基于點云數據的電力鐵塔仿真安裝
2018-01-23 12:35:31
制造業自動化 2017年12期
關鍵詞:檢測
(南京信息工程大學 地理與遙感學院 測繪工程系,南京 210044)
0 引言
高壓輸電線鐵塔(以下簡稱鐵塔)是電力部門主要的電力傳輸工具,傳統的鐵塔生產中,構件加工完后需要進行一個費時費力的試裝過程,來檢驗放樣和加工的正確性,試裝完再進行電鍍,最后交由施工隊進行野外安裝。鐵塔試組裝工作所要完成的任務較多,歸根結底還是對鐵塔構件幾何質量的一種檢測。為減少鐵塔試組裝的工作量,研究鐵塔的虛擬安裝方法有一定的理論意義與實用價值。
1 電力鐵塔試組裝
所謂試組裝就是將放樣后加工的零部件依據放樣修改圖,按其結構形式進行裝配,對設計圖紙、放樣結果和加工工藝進行驗證的過程。鐵塔生產過程中,試組裝是鐵塔生產中重要的工序也是最后一道工序。試組裝是檢驗設計轉換圖紙、樣板及車間加工零部件安裝適宜性最有效的、最真實的、最準確的一道工序,只有有效地控制試組裝塔料及試組裝過程,才能確保鐵塔產品質量滿足技術資料、設計、施工、業主的要求。
鐵塔試組裝分為立式組裝和臥式組裝。立式組裝與現場實際組裝情況完全相同,最能反映問題。但是組裝過程中骨架的裝、拆都是一個難題,組裝時間至少是現場立塔時間的2倍,導致鐵塔的生產周期加長,在組裝過程中還需要作業人跋山涉水解決通風、照明、安全、內外聯系等問題。相比這下,臥式組裝與現場實際組裝情況不完全相同。因塔身重力作用,組裝高度需要控制在33m以下(最高為塔腿巧段內三角),并且需要分段組裝。一般情況下,頭部為臥式整體組裝;其余段別只裝一個塔身面、1/4的隔面及內三角。臥式組裝比立式組裝安全、方便,且也能反映塔料加工的精度和可安裝程度。兩者相比較,臥式試組裝費用低,安全風險小,但不能反映全部的安裝過程;立式試組裝最能反映實際加工問題,但費用高、周期長,且安全風險很大。試組裝一般選擇在點裝結束后,部件電焊之前進行,特殊部位的構件,在焊接完畢后再次組裝。其主管內部骨架的組裝及拆卸同樣是一個難點[1]。
在實際生產中,鐵塔試組裝的過程有一定的要求:
1)科學合理地計算試組塔的占用空間和墊墩的高度,確保安全的情況下能整體組裝的不允許分段組裝。試組塔構件就位率除塔腿外必須達到100%,每個節點所使用螺栓應不少于連接桿件端部螺栓總數的30%(或按具體工程要求操作),并應進行緊固,并且大孔絕不允許穿細徑螺栓,孔同心率必須100%。
2)角鋼塔沒有特殊要求的情況,都采取臥式組裝;四柱鋼管塔采用立式組裝,根據塔吊的高度,一次組裝的段數不少于兩個段;鋼管桿和鋼構、支架采用臥式組裝。
3)試組塔和各結點都必須有代表性地按規程、規范要求的穿向安裝1~2個標準螺栓,特別是對孔處必須如數安裝標準螺栓,以檢查螺栓是否能順利安裝。
4)所有試組塔圖紙或相關技術文件要求裝雙帽的部位,必須如數安裝雙帽標準螺栓,以檢查安裝的適宜性。
5)所有雙材塔, 無論是主材間還是其它材間的綴板都必須如數安裝,以檢查板的適宜性。
6)所有試組塔圖紙中要求加墊板的位置必須如數安裝。
7)高低腿的試組塔,如果連接腿部大斜材的板是多孔板時,無論所加工的工程是否存在相鄰兩腿是等高腿的形式,都必須試拼同一面的等高腿的兩大斜材,以防止出現相碰現象。必須檢驗底腳螺栓及螺帽是否與大斜材碰。防盜范圍內的塔段,安裝螺栓時必須按螺栓校核人員提供的標準長度螺栓,確保防盜帽的順利安裝。
8)螺栓穿向:水平方向由下向上;斜材正面由里向外,側面由下向上;主材由里向外。如有特殊要求按特殊要求執行。
9)試組塔對稱構件必須都安裝,以便有效地檢查車間加工和設計轉換的正確性。主材在無法都參與試組裝時,不能單純用零件加工圖檢查其正確定性,必須用參與試組裝的主材進行對孔檢查。
由上述可知,試組裝工作的主要任務就是,按設計圖紙檢查構件的就位情況;檢查構件的數量、孔數、孔徑與設計圖紙和相關文件的一致性;檢查塔的控制尺寸、關鍵部位的尺寸是否滿足設計圖紙和相關文件要求。對組裝過程中不滿足設計要求的構件進行返修并做好試組塔記錄。所有返修的構件必須重新進行試裝或試拼。

圖1 鐵塔臥式試組裝
2 鐵塔構件仿真安裝
鐵塔生產周期完全受到試組裝時間的約束,試組裝的進度直接影響產品的交付時間,而且鐵塔試組裝工作除了費時之外更突出的缺點是占用場地大,需用大量的工人與技術人員還需要大型的起吊設備,花費大量的人力物力。鐵塔是由上千個零件組成的桁架結構,手動虛擬裝配工作量相當可觀,采用自動裝配手段可以降低勞動強度,提高效率。但目前的裝配方法還停留在半自動狀態,不便于真實地反映鐵塔構件實際連接關系。
2.1 基于三維放樣軟件的鐵塔安裝
鐵塔生產中所謂的放樣是鐵塔制造部門根據鐵塔設計部門提供的二維原理圖(含有節點號和型鋼號,零件尺寸不準確),經過實際或計算來確定鐵塔各零件詳細尺寸,并生成零件加工圖的過程,它是鐵塔制造過程中的第一道工序。放樣的核心工作是精確零件的外形尺寸(包括桿材的長度、連接板的形狀)以及各零件上孔的位置。鐵塔放樣是一種枯燥煩瑣且容易出錯的工作,常常會由于結構的復雜性、放樣精度的制約以及人為因素造成放樣不準,從而導致實際裝配失敗,帶來嚴重的后果。
隨著科學技術發展,要求鐵塔放樣精度、可視化、自動化程度不斷提高,要求放樣周期、放樣勞動強度不斷減小。目前,計算機輔助放樣已經從二維放樣發展到了三維實體放樣(簡稱三維放樣)。三維放樣最突出的優點是可以在放樣過程中實現預裝配,真實模擬實際裝配情況,及時發現放樣過程中存在的問題。隨著計算機的可編程操作性和擴展性的發展,三維軟件技術的放樣功能不斷的完善,同時計算機計算功能的準確和快捷,極大的提升了放樣的效率和準確性。同時,也使得在計算機上處理鐵塔復雜空間結構成為可能。可以利用計算機實現鐵塔三維結構的虛擬,在軟件中將鐵塔虛擬化的一比一的搭建,從而得到鐵塔各構件的實際尺寸以及其他一些參數,同時搭建出的鐵塔非常直觀,可在鐵塔模型上進行各種處理、對其進行變更也變得方便快捷。基于計算機實現鐵塔虛擬安裝時需要對鐵塔按各段分別組裝。首先需要用三維軟件繪制每個構件的圖形安排,從主材起按零件放樣后的尺寸進行組裝,然后再繪出斜材和連接板。在繪連接板時,使各孔的距離和角度正確。
2.2 基于虛擬制造技術的鐵塔虛擬試組裝
虛擬組裝實際就是在計算機上仿真產品的實際組裝過程,以可視化手段來研究和解決產品的可裝配性問題,這是虛擬組裝的主要任務[2]。而當前主流CAD軟件并不是面向裝配的,所以對于產品的可裝配性問題不能很好的解決。基于計算機實現鐵塔虛擬放樣及安裝,實際就是在計算機上仿真產品的實際組裝過程。這種虛擬安裝普遍基于Pro/E,AutoCAD等三維軟件,這類軟件功能十分全面,完全能適應鐵塔的模擬組裝。夏金兵[3]提出了應用Pro/E軟件來進行鐵塔模擬試組裝, 研究了鐵塔裝配的實際工藝問題,先利用軟件將鐵塔各段進行放樣計算,計算后的結果存放在標準零件庫中,根據零件庫中的零件開始組裝零件,在組裝中以校驗出鐵塔放樣計算中所產生的錯誤,并模擬了角鋼塔型的裝配。葉德生[4],劉均[3]等在利用Pro/E軟件來進行鐵塔虛擬預組裝時,應用Pro/E軟件的二次開發功能,對Pro/E軟件的界面和功能根據鐵塔試組裝的具體需求進行了二次開發,開發了基于Pro/E二次開發的鐵塔虛擬試組裝系統,該系統通過干涉檢查功能和孔位檢查功能,能夠檢驗出放樣計算過程中的錯誤。張翔[6]則是在AutoCAD軟件環境中,以設計部門所提供的設計圖紙為依據,仿真裝配出鐵塔的三維立體模型,在裝配過程中對產生干涉現象的零件進行不斷調整,達到消除干涉現象的目的。待整個鐵塔仿真裝配完畢,所得各零件尺寸即可作為實際尺寸供鐵塔放樣使用。李澤學[7]為了提高放樣精度和放樣效率,實現鐵塔的虛擬預裝配,利用AutoCAD的二次開發包ObjectARX,在Visual C++集成開發環境下編寫了相應程序,采用抽象意義上面和孔的概念,針對實際工程提出了鐵塔三維放樣過程中的一種自動裝配方法,這種方法真實地模擬零件裝配過程,反映零件裝配關系,實現零件的自動裝配,實現了鐵塔的正確放樣,使設計可視化,及時發現設計數據和放樣數據的問題,同時有效地減小工作人員的勞動強度。計算機模擬鐵塔組裝,可以與放樣工作同時配合進行,在檢驗出放樣計算的錯誤的同時能夠檢驗零件加工中出現的錯誤,還可以對連接板的設計、放樣的尺寸進行校驗,并且統計出實際所用螺栓、墊圈的數量。
基于Pro/E三維圖形處理平臺的鐵塔仿真安裝系統為例,主要工作分為以下四步:
1)讀取放樣數據生成特征
數據的提取主要是針對放樣數據。由于放樣數據的不規范,需要對放樣數據進行必要的處理,對于沒用或者重復數據可以刪除。為了將放樣的極坐標數據與Pro/E環境中直角坐標統一,需要進行必要的坐標轉化,將極坐標轉換成直角坐標,這樣就可以在軟件中生成特征。
2)建立構件數據庫
建立構件數據庫的工作包括建立標準構件庫和臨時構件庫。標準構件庫不隨塔形的變化而變化,包括螺栓、螺母和墊圈。臨時構件庫是隨著塔形的變化而變化的零件。臨時構件庫的建立主要是根據經過篩選和處理的放樣數據,其難點是特征的建立,首先建立基準點和基準面;然后建立構件的外輪廓特征;按照設計數據拉伸到需要的厚度;采用剪切來建立孔特征;特征建立完成,構件以放樣時的零件號保存于零件庫中。調用構件只需要在裝配環境中的調入零件對話框中輸入零件號即可調入裝配環境進行組裝[5]。
3)鐵塔組裝
因為鐵塔零部件比較多,用完全自動裝配的方法來實現其試組裝比較困難,仿真安裝一般也是半自動裝配實現鐵塔的試組裝。在組裝過程中,需要用鼠標選取鐵塔構件的裝配面來實現構件間自動裝配。鐵塔虛擬預組裝的順序與實地組裝的順序大致相同。組裝的順序按照:先從主材裝起,再裝連接板和斜材,最后裝螺栓,螺母等緊固件。按照裝配順序在構件數據庫中調出組裝構件進行組裝。由于鐵塔的結構是由各段所組成,所以裝配鐵塔也可按段分別進行組裝。
4)檢測
仿真安裝的目的也是對生產的鐵塔構件的幾何質量進行檢測,因此在仿真安裝過程中要實時檢測,就是在仿真安裝的過程中檢測構件間是否出現“干涉”現象。如存在“干涉”現象,則要分析產生的原因。因為在仿真安裝前已經基于點云數據對構件個體進行了檢測,符合要求后再進行仿真安裝。
3 基于點云數據的電力鐵塔仿真安裝
基于三維點云模型的鐵塔仿真安裝方法是利用點云模型在計算機上仿真安裝,基本過程可參考基于CAD或Pro/E等三維圖形處理平臺的虛擬組裝過程。主要不同之處在于以下幾方面:首先,基于三維點云模型的鐵塔仿真安裝方法是利用三維激光掃描儀對鐵塔構件進行掃描獲得鐵塔構件點云數據,而不是通過讀取放樣數據。其次,對獲取的點云數據先進行點云數據處理,單個構件檢測合格后建立構件數字模型入庫。然后,全部構件處理完成后即可進行基于計算機的點云模型的半自動仿真組裝,進而完成試組裝后的一系列工作,如驗證鐵塔幾何質量是否符合生產要求,對干涉檢測,孔位檢測,塔身傾斜檢測等。此時若出現干涉現象,則需要利用點云模型修正干涉現象,在點云模型上獲得修正數據,指導對鐵塔構件進行修改。點云數據處理過程中的誤差累積。基于點云數據在進行檢測及仿真安裝時,要進行點云數據的處理,仿真安裝過程中需要進行軸、面的擬合,隨機誤差累積可能會造成微小的干涉情況,但這種情況相對于前面分析的兩種干涉情況很小,且易于判別,通常可以忽略。基于點云數據的鐵塔仿真安裝流程如圖2所示。
4 實例
選取鋼管形鐵塔試組裝構件在點云處理軟件上進行基于點云數據的鐵塔仿真安裝實驗。該鋼管塔需進行分段臥式試組,試組后最底端應如圖3所示。進行試組裝之前,利用地面三維激光掃描儀對將進行試組裝的鐵塔構件依次進行掃描,獲得構件點云數據。
本實驗選取鐵塔一條邊上的構件在點云處理軟件上進行基于點云數據的仿真安裝。將每個構件的掃描數據編號入構件數據庫,該邊上共八個構件。圖4、圖5為待組裝鋼管鐵塔底端段一條邊上最底端的構件及最頂端構件點云數據。
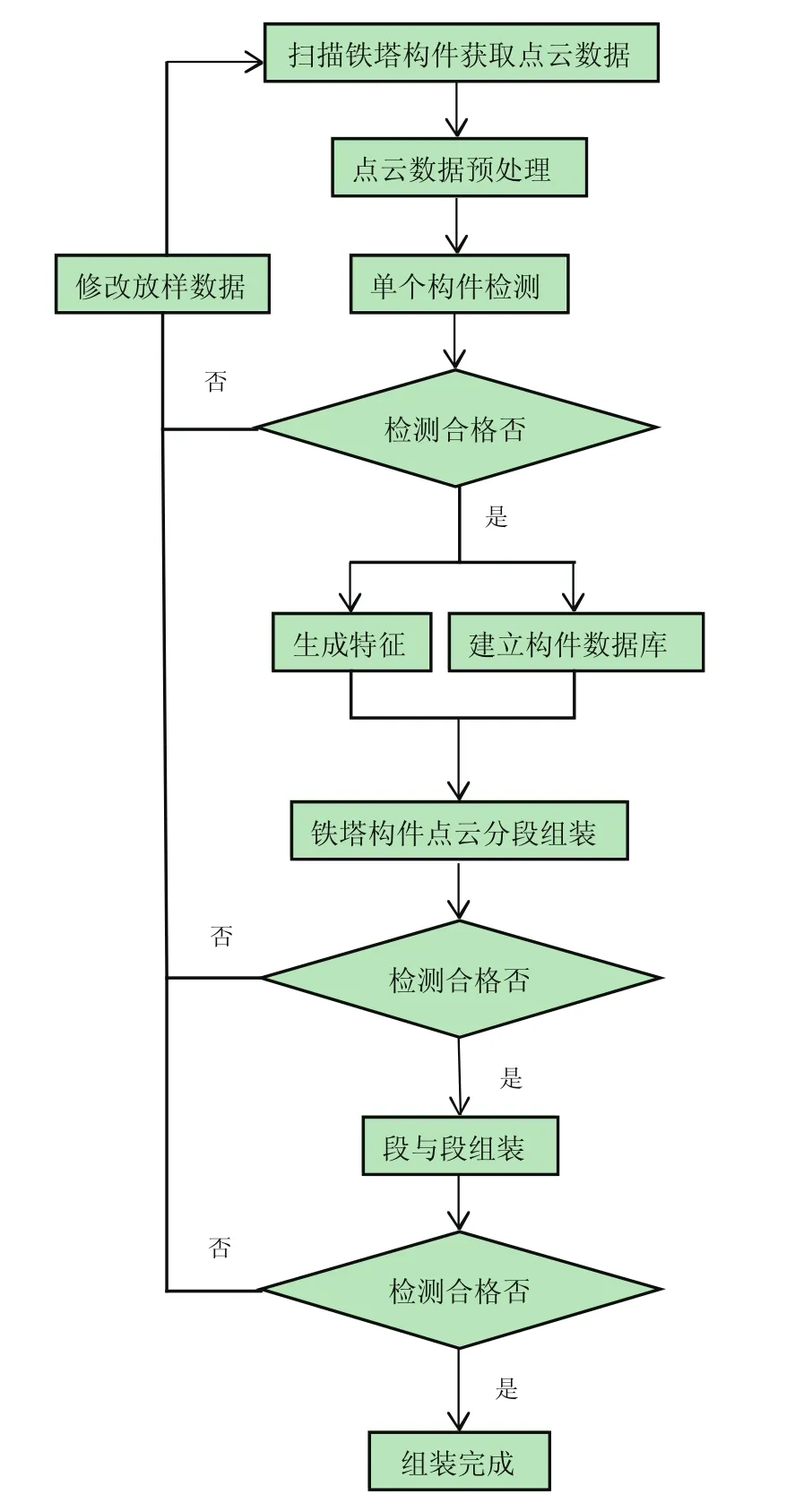
圖2 基于點云數據的鐵塔仿真安裝工作流程

圖3 鋼管鐵塔分段試組裝
CloudCompare軟件是一款開源的點云處理軟件,可以在此平臺上基于C++語言進行二次開發。基于CloudCompare點云處理軟件開發工業構件仿真安裝模塊,人機交互的方式從數據庫中選取待拼裝構件點云,在點云處理軟件中利用點云模型進行仿真安裝。仿真安裝結果如圖6所示。組裝過程中可以通過對點云分析可知是否存在干涉情況。
圖4 鋼管鐵塔某段最底端構件點云

圖5 鋼管鐵塔某段最頂端構件點云

圖6 鋼管鐵塔某邊構件仿真組裝后點云
分段組裝的鐵塔設計圖通常如圖7所示建立坐標系,圖中類似梯形臺的四條側邊為該段鐵塔四邊鋼管的軸線。整條邊的構件組裝后,建立點云構件坐標系。以如圖4(b)所示的最底端的構件底面法蘭圓心為坐標原點,法蘭面做為XY面,垂直于該平面為Z軸,如圖8所示。
利用點云提取安裝好的鐵塔軸線,比較該軸線在Z軸方向上的夾角,即根開角,與根開角設計值比較,這是鐵塔試組裝檢測的一項內容。如圖9所示,本實驗量測出的根開角度為9.3357°。如表1所示按照本鐵塔設計要求,鐵塔的根開角為9°,測量值與設計值相差20'左右,按鐵塔生產要求,根開角誤差允許值30'符合生產規范。根開尺寸及根開對角線等均可由此值計算,盡而進行檢測。

圖7 鐵塔整塔坐標系設計示意圖

圖8 鐵塔邊坐標系設計示意圖
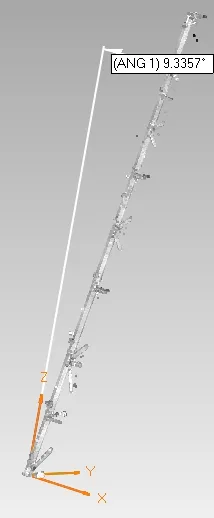
圖9 鐵塔某邊根開角檢測

表1 單根鐵塔腳組裝后根開角計算表
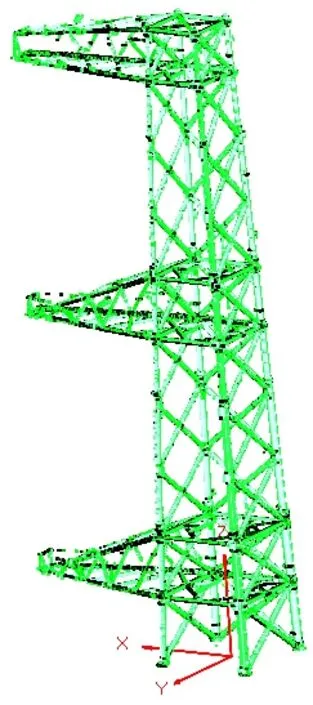
圖10 鐵塔頂端段整體仿真安裝后點云
按照此方法可以將整塔進行仿真安裝,如圖10所示,為鋼管塔分段試組裝的頂段基于點云組裝后的效果圖,圖中包括塔尖主體及側面掛線部分,以鐵塔四塔腿底面所在的平面為XY面,鐵塔中軸線為Z軸,與XY面相交的點為原點建立坐標系,如圖11所示。
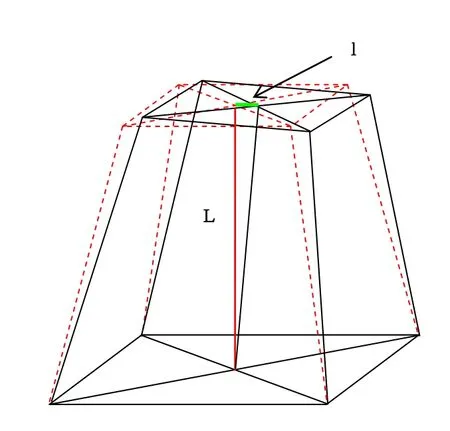
圖11 塔節整體傾斜計算示意圖
如圖10中所示坐標系里可以對一些鐵塔整體檢測數據進行計算。例如,塔節整體傾斜計算,示意圖如圖11所示。圖中L為塔節長度即節間垂高,l為由于塔節整體傾斜導致的鐵塔中軸線偏移理論中軸線的變化量,定義δL為塔節整體傾斜,則有:

本塔頂端仿真安裝后,利用點云模型量測塔節高為48.3m,中軸線變化量為0.03m,按式(1)計算δL=1/1610。按鐵塔試組裝要求,整塔試組后檢測塔節整體傾斜,若δL<1/1000,則符合限差要求,若大于限差要求,則需要進行數據修改。
5 結束語
本文針對鋼管型電力鐵塔構件研究了基于點云數據的仿真安裝方法,通過利用點云處理軟件對鐵塔構件進行仿真安裝實驗,證明該方法基于點云數據的電力鐵塔仿真安裝可行,為后續深入研究基于點云數據的鐵塔整體仿真安裝奠定基礎。
采用鐵塔構件三維點云模型在計算機上鐵塔仿真安裝方法,一方面沒有場地的需求,更重要的是從根本上解決了塔件試組裝制約生產的問題。實踐調研可知,目前各類三維激光掃描儀不斷豐富,特別是相位式三維激光掃描的精度不斷提高,可達到亞毫米級,且其輕便性更加適用于實際生產,價格也在不斷下降。市場占有份額比較大的常用相位式激光掃描儀常低于100萬,考慮軟件開發及試驗等費用,總耗費遠不及人工試組裝,且三維激光掃描設備一次投入可長期收益,生產成本在后續生產中將會降低。
【】【】
因此,基于三維點云模型的鐵塔仿真安裝和傳統的人工試組裝工作相比具有絕對優勢,可以縮短前期的生產時間,提高生產效率,顯著降低了生產成本。
[1]王淑紅.大型鋼管高塔虛擬組裝新思路[J].電力建設,2009-30(7):102-103.
[2]姜海濤.面向虛擬制造的裝配仿真系統研究[D].南京:南京理工大學,2004.
[3]夏金兵,夏永勝,祁方.計算機輔助模擬鐵塔裝配的研究[J].水利電力機械,2005.27(4):6-8.
[4]葉德生,等.基于Pro/E二次開發的鐵塔虛擬預組裝研究與應用[J].中國制造業信息化,2007(8):38-41.
[5]劉均,王杰.基于Pro_E的鐵塔模擬裝配與干涉檢測的研究和應用[J].計算機應用技術,2007.34(12):47-49.
[6]張翔,陳定方.高壓輸電線鐵塔仿真裝配CAD系統的設計與實現[J].交通與計算機,1996(3):42-46.
[7]李澤學,吳清文,李明,等.鐵塔三維放樣過程中的一種自動裝配方法[J].計算機輔助設計與圖形學學報,2006(7):1073-1077.
[8]李明.計算機輔助鐵塔虛擬裝配技術研究[D].長春:中國科學院長春光學精密機械與物理研究所,2005.
[9]楊國.全站儀在大型滾筒形位誤差檢測中的應用[J].中國設備工程,2006(9):45-47.
[10]宋金龍.工業測量技術在大尺寸高精度定位工裝中的應用[J].新技術新工藝,2012(8):105-106.
[11]賈盛舉,于晶濤.數字近景攝影測量在工業檢測中的應用[J].測繪學報,2002.31(增刊):61-65.
[12]謝麗娜,田世穎,蘇艷.沒有理論模型情況下的工件表面檢測[J].鍋爐制造,2012(4):60-61.
[13]祿超峰,形位誤差檢測技術研究[J].航空制造技術,2012(11):53-57.
[14]洪鑫華,王杰.基于Pro_E的鐵塔虛擬裝配系統中螺栓的統計及其BOM表的生成[J].機械制造與自動化,2009(1):106-107.
[15]遲迎.鐵塔構件檢測儀的結構與伺服系統設計[D].長春:長春理工大學,2012.
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
