高速公路復合通行卡自動化生產線系統改進設計
2018-01-18 05:18:04王兵維
制造業自動化 2017年11期
王兵維,余 粟
(上海工程技術大學 工程實訓中心,上海 201620)
0 引言
隨著我國高速公路的發展,越來越多的車輛選擇高速公路作為快速通行方式,因此高速公路車流量日益增加,這就意味著高速公路復合通行卡的用量也越來越多。而傳統的高速公路復合通行卡的生產線仍然處于生產分散、效率不高,并沒有形成集成化的生產規模。工藝分散并且設備落后,需要大量的人工輔助,才能夠完成復合通行卡的生產。以一條日產6000張復合通行卡的單條生產線而言,用人數量就有十幾個。隨著自動化生產線在制造業中的廣泛應用,現代工業生產的規模迅速擴大,并且自動化水平也不斷提高,各行各業的生產都進入了自動化領域[1]。因此,研究如何有效的生產高速公路復合通行卡,進行高速公路復合通行卡自動化生產線系統方案設計成為了研究的主題之一。針對這些問題,為提高復合通行卡生產線的生產效率,根據高速公路復合通行卡自動化生產線方案的設計。同時結合上海某公司的射頻卡自動化生產線布局為研究對象,高速公路復合通行卡自動化生產線的特征,對現有的高速公路復合通行卡自動化生產線及生產流程做了調研和考察,設計了高速公路復合通行卡的自動化生產線方案,將工藝流程中分散的工序合并用自動化集成度高的設備相來代替,進一步提高了機電一體化水平和集成化程度,提高了生產效率[2,3]。
1 高速公路復合通行卡自動化生產線方案設計要考慮的因素
整體設計生產流程:復合通行卡制作之前的工序,復合通行卡中心處理單元和復合通行卡成品后續工作三大部分設計,如圖1所示。

圖1 高速公路復合通行卡自動化生產線流程
要考慮的重要設計因素有以下四方面:
1)結構簡單,安全性高并且符合現代設計人性化要求:生產線結構布局簡單,能夠運用仿真軟件模擬所設計的生產線,進行相關參數的改進,安全性高并且環境符合節能和人性化標準等要求。
2)投資少,節約能源:在充分滿足生產線基本功能的前提下,用最少的設備投資來達到企業最好的滿意度,同時節約能源,降低消耗,是企業效益最大化。
3)適應性強:滿足現在技術條件下的生產,復合通行卡自動化生產線滿足兼容有源433MHz復合通行卡和有源2.5GHz復合通行卡的相關技術指標要求,隨著科技的進步和社會的發展滿足企業產品進行更新換代或品種組成發生變化時,由生產一種產品迅速轉到生產另一種產品的應變能力。
4)工序的設計:工序的先后次序既要滿足自動化生產線制造工藝的次序,也要從降低生產線設備制造難度及成本、簡化生產線設計制造的角度進行分析優化。分配給每臺設備的工序內容要合理,不能使某一臺設備的功能過于復雜,這樣既可能使該設備的節拍時間過長,還可能使其結構過于復雜,降低設備的可靠性及可維護性,一旦出現故障將導致整條生產線停機。在各臺設備中需要盡可能使它們各自的節拍時間均衡,只有這樣才能充分發揮整體生產線的效益,避免部分設備的空閑浪費時間。除了上面要考慮的一些重要方面之外,保證設備自動化程度高,維修方便,節省廠房空間,模塊化集成度,滿足多種復合通行卡的生產等條件也要考慮在內[4,5]。
2 高速公路復合通行卡自動化生產線改進設計工藝流程
將整個復合通行卡自動化生產線整體看作是若干個子系統,包括復合通行卡自動供料系統,程序下載系統,電池焊接系統,COB焊接系統,上下蓋組裝系統,超聲波壓合系統,打碼與檢測系統,包裝子系統等系統構成。
高速公路復合通行卡自動化生產線改進設計工藝流程如圖2所示,首先在PCB板上進行錫膏印刷,元件貼裝,之后的檢查,回流烘干和AOI檢查,接下來就是程序系統(并聯式操作,16連拼板同時下載(TIC1110),單片下載時間0.8秒)的下載,放置PCB電池到治具中進行電池的焊接,再將13.56MHz線圈固定到下蓋中同時焊接線圈,同時放上上蓋進行上下蓋組合、13.56MHz功能檢測和超聲波壓合工作,隨后進行整理和檢驗。以上操作完成之后,進行關鍵的步驟,把復合通行卡放在自動功能檢測及激光打碼設備上進行復合讀寫,激光打碼和檢測工序。這幾項工作集成在一臺設備上進行,有效的提高了卡的生產效率。其中當檢測工序中發現有不良品的時候,設備進行報警并進行卡的取回返修,最后進行卡的包裝和出售工作[6,7]。
由高速公路復合通行卡自動化生產線流程圖可知,總體方案改進設計是整個生產線設計制造流程中最重要的環節,而把原有五道工序集成化設計布局,對生產線的節拍時間、運行可靠性、設備復雜程度、成本造價等起著決定性的作用,因而也決定了整條生產線的成功與否[8]。
3 高速公路復合通行卡自動化生產線改進方案設計
3.1 生產線改進設計方案確定
針對現有的生產線過長,生產線設備自動化程度低,生產效率低的問題,本著提高企業效益,降低生產線人工數量和生產成本為目的。通過分析復合通行卡自動化生產線中的操作工序,工藝流程,設備放置和布局等情況。結合自動化生產線設計的原則,現有資源限制等要求,根據實際情況,把原來產線中復合卡的送卡,復合讀寫功能,打碼功能,檢測功能和收卡功能集成到一塊,增加了多功能一體化的自動功能檢測及激光打碼設備,此設備集成了送卡、復合讀寫識別、打碼、檢測和收卡五個功能為一體。同時,集成化的設備具有根據任務情況實現4秒到2秒不同頻率的生產功能,由以上分析得到復合通行卡自動化生產線設計方案[9,10]。
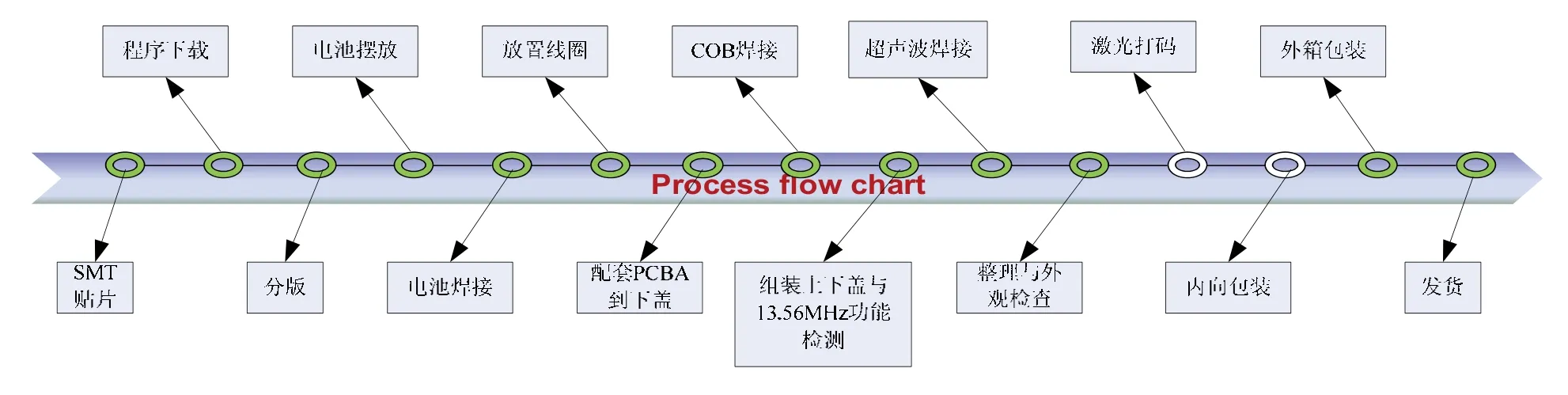
圖2 高速公路復合通行卡自動化生產工藝流程圖
方案確定如圖3所示。圖中將整個復合通行卡自動化生產線分成前加工階段,中間加工階段和后處理階段,每一個階段都需要多個工序進行才能夠完成。其中,前加工階段分為PCB供料,程序燒錄,ATE測試和NG取料幾部分,中間加工階段分為電池供料,電池焊接,AOI檢查,NG取料,線圈穿線以及上、下蓋的工藝流程步驟,形成一個完整的復合通行卡,在進行復合通行卡的送卡、復合讀寫識別、打碼、檢測和收卡,最后進行產品收料。各個階段內部之間進行串聯,三個階段之間進行柔性的連接。激光打碼這道工序集成到一塊,節約了廠房的空間,減少了人數,提高了生產效率。
3.2 生產線中重點設備系統
高速公路復合通行卡自動化生產線改造設計中的重點設備由下面十種構成:
1)PCB自動上料機:結實和穩定的設計,操作方便的輕觸式LED控制界面。上下氣動夾能夠確保料想的位置準確,有效的設計能夠保證PCB不被推壞。
2)多功能程序下載機:自主研發,并聯式操作;16連拼板同時下載(TI-C1110,單片下載時間0.8秒;電壓/電流測試;13.56MHz UID讀取,COB指定扇區讀寫測試;不良品自動標識,生產數據自動記錄;運行程序防拷貝加密處理。
3)自動化電池焊接機:車間生產線在電池焊錫工藝采用全自動化焊接設備,360度分度盤及三軸機器人設計方案,焊錫品質(一致性)、速度(2萬套/每臺/每天)得到充分保證。
4)在線焊錫AOI檢查系統:采用高像素彩色工業CCD,配合彩色色調來描述相撞,根據這一原理,及時焊錫在外觀上以近變白,但采用彩色高亮度方式依然可以穩定有效的檢查焊錫形狀以及飽滿度。配合3層LED圓形照明裝置、靠這些可得知檢查部位的光反射特征和焊錫部位的大小變化,有效檢查焊錫短路等現象,提高了檢查可靠性和檢查誤判率。
5)上下蓋組裝系統:將組裝好的下蓋在13.56MHz讀卡器上讀取13.56MHz讀卡器檢測13.56MHz功能,讀卡器“嘀”聲標識線圈焊接正常,目檢上蓋并在超聲波壓合前配裝 。13.56MHz信號檢測及配置上蓋(1人+1套讀卡器):為降低因超聲波壓合后造成過多材料報廢,生產線在13.56MHz線圈焊接完成后,配置信號檢測,不良品返回重新返修,檢測后的良品在本站配置好上蓋。
6)線圈放置和點膠機一體化系統:配合工業CCD精確測量線圈位置并實現控制機器人自動取放料,避免因為氣動夾具的誤差而導致放料位置不當,點膠系統與線圈取放一體化設計,集成度高。
7)超聲波熔接機:在線自動化集成超聲波熔接機,實現科學高效取放料作業流程,旋轉手臂可以兩片料同取同放,使得作業效率進一步提升。
8)自動收料系統:成品自動倉庫,作業員可以在不停機的狀態下更換料倉。多料倉設計,延長料倉更換周期。

圖3 高速公路復合通行卡自動化生產線方案改進設計

表1 多功能程序下載機主要技術參數
9)功能檢測與激光打碼:此設備為整個復合通行卡自動化生產線的核心站點,多功能一體化的自動功能檢測及激光打碼設備起到生產過程中FQC的作用。自動功能檢測有:13.56MHz功能測試、433MHz出入口檢測、電池電量等,可對不良品分類打碼并自動剔除,通過檢測卡的ID號是否OK或者NG,其中不良代碼可歸類分為1~4大類,以上這些數據都通過通信系統導入到數據庫中。高速公路復合通行卡讀寫器如圖4所示,在線激光打碼系統如圖5所示。

圖4 高速公路復合讀寫器
高速光纖激光鐳射機,精度與速度并存,集成在線打碼,省去人工趕料時間,為生產效率做貢獻。
10)高速公路通行卡產品成品包裝:內包裝珍珠棉盒,1個內包裝珍珠棉盒裝125張;外包裝紙箱,1個外包裝紙箱裝4層珍珠棉內盒=500張,頂層增加珍珠棉蓋板;棧板貨運托盤,1個棧板承載27個外包裝紙箱=13500張。
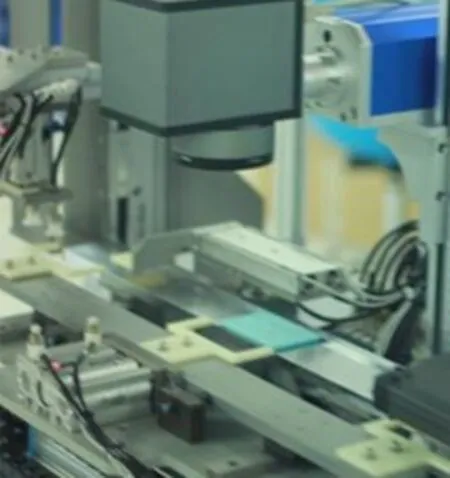
圖5 在線激光打碼系統
3.3 高速公路復合通行卡自動化生產線改進設計之后的優點
根據調研企業生產線之后的統計,使用自動化生產線可使勞動力費用節省50%,生產能力提高了12.5%,廢品率也明顯降低。表3是考察某公司在進行復合通行自動化生產線設計之前和之后進行生產的數據對比,可知設計之后的復合通行卡自動化生產線進行不僅可以提升效率而且增加了企業效益。
雙頻卡生產基地配置半自動化組裝線3條,每日峰
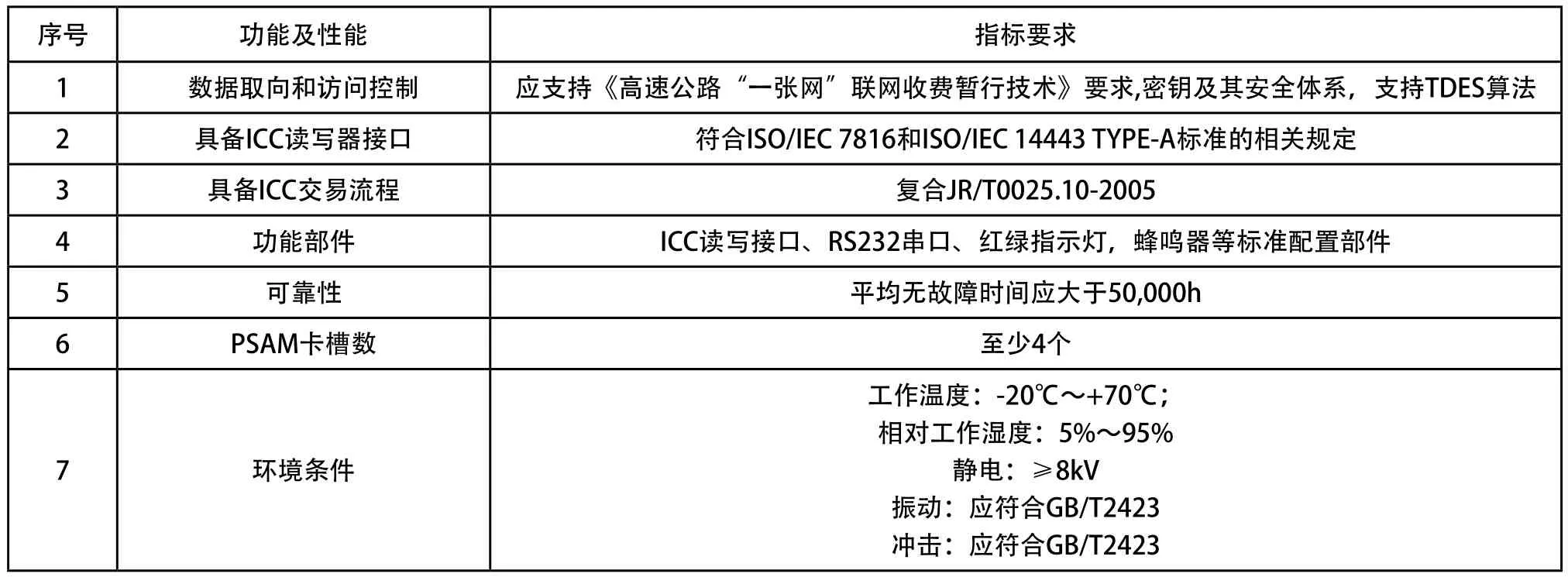
表2 高速公路復合讀寫器應用要求

表3 進行自動化改造前后的對比
【】【】值產能60000張,單班人力需配置到45人。增設雙頻卡全自動化組裝線2條,保留半自動化組裝線2條,每日峰值產能提高到90000張,單班人力配置降低到40人。 自動化生產線工藝流程的設計完全兼容有源433MHz復合通行卡及有源 2.45GHz復合通行卡的生產。從以上的數據可以看到,高速公路復合通行卡自動化生產線改進設計之后效率得到了很大的提升。
改進設計之后的有源雙頻卡自動化生產線,基于有源RFID復合通行卡的產品特性,產線的自動化設備配合產品在生產中的專用私有交互指令,使得復合卡在組合加工工藝中不會間斷、并能夠與各個檢驗環節形成閉環互動,完全解決了433MHz、2.4GHz、5.8GHz等國內有源雙頻卡等產品的標準化、規模化生產[11]。
4 結束語
通過對復合通行卡自動化生產線系統的方案的改進,集成化結構等設計,使原來生產中分散的設備集成到一起,提高企業了生產效率,減輕工人的數量,降低了生產成本,是產品在市場中具有競爭優勢。雖然集成化設計可以實現不同頻率的生產模式切換,即根據任務的要求提高動作的快慢。但是這種頻率的切換最快是2秒鐘送卡一次,能否設計更快的送卡頻率,這個問題值得后續研究。同時設計中方案的實施要與實際生產中企業的管理方式相結合,并且不斷的改進生產工藝和控制通信系統,才會使生產線系統更穩定和更好的應用價值。
[1]劉鑫.我國工業控制自動化技術的現狀與發展趨勢[J].電氣時代,2003,(12):46-52.
[2]Muhammad Kashif Shahzad,Camilo Cruz Jimenez,Anis Ben Said et al; Towards quantified measures of Agility for Production Line Information Systems (PLIS)[J].IFAC PapersOnLine,2016,49(12):562-567.
[3]顧嘯峰.精益生產工具和測量指標在萬向節生產線的應用[D].上海:復旦大學,2009:16-35.
[4]陳小軍,王芳,謝達城.檳榔包裝的自動化生產線設計[J].包裝與食品機械,2014,(5):40-44.
[5]朱凌宏.一種全自動化流水生產線設計[J].機械工程師,2014,(1):159-161.
[6]王啟平.機械制造工藝學[M].哈爾濱:哈爾濱工業大學出版社,2005.
[7]崔家瑞,李擎,閻群,等.“卓越計劃”下項目驅動型自動化生產線實訓平臺研究[J].實驗技術與管理,2015,32(10):199-202.
[8]高榮.雨傘關鍵工序自動化生產線的研制[D].北京:北京郵電大學,2015:10-41.
[9]Fatemeh Ghassemi,Mohammad Reza Mousavi. Product line process theory[J].Journal of Logical and Algebraic Methods in Programming,2016,85(1):200-226.
[10]陳揆能.空調裝配自動化生產線工藝研究及系統設計[D].廣東:廣東工業大學,2015:6-14.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
電子制作(2018年11期)2018-08-04 03:26:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
中國交通信息化(2016年9期)2016-06-06 07:42:10
工業設計(2016年12期)2016-04-16 02:52:00
消費者報道(2014年7期)2014-07-31 11:23:57
小說月刊(2014年4期)2014-04-23 08:52:20
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
