120萬噸/年連續重整裝置四合一加熱爐施工過程控制
2018-01-18 15:52:07張恒群王雄偉
建筑科技與經濟 2017年10期
張恒群+王雄偉
摘 要:本工程的概況、特點,工作流程,加熱爐施工階段質量控制程序,鋼結構焊接、工作方法與措施;通過資料核查、外觀檢查、抽檢;對焊縫的無損探傷等方法進行質量控制
關鍵詞:重整裝置;四合一加熱爐;施工;程序;方法
1200000 tons / year CCR unit of four in one furnace construction process control
Zhang Hengqun, Wang Xiongwei
( Marine British Empire Engineering Company Limited, Shandong Qingdao 266000 )
Abstract: overview of the project, characteristic, work flow, heating furnace construction phase quality control procedure, welding steel structure, working methods and measures; through data verification, inspection, sampling; on weld nondestructive testing method for quality control
Key words: reforming unit; four in one furnace; construction program; method
1.工程概況
120 萬噸/ 年連續重整裝置四合一加熱爐輻射段分四個爐膛,各爐膛輻射爐管為幾十排U型管,U型管通過兩個集合管與反應器進料和出料口連接,目前常見的是由UOP技術為代表的正U型輻射管,它的集合管通過幾組恒力彈簧懸掛在爐頂上方的框架梁上;對流段是余熱蒸汽鍋爐。四臺爐共用一個對流室,由省煤段、蒸發段及過熱段三部分組成,爐管呈蛇形逐排布置。燃燒器采用側燒氣體燃燒器。煙氣通過爐頂煙道直接匯入85m集合煙囪。
2.工程特點
作為裝置中的關鍵設備,加熱爐安裝具有工程量非常大、爐管安裝質量要求高、鋼結構焊接變形控制難度大、施工周期長、施工工序繁瑣、交叉作業多、高空作業多、吊裝作業任務量大且有較大難度等特點。
爐體鋼結構安裝現場施工高空作業多,專業間交叉作業頻繁,HSE 管理工作難度大。
爐管、對流管板、吊掛、保溫釘等材料種類、規格繁雜,材料管理難度大。
3.施工要點
3.1輻射室爐墻預制組裝
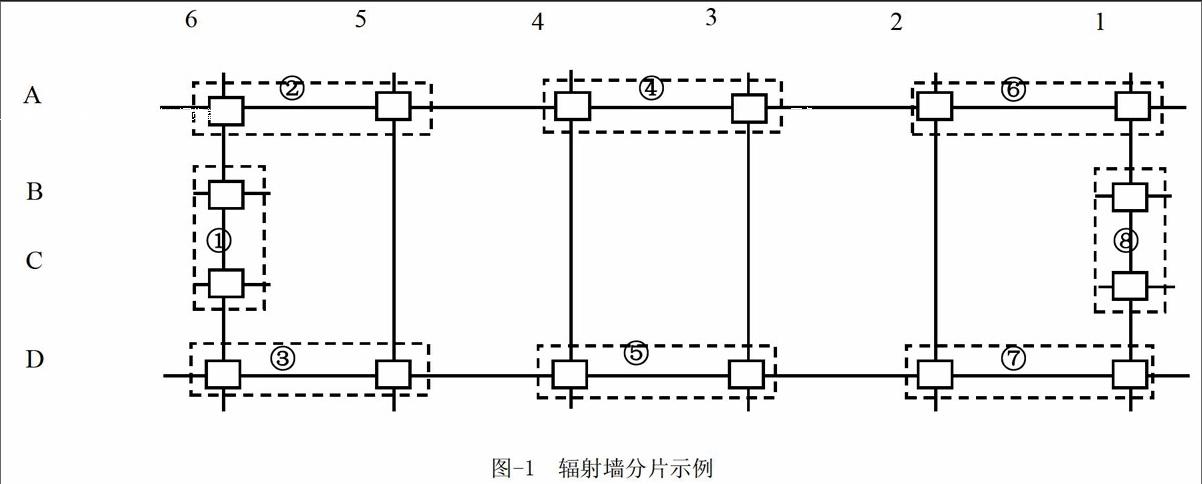
3.1.1將輻射墻分成若干片,分片的原則是選擇剛性大和面積大的爐墻作為預制片。一般每兩根柱一片,共分成八片(見圖-1)。
3.1.2各片爐墻預制時應包括立柱、橫梁、加強筋、壁板等。其中一號爐膛和四號爐膛的一側墻片,爐底以上的下半部分需預留,用做輻射段U型爐管安裝的進口通道。
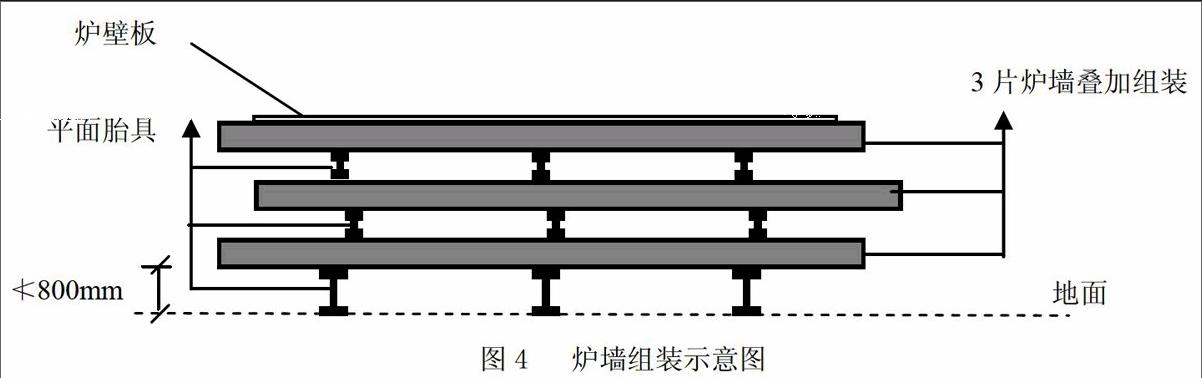
3.1.3預制的爐墻一般集中安裝以減少吊裝車輛的占用時間,為節省對場地面積和胎具數量的要求,在每一片胎具上疊加預制兩片或三片爐墻。各層壁板之間留出不少于800mm高度空間,以方便焊工操作,如圖4。
3.1.4輻射爐墻分片焊接時,為防止爐壁板焊接過程中使柱、加強筋產生較大撓曲變形,需制定合理的焊接工藝措施。墻片的型鋼節點焊接完成后,先將壁板焊接成大片,再焊接壁板與柱、梁、加強筋的連接焊縫,最后焊接壁板與柱外側焊縫。
3.2輻射爐墻的安裝
3.2.1輻射爐墻的預制片重量一般在15-25噸之間,因而現場安裝一般采用120噸級以上吊車集中吊裝就位。
3.2.2爐墻分片安裝后,先用攬風繩做臨時固定,并盡快安裝各片間的爐底及爐頂聯系梁,安裝成一個穩定的整體后,拆除攬風繩,進行其他聯系梁的安裝,最后進行爐壁板的安裝。
3.2.3壁板焊接前必須完成全部聯系梁、加強筋、爐底和爐頂柱間大梁的焊接工作,使整個輻射段形成一個完整的剛性單元。
3.3輻射爐底和爐頂的預制安裝:
3.3.1 因輻射爐底平面尺寸較大位置低,爐底施工采用單根梁預制成型后直接安裝的方式,各聯系梁安裝焊接完畢后,整體鋪設爐底板以減少拼接焊縫。
3.3.2輻射爐頂根據其輻射管和煙氣出口的分布,將整個爐頂分成16個自然片進行預制,將爐頂板與各聯系梁組裝焊接成型。
3.3.3待爐底安裝和爐頂預制完成后,在爐內搭設腳手架進行爐頂的分片安裝工作;腳手架的搭設應兼顧到爐頂安裝與爐墻、爐頂和各爐間的襯里砌筑所需腳手架的重復利用。
3.4對流框架的預制安裝
3.4.1 對流框架的預制
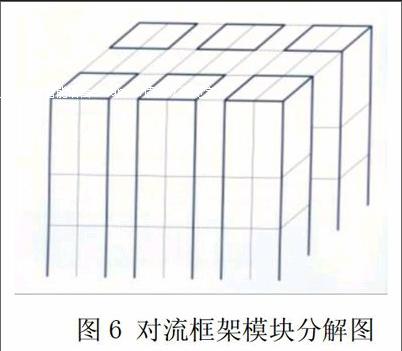
原則上分解成若干框式模塊,對于9*4軸線布置的對流室,原則上將每一側爐墻和相應的副框架分解成3*2軸線的框架模塊(共6個)進行預制(見圖6),并將相應的對流壁板全部組裝上,無法分解到每個模塊的連接主梁用適當的加固梁替代來保證整體穩固性。對流框架的預制,應對各平面對角線偏差進行嚴格控制,斜拉梁要在框架節點焊接前焊牢,沒有斜拉梁的要增補臨時斜拉加固。
圖6 對流框架模塊分解圖
3.4.2對流框架的安裝
對流框架模塊的單體最大重量一般在35噸左右,現場應集中進行安裝,采用250噸級以上履帶吊(或300噸級以上汽車吊)進行吊裝就位;對于對流室為模塊式到貨的設計結構,單體對流模塊最大重量一般在100噸左右,采用400噸級以上履帶吊進行吊裝就位。
3.5輻射頂煙道的預制安裝
整個輻射頂煙道由大小不一的若干個平面壁板構成,因其上部與對流框架進行連接,所以不宜預制成若干個整體,這樣因空間尺寸較大無法安裝;一般可將其按平面結構預制成28個大片和18個小片,各片將外部的加強筋及內壁的保溫釘等一并組裝焊接完。待輻射爐頂焊接完畢、對流框架安裝后現場分片安裝就位,進行片間焊接。endprint
3.6煙囪預制安裝
3.6.1 整個煙囪總高約40米,筒體直徑為Φ3500mm,底部支座(天圓地方)最大截面尺寸約為10*6米,總重(含襯里)約為90噸。
3.6.2結合運輸、吊裝等綜合因素,將煙囪預制成兩個安裝段(見圖-7),即煙囪支座(天圓地方)及內部筒節為一段,其余為一段;為便于兩段的安裝組對,支座段上帶一節800-1500的一圈壁板,安裝前將所有組件應全部組焊完畢,襯里施工養護完。
3.6.3支座段的總重約為40噸,上段的總重約為50噸,現場安裝采用400噸級以上履帶吊吊裝就位,兩段之間現場高空進行組對。需特別注意的是因煙囪截面較大,器壁鋼板厚度相對較薄,因而上段吊耳處應采取加固措施,一般采用吊耳處鋼板加厚或在壁板外側設置型鋼煨制的加固環的方式,避免局部變形。
3.7 U型輻射管預制安裝
3.7.1輻射管到貨后在預制廠與180°下彎管組焊成U型,放置在運輸胎具上分組運至現場安裝。
3.7.2在集合管下方的輻射爐頂處設置滑輪組,利用卷揚機提升U型輻射管與集合管組焊。
3.7.3 因集合管與U型管的焊口離輻射頂較近不利焊接,在集合管安裝前,將集合管標高臨時提高,使焊口處于有利于焊接的位置。焊完后再將整個管系整體降至圖紙標高位置。
3.8對流爐管的預制安裝
對流排管因其長度長(超過20m),管徑小,柔性大,穿管難度大。按照穿管方向將每兩根預制成一組,在穿管過程中,根據穿入管板順序逐件拆卸。在吊裝過程中,除主吊點外,至少設置兩個分吊點,控制爐管不至于過分彎曲。
3.9筑爐襯里施工:
3.9.1整個加熱爐內部與煙氣接觸處均需進行耐火襯里,具體襯里結構和材料為:
爐底為235mm厚的輕質隔熱澆注料,上部再鋪設65mm的高鋁質隔熱耐火磚;
四爐之間用高鋁質耐火磚砌筑高約6米的爐墻將整個輻射室分割成四個爐膛;
輻射段各側爐墻(燃燒器層向下)的下部為高鋁質隔熱耐火磚,向上至輻射頂為陶瓷纖維襯里,輻射頂為陶瓷纖維襯里。
輻射頂過渡煙道、對流室、對流頂集煙罩及煙囪均為輕質隔熱澆注料襯里。
3.9.2對流頂集煙罩、煙囪的襯里工作隨預制模塊在預制場內完成,現場安裝后進行接口的補襯,其余各部分的襯里均需現場在爐內進行施工。
【文章編號】1006-2688(2017)10-0011-03endprint
猜你喜歡
建材發展導向(2021年9期)2021-07-16 07:11:36
人大建設(2019年12期)2019-05-21 02:55:44
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
Coco薇(2016年2期)2016-03-22 02:42:52
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
中國衛生(2015年3期)2015-11-19 02:53:32
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
