節油片在汽車搖臂中的自動裝配設備結構設計
2018-01-23 12:35:29
制造業自動化 2017年12期
關鍵詞:汽車
(四川信息職業技術學院,廣元 628017)
0 引言
汽車搖臂是發動機內部的配氣機構,負責打開關閉氣門。它由多個零、部件構成,如圖1所示的汽車搖臂部件圖,要在搖臂體的搖臂孔內先壓入節油片,再裝入挺柱。通常該裝配過程由人工完成,這樣不僅浪費了大量的人力資源,裝配速度還較慢,生產效率低其生產成本高。為解決此問題,設計出一種自動裝配設備,在提高裝配效率、節約人力資源的基礎上,操作還十分便捷,適合大面積的推廣使用。下面主要針對該裝配設備中的節油片自動裝配機進行介紹,使大家了解其主要結構及工作原理。
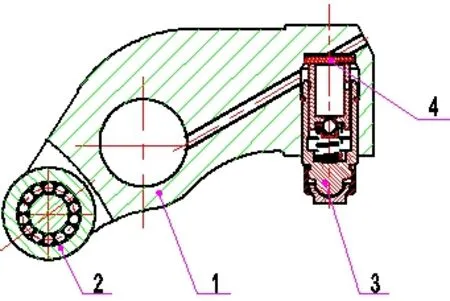
圖1 搖臂部件圖
1 汽車搖臂的裝夾定位
汽車搖臂裝配過程中,搖臂體的定位方式如圖2所示。利用搖臂體孔B定位,并以底面D作輔助定位,使孔C開口向上,即可在孔C內壓入節油片。
2 節油片自動裝配機總體結構及工作原理
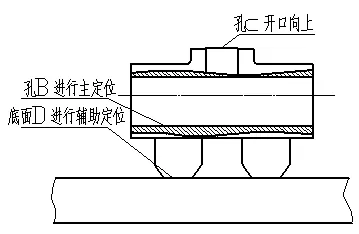
圖2 汽車搖臂定位

圖3 汽車搖臂裝配設備總體結構
節油片自動裝配機屬于汽車搖臂裝配設備中的重要組成部分。汽車搖臂裝配設備總體結構如圖3所示,共有4個工作位置。汽車搖臂在工位1進行安裝、夾緊后,旋轉到工位2壓入節油片,再依次旋轉到工位3、工位4裝入挺柱。
節油片自動裝配機即為工位2的工作設備,其總體結構及下部分回轉工作臺如圖4所示。當節油片自動裝配機未工作時,升降氣缸9的伸縮桿收回,托板11未升起,與回轉臺7的上表面接觸。此時回轉電機2旋轉,經過傳動齒輪副3減速后,通過回轉軸1帶動回轉臺7旋轉,即可將托板11及托板上的汽車搖臂旋轉到節油片裝配工位2。
當節油片自動裝配機工作時,回轉電機2停止運轉,升降氣缸9的伸縮桿伸出,托板11帶動汽車搖臂升起到達裝配高度。在裝置14氣缸的帶動下,真空吸盤13下降吸取節油片后回到原位。節油片移動裝置將真空吸盤13及吸取的節油片向右推動到達汽車搖臂C孔正上方位置,利用節油片吸取及壓入裝置14將節油片壓入。
節油片裝配完成,升降氣缸9的伸縮桿收回,汽車搖臂即可隨回轉臺旋轉到下一工位進行其他裝配工作。

圖4 節油片自動裝配機總體結構
3 節油片自動裝配機主要裝置結構
3.1 節油片推板機構
由圖4所示節油片自動裝配機總體結構可看出,節油片存儲器在真空吸盤左方,需要使用如圖5所示的推板機構,一次將兩片節油片推送到真空吸盤正下方。該推板機構固定在工作臺上,推板4在氣缸5的帶動下,即可將存儲器中落下的節油片4推出。定位板1于推板4配合,達到節油片準確定位的目的。
3.2 節油片吸取及壓入裝置
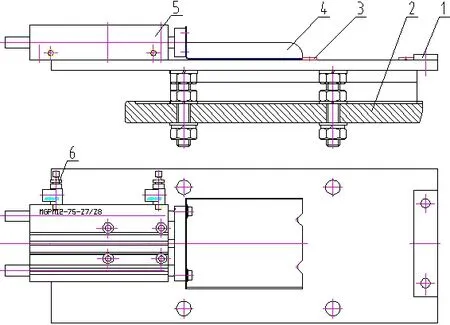
圖5 節油片推板機構
節油片吸取及壓入裝置的主要結構如圖6左視圖所示,主要用于吸取推板推出的節油片和在搖臂C孔上方將節油片壓入。該裝置固定在升降氣缸支撐板5上,依靠升降氣缸9的伸縮帶動真空吸盤支架及真空吸盤進行上下移動;為保證吸盤的移動路線保持垂直,在氣缸和吸盤支架之間連接了直線導軌和配套的滑塊。
裝置依靠真空發生器和真空吸盤13進行節油片的吸放。節油片壓入汽車搖臂的方向是固定的,有槽口的方向必須向下。為此,需要配置真空度反饋元件真空開關,若節油片吸取方向反了,真空吸盤有漏氣現象,真空度達不到設定值,真空開關給控制器PLC發送輸入信號,停止該裝置的下步工作,避免節油片裝反。
當節油片壓入汽車搖臂中時,為了保證節油片壓入搖臂中的位置深度,使用位移檢測器14對節油片的壓入深度進行檢測。另外,從圖6左視圖可看出,該裝置共有兩個吸盤,可一次性對兩個節油片進行裝配。
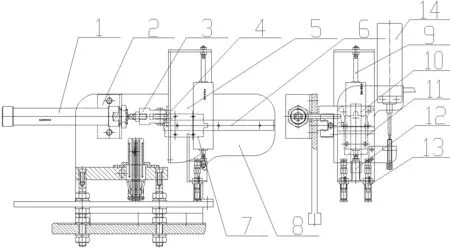
圖6 節油片吸取、移動及壓入機構
3.3 節油片移動裝置
節油片吸取及壓入裝置的主要結構如圖6主視圖所示,主要用于真空吸盤吸取節油片后,將真空吸盤向右推送到搖臂C孔正上方。移動氣缸1通過移動氣缸安裝板2進行固定。當移動氣缸1的推桿推出時,通過連接器3將推板4向右推出。升降氣缸支撐板5由于與推板4采用螺釘連接在一起,也隨之向右移動,從而帶動整個節油片吸取及壓入裝置向右移動,使吸取的節油片到達C孔正上方位置。同時,為保證移動路線水平,在總體支撐板8和升降氣缸支撐板5之間安裝了直線導軌和配套的滑塊。
4 節油片自動裝配機工作流程
1)將節油片逐一放入節油片存儲器,并用壓塊將存儲器固定在節油片自動裝配機中。
2)打開節油片存儲器,節油片落下,推板機構將其推到吸取位置。
3)節油片吸取及壓入裝置中的真空吸盤下移,吸取節油片后上升回原位。
4)節油片移動裝置將真空吸盤向右推送到達搖臂C孔正上方。
5)節油片吸取及壓入裝置中的真空吸盤下移,將節油片壓入搖臂中。整個過程中位移檢測器檢測吸盤的向下位移量,保證壓入深度的準確性。
6)真空吸盤放氣,將節油片放下。氣缸帶動吸盤向上縮回,等待下一次動作。
5 結束語
整個裝配機采用PLC進行工作過程控制,設備已交付用戶使用,經過驗證,其性能已達到自動裝配要求,并得到用戶的一致好評。現圖紙經完善,投入了小批量的生產。
[1]機械設計手冊編委會.機械設計手冊[M].機械工業出版社,2004.
[2]夏令偉.汽車發動機電控技術[M].同濟大學出版社,2010.
[3]朱明武.測試信號處理與分析[M].北京航天航空大學出版社,2006.
猜你喜歡
人民交通(2020年22期)2020-11-26 07:36:44
小學生優秀作文(低年級)(2020年4期)2020-07-24 08:31:08
汽車與安全(2019年9期)2019-11-22 09:48:03
汽車與安全(2019年8期)2019-09-26 04:49:10
汽車與安全(2019年5期)2019-07-30 02:49:51
汽車觀察(2019年2期)2019-03-15 06:00:06
汽車與新動力(2018年2期)2018-05-09 00:31:56
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(2016年4期)2016-04-18 00:24:37
決策探索(2014年21期)2014-11-25 12:29:50
