卷煙包裝薄膜靜電消除的研究與優化設計
2018-01-23 13:14:48
制造業自動化 2017年12期
(山東中煙工業有限責任公司濟南卷煙廠,濟南 250000)
0 引言
隨著運動控制技術的發展,卷煙生產機械設備的運行速度逐步提高,目前國產超高速卷煙機的生產能力已經達到16000支/分鐘,這對卷煙包裝原輔材料的質量提出了更高的工藝要求,設備與材料的雙向適應性研究成為設備管理的一項重要內容。
卷煙產品在我國屬于副食品類別,由于其吸食的特殊屬性,對該類產品并無嚴格的保質期要求,但在運輸及儲存過程中,需要避免受到外界環境中溫濕度的影響。目前卷煙產品普遍采用BOPP煙用包裝薄膜對小盒及條盒商標紙進行密封包裹,以實現流通環節的產品吸味穩定。
在高速生產條件下,BOPP煙用包裝薄膜在儲存、展開、傳遞、分切等各環節都不可避免的產生表面靜電,薄膜表面的靜電積累到一定程度將會影響到包裝質量,造成破包、折角、拉線錯位等缺陷,嚴重影響產品合格率及設備有效作業率。目前薄膜包裝機械常采用靜電消除裝置對薄膜靜電進行抑制,但生產環境、材料規格、包裝工藝等外部因素的差異,使靜電消除裝置無法保證靜電消除保持最佳效果,常需要根據使用條件進行調整優化。
1 問題分析
1.1 靜電產生原因
BOPP煙用包裝薄膜是BOPP薄膜中技術含量較高的一個膜種,具有優良的絕緣性能。材料中聚丙烯分子的化學鍵為共價鍵,難以發生電離,使電子或離子無法傳遞,所以薄膜表面具有較高的表面電阻,從而容易產生靜電[1]。
FOCKE409條盒包裝機是由德國FOCKE公司生產的一種用于細支煙產品的條盒包裝設備,設計生產速度為40條/分鐘。其薄膜輸送流程如下:
包裝薄膜卷安裝在底部的支架上,經過多個傳輸輥的平整及糾偏,經過靜電消除器去除部分靜電后繼續穿過鼓輪傳送,期間完成與拉線的定位粘合,然后經由切刀鼓輪將透明紙切割成張,最后單張透明紙與預折成型的條盒商標紙完成條盒的薄膜包裹及熱封。
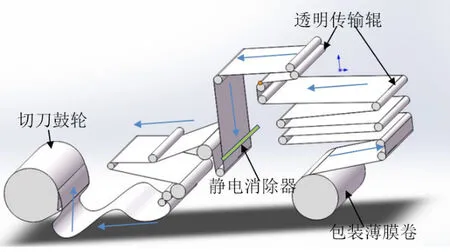
圖1 FOCKE409條盒包裝薄膜輸送流程圖
在薄膜的整個傳遞過程中,需要經過多個輸送輥及傳動部件,這些部件的材質一部分為金屬,也有一部分為了降低噪音,保證動作可靠而采用了非金屬絕緣的部件(如透明紙傳送輥),容易因摩擦而產生靜電,加上設備內電氣元件產生的電磁感應,為靜電的產生、積累、轉移提供了足夠的條件。
經過分析,在薄膜傳遞過程中產生靜電的主要環節為[2]:
1)輸送摩擦。包裝薄膜與輸送輥直接接觸,在展開、傳遞、轉向等過程中,與機械部件存在廣泛的摩擦接觸。
2)分切成型。切刀鼓輪在高速運轉中將連續的薄膜進行分切,切割的單張薄膜與商標紙共同進行折疊成型,該過程會有靜電產生。
3)靜電傳遞。包裝薄膜在運行過程中,如果不能及時消除靜電,其積累的靜電荷將不斷相互傳導并向后續工序傳遞。
1.2 靜電的影響
包裝薄膜的靜電積累到一定程度時,容易使材料出現排斥現象及表面吸灰,導致包裝薄膜在折疊成型過程中發生錯位、卷折及污染[3],這在條盒包裝薄膜中的表現尤為明顯,帶有靜電的薄膜又會成為靜電載體,導致靜電在不同工序及設備部件之間轉移并在更大范圍內積累。
從工藝質量管理系統(統計過程控制SPC)選取2016年下半年記錄的質量缺陷數據,對四種主流生產機型的條盒包裝缺陷率進行統計,并計算了條盒包裝薄膜缺陷在其中的占比,結果如表1所示。

表1 不同包裝機型條盒包裝薄膜缺陷占比統計
這說明在安裝有靜電消除器的情況下,FOCKE409條盒包裝薄膜缺陷率較其它機型偏高。
2 優化設計
2.1 設計思路
FOCKE409采用了美國SIMCO公司的MEB靜電中和棒作為靜電消除裝置,根據靜電產生的原因及靜電消除的原理,對靜電消除裝置的優化主要在兩方面進行,一是通過試驗確定靜電消除器與包裝薄膜的間距;二是結合設備實際確定靜電消除器的作用位置。
在環境溫度26℃,濕度60%,設備運行在額定速度的情況下,用靜電測試儀對靜電消除器和包裝薄膜處于不同間距下的表面靜電壓值各進行三次測量并計算平均值,統計數據如下。

表2 不同間距下的平均靜電壓值
選定測量距離從16mm到30mm,以2mm為調整間隔,由測量結果可知,靜電消除器的安裝位置超出24mm一定距離后,靜電消除效果明顯降低。因此,最終確定靜電消除器的安裝位置距離包裝薄膜為24mm。
為確定靜電消除器的作用位置,對薄膜表面靜電壓值進行了進一步測量。在同樣的測試條件下,選取靜電消除器后2cm(記為中端)和傳輸切割末端前2cm(記為末端)兩個位置進行測量,得出數據對比如下。

圖2 靜電儀測定不同位置處透明紙的靜電壓值
數據表明,包裝薄膜的傳輸末端靜電壓值約為靜電消除后的一倍,這是因為經過靜電消除的薄膜在后續的傳輸過程中又會重新產生靜電,從而影響折疊成型階段的包裝質量,所以靜電消除器應盡量靠近材料傳輸末端,以保證分切成張的包裝薄膜在進入折疊成型階段前的靜電積累最低。
2.2 改進實施
根據設備實際條件,選定將靜電消除器位置后移至分切鼓輪前,設計新的支架及支撐螺桿并固定于分切鼓輪支撐板上。由于支架對加工機械強度要求不大,故采用Q235普通碳素鋼作為加工材料。
支架作為靜電消除器的支撐機構,與支撐螺桿通過螺紋孔連接,為了使靜電消除器更加穩定且便于定位,在支撐螺桿上設計了內外兩個同樣的支架。

圖3 支架設計及實際安裝圖
【】【】
靜電消除器主要通過高壓發生器產生高壓,作用于放電尖端,將薄膜的靜電中和[4]。在研究過程中,我們發現靜電消除器只有在設備“急停”和“空轉”兩種狀態下才會切斷電源,考慮到設備故障時,需要人工介入,所以進一步對該處的安全聯鎖程序進行了優化。
靜電消除器的電源通斷來自PLC信號A8.0,從源程序OB010_OPERATING(PRG)程序段對應位置引入故障停機信號A7.2,可以保證當設備需要人工介入時,及時切斷靜電消除器電源,增加安全系數。

圖4 靜電消除裝置PLC安全聯鎖程序優化
2.3 效果驗證
優化實施完成后,在同等溫濕度、額定生產速度條件下,使用靜電測試儀對經過靜電消除器的薄膜靜電壓值進行測量,測量時間為每10min檢測一次,連續測量2小時,得出數據如圖5所示。
數據表明,優化后在包裝薄膜進入折疊成型工序前能夠保證表面靜電在包裝工藝要求范圍內,降低了靜電對包裝質量的影響。
3 結論

圖5 優化后測定的薄膜中末端靜電壓值
經過對卷煙包裝設備FOCKE409的靜電消除裝置優化改造,達到了更好的消除薄膜表面靜電的效果,薄膜傳輸末端靜電壓可以控制在1kV以內,可以滿足包裝工藝要求,通過對優化效果跟蹤驗證,在實際生產中包裝缺陷率得到降低,同時對原有靜電消除裝置的安全聯鎖程序進行了優化,對包裝行業的靜電消除課題有一定的借鑒價值,目前改造方案已在其他卷煙包裝機型上得到推廣。
[1]季云飛.BOPP煙用包裝薄膜靜電消除方法[J].科教文匯.2006(8):197.
[2]牛宇.精細凹版印刷與分切過程中靜電的測量與消除方法的研究[D].保定:華北電力大學.2012.
[3]周倩,黃少云.軟包裝印刷生產中靜電的危害和消除措施[J].印刷質量與標準化.2014(4):37-39.
[4]繆紅林,張新沂,郭惠選.基于PIC的靜電消除控制系統[J].制造業自動化.2013,35(12):22-23.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
電子制作(2018年11期)2018-08-04 03:26:08
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
工業設計(2016年12期)2016-04-16 02:52:00
