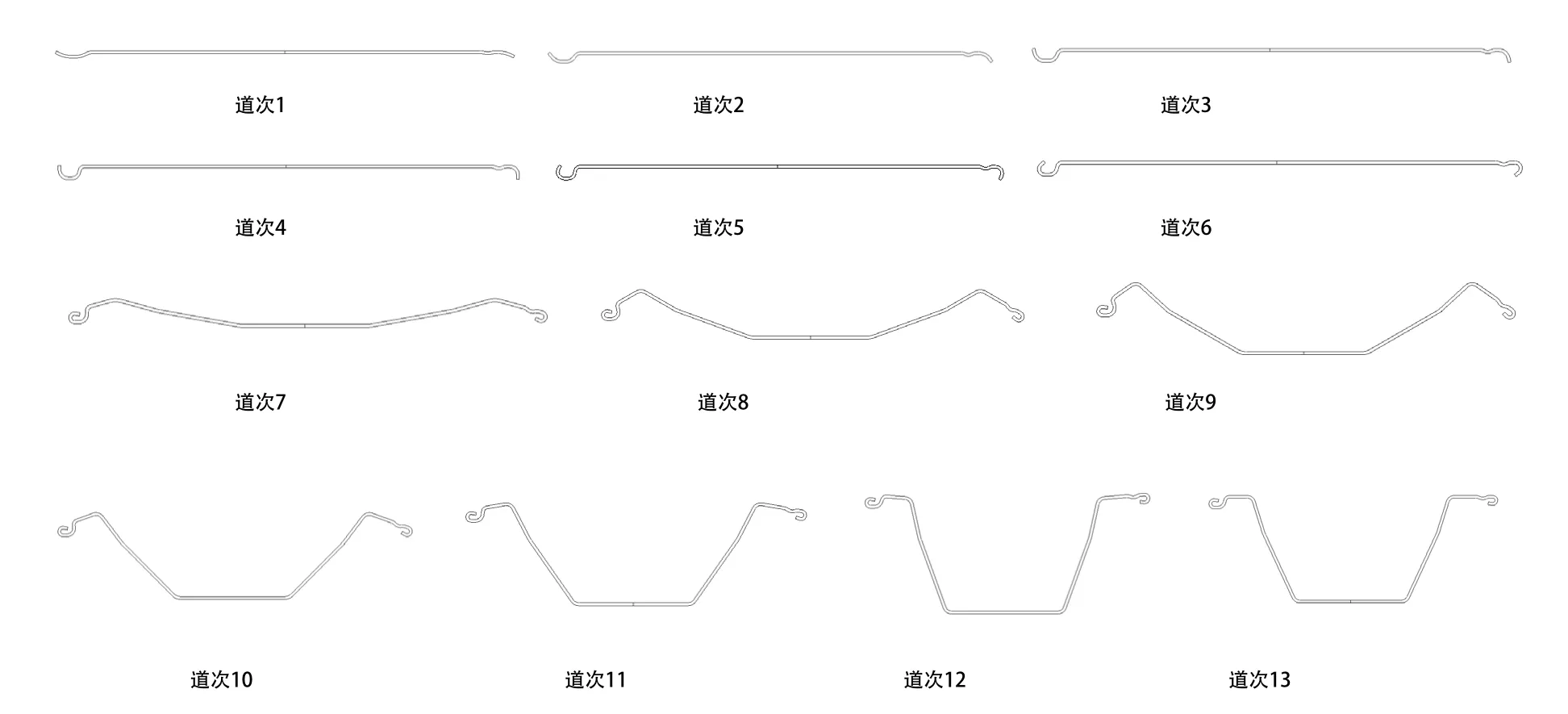
圖4 冷彎工藝圖
2 鎖扣位置的成形研究
考慮到鋼板樁在實際使用過程中通過鎖扣接頭部位實現連接,如圖5所示,因此鎖扣接頭部位(如圖1所示,左爪部C、D、E和右爪部F、G)為關鍵部位,本次有限元模擬重點研究鎖扣位置的成形[5]。圖6所示為鎖扣部位彎曲輥花圖。

圖5 鋼板樁護墻圖樣
圖7所示為前6道次(即完成鎖口彎曲部位C、D、E成形道次)成形過程,考慮到軋輥為剛性,有限元模擬過程將軋輥簡化為剛性片狀軋輥,且將機架間距離縮短以縮短計算時間。

圖6 爪部鎖扣部位輥花圖

圖7 鎖口位置D的變形模擬結果
由圖7可知,本工藝方案下所獲得的重型U型鋼板樁鎖扣部位成形彎曲角度與設計相符,考慮到實際冷彎過程中間道次局部加熱提高塑性,實際冷彎鎖扣部位成形效果滿足廠家要求。
3 實驗驗證

圖8 某公司重型鋼板樁生產線
根據本文設計設計鋼板樁冷彎成形工藝,應用于某公司鋼板樁生產線,如圖8所示。圖9所示為9mm重型鋼板樁成品,由圖9可知,成品鎖扣處尺寸(彎曲爪部D位置)較好,鎖扣質量高。

圖9 重型U型鋼板樁成品圖
4 結論
本文采用傳統冷彎+間歇循環局部加熱工藝,制定了9mm重型U型鋼板樁冷彎-加熱循環工藝方案,并借助于有限元驗證了此工藝方案的可行性,重點研究了鋼板樁關鍵鎖扣部位的成形。將此工藝方案應用于某公司試驗生產線,獲得了滿足成品要求的9mm重型U型鋼板樁成品。
[1]王先進,涂厚道.冷彎型鋼生產及應用[M].北京:冶金工業出版社,1994.
[2]武曉飛.U型鋼板樁孔型優化設計及實驗模擬[D].燕山大學,2012.
[3]朱葉.鋼板樁輥彎成形的數值模擬及工藝參數研究[D].太原科技大學,2012.
[4]馬立東.輥彎成形過程數值模擬及網絡化研究[D].燕山大學,2009.
[5]劉繼英.冷彎成形技術[M].北京:化學工業出版社,2008.
[6]劉江林,楊曉明,文建峰.有限元在冷彎型鋼中的應用[J].精密成形工程,2011:3(2):59-60.
猜你喜歡
上海節能(2020年3期)2020-04-13 13:16:16
山東冶金(2019年6期)2020-01-06 07:45:54
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
機械工程師(2015年10期)2015-02-02 01:14:03
石油化工應用(2014年8期)2014-03-11 17:40:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
