三維掃描和數(shù)值模擬在現(xiàn)代鍛造企業(yè)的結合應用
2018-01-24 03:26:15梁聰明劉萬勇高展魯錦繡陳林
金屬加工(熱加工) 2018年1期
■ 梁聰明,劉萬勇,高展,魯錦繡,陳林
近年來,隨著為ZF、VOLVO、MERITOR等國外高端客戶提供增值產品的同時,企業(yè)通過不斷研發(fā)、創(chuàng)新等一系列技術應用,與相關利益方共享發(fā)展成果。
1. 前軸生產應用案例
某前軸產品在生產過程中出現(xiàn)多處鍛造表面微裂紋缺陷,這種質量問題在成熟產品中出現(xiàn)極為罕見,為避免質量成本增加、客戶認知下降等,我們通過對成形過程分析論證,有效減少了生產過程帶來的表面微裂紋。如圖1所示,我們對該產品各成形工序使用的模具三維掃描、逆向建模、制造質量,以及上下線模具磨損情況等進行質量分析、鍛造模擬分析,并對各成形過程及生產過程出現(xiàn)的質量風險進行分析。
數(shù)值模擬分析如下。
(1)輥鍛(roll forging)過程模擬 模具三維掃描分析:如圖2所示,利用真實模具狀態(tài)進行數(shù)值模擬。
材料(material)DIN-42CrMo4
上下模旋轉中間距(top and bottom center distance):998mm
坯料溫度(roller billet temperature ):1200℃
一輥坯料長度(a roller billet length):1693mm
二輥坯料長度(two-roller billet length):1974mm
結論:坯料加熱過程通過目視觀察發(fā)現(xiàn)有表面裂紋、壓痕等影響鍛造表面質量的因素,輥鍛過程中缺陷會出現(xiàn)在二輥完成后A區(qū)域長度較短(見圖2),可能會引起后續(xù)工序充不滿,此工序未發(fā)現(xiàn)輥坯折疊和耳朵。調整輥鍛模選擇中心距為996mm,二輥后坯料長度為1993mm,有效地避免了鍛件拳頭部位在后工序出現(xiàn)的充不滿、折疊等現(xiàn)象。
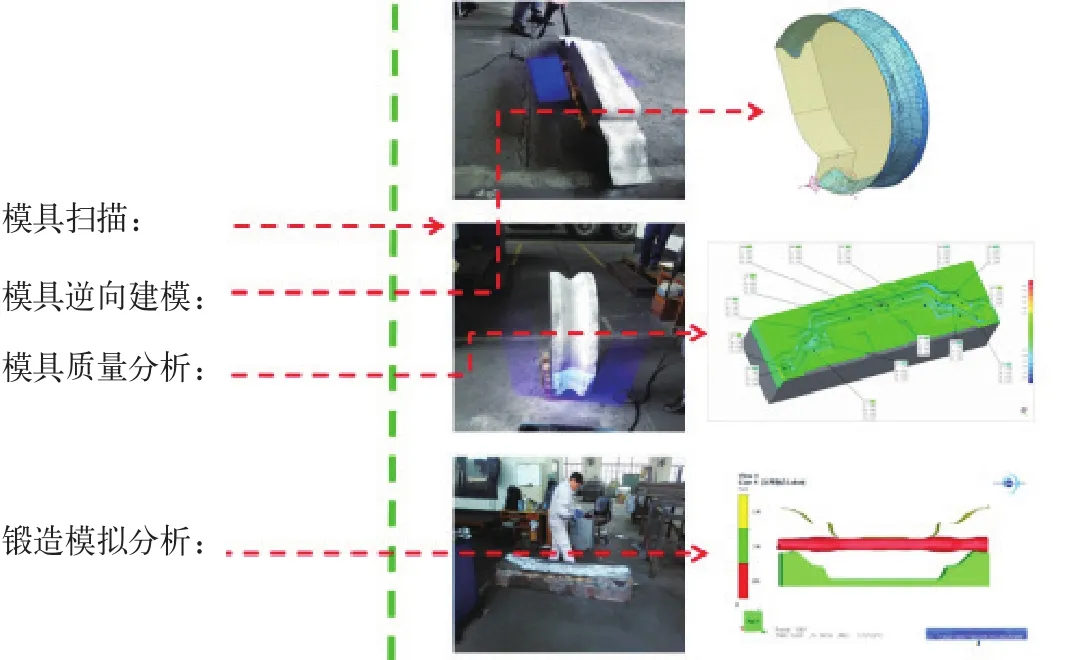
圖 1
(2)壓彎(bending) 模具三維掃描分析:如圖3所示,利用真實模具狀態(tài)進行數(shù)值模擬。
材料(material)DIN-42CrMo4
坯料溫度( roller billet Temperature ):1150℃
結論:輥坯擺放可能會引起圖3B區(qū)域內分布不均帶來后工序在拳頭部位充不滿,此工序未發(fā)現(xiàn)表面缺陷(折疊)。根據(jù)現(xiàn)場生產情況分析在前軸鍛件工字梁上出現(xiàn)的表面微裂紋比例很大,初步分析是在壓彎工序產生的,壓彎工序中間部位安裝有10mm墊板可能會產生壓彎尖角,取消后效果明顯。
(3)預鍛(pre-forging)過程模擬 模具三維掃描分析:如圖4所示,對上線生產模具進行尺寸分析,觀察其模具表面缺陷(龜裂、凸起等),通過分析模具準予上線生產,并通過掃描的數(shù)據(jù)進行鍛造模擬分析。
材料(material)DIN-42CrMo4
坯料溫度(roller billet temperature ):1122℃
結論:在預鍛工序的成形過程中未發(fā)現(xiàn)表面缺陷(折紋)(見圖5)。
(4)終鍛(finish forging)過程模擬 模具三維掃描分析:如圖6所示,對上線生產的模具進行尺寸分析,表面質量觀察其模具表面缺陷(龜裂、凸起等),通過分析模具準予上線生產,并通過掃描數(shù)據(jù)進行鍛造模擬分析。
材料(material)DIN-42CrMo4
坯料溫度(roller billet temperature):1191℃
結論:在終鍛工序的成形過程中未發(fā)現(xiàn)表面缺陷,鍛件未出現(xiàn)充不滿缺陷(見圖7)。
通過應用三維掃描技術及鍛造數(shù)值模擬技術對生產線所使用的模具進行分析,排除因模具產生的鍛造缺陷,結合現(xiàn)場生產實際情況充分排除掉成形過程產生的因素,為后期產品表面質量提升提供了強有力的技術支持。
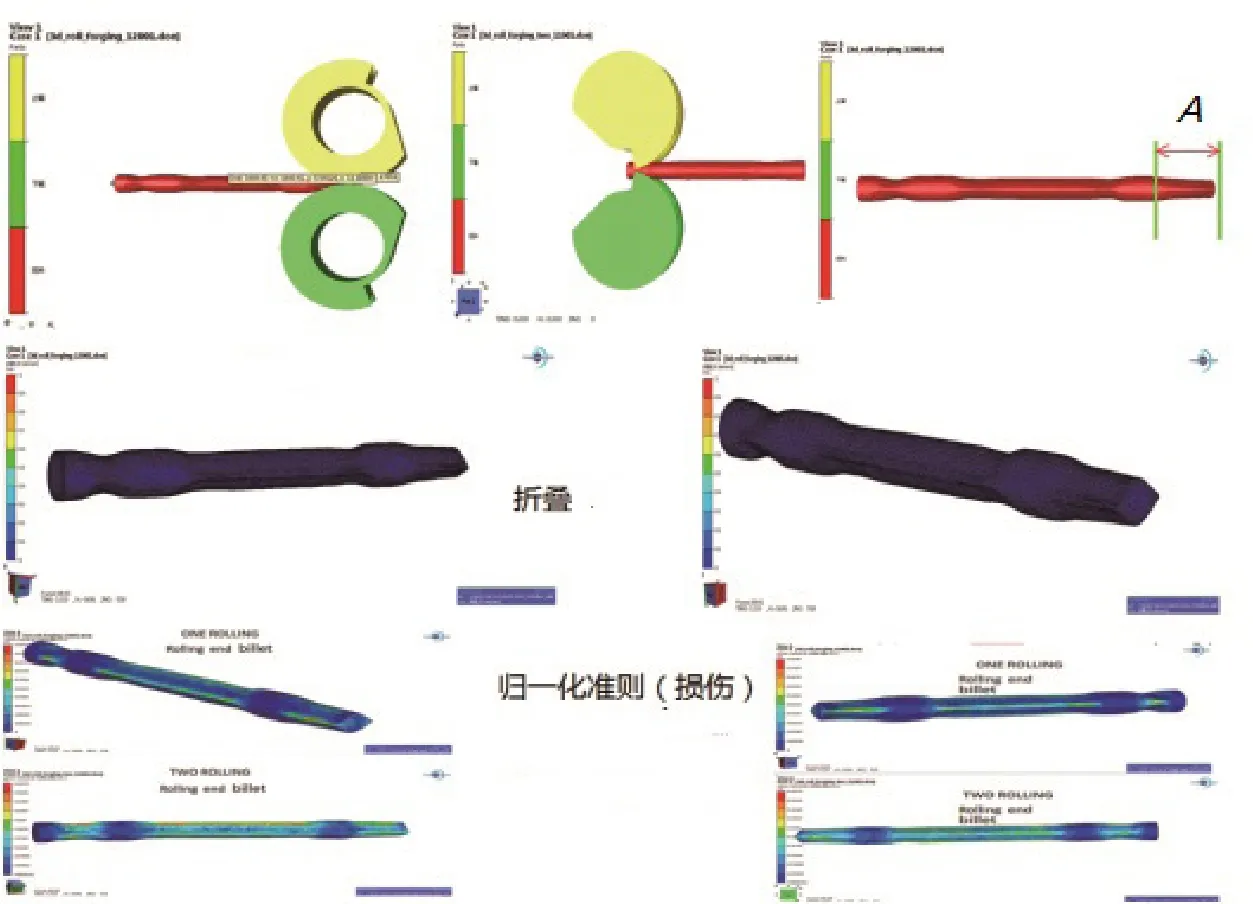
圖 2
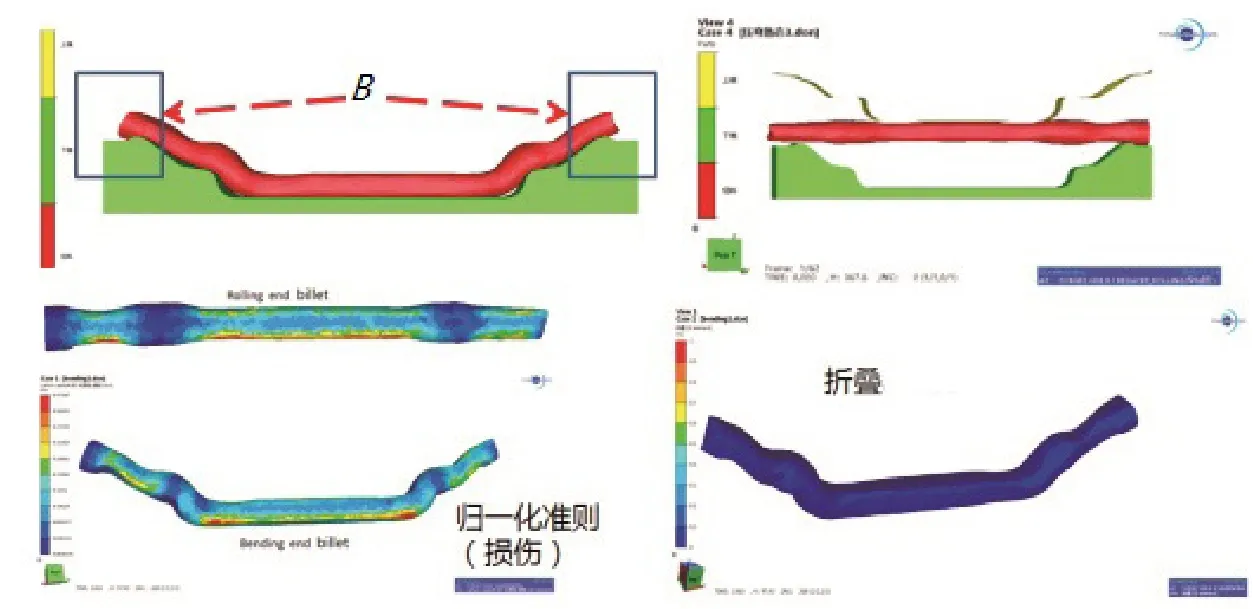
圖 3
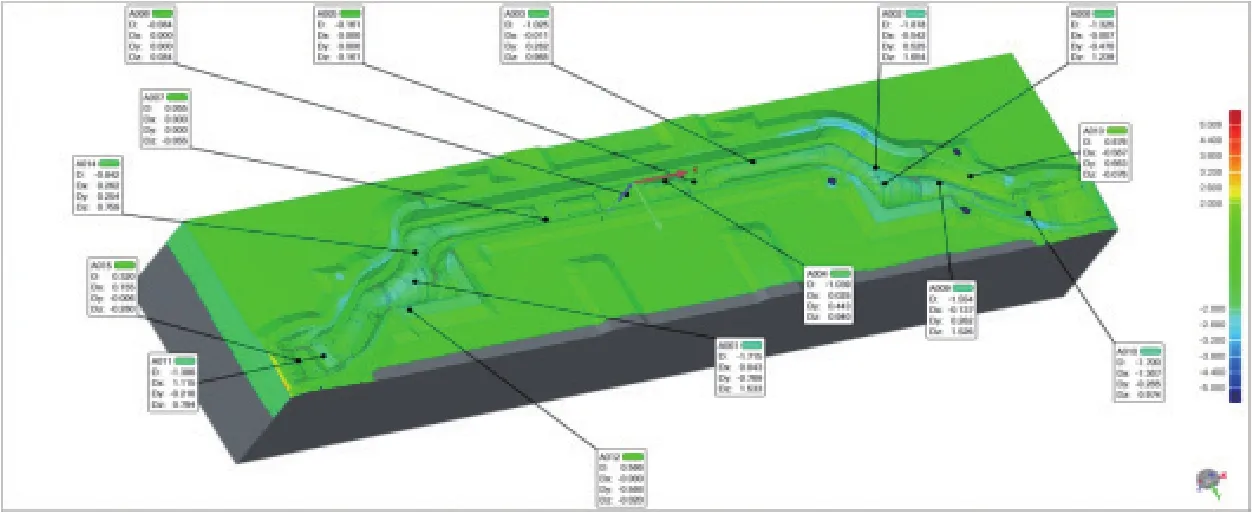
圖 4
2.前軸鍛后質量分析
對某前軸產品鍛造工序完成后鍛件的變形、充不滿等影響產品的風險進行分析,其流程是前軸鍛件三維掃描、鍛件逆向建模、鍛件擬合處理、鍛件尺寸分析,如圖8所示。
通過對鍛件毛坯的掃描測量分析,了解產品在鍛造過程中主要關鍵尺寸公差設計要求及后序成品加工的要求。在測量分析過程通過對各成品加工部位的特征擬合分析得出如圖9所示測量色譜圖、圖10所示各關鍵截面的尺寸分析圖,尺寸測量值見附表,綜合分析此鍛件實際公差范圍,鍛件拳頭部位變形扭曲量均在±1.0mm公差范圍內,工字鋼部位在±0.5mm公差范圍內,主要加工平面尺寸在±0.3mm公差范圍內,板簧位置扭曲±0.5mm公差范圍內,此鍛件產品設計較為合理、鍛造過程控制穩(wěn)定。
3.曲軸產品精細化實現(xiàn)
產品精細化開發(fā),某曲軸開發(fā)設計時采用正逆向設計開發(fā)對設計前后的數(shù)據(jù)分析實現(xiàn)產品的精細化。首先應用三維掃描設備對客戶提供的成品數(shù)據(jù)進行逆向采集,并對采集的數(shù)據(jù)進行處理生產可用于編輯的三維數(shù)學模型(見圖11)。
其次設計開發(fā)時針對成品各項要求對產品毛坯尺寸進行再設計,以滿足成品加工的要求(見圖12)。
然后應用設計分析軟件對設計好的產品與客戶原始產品進行分析,了解毛坯與成品間各尺寸的變化等,圖13曲軸小頭端為毛坯設計尺寸,大頭端為成品與毛坯尺寸的實際測量色譜,銀色區(qū)域則為成品掃描數(shù)據(jù)。
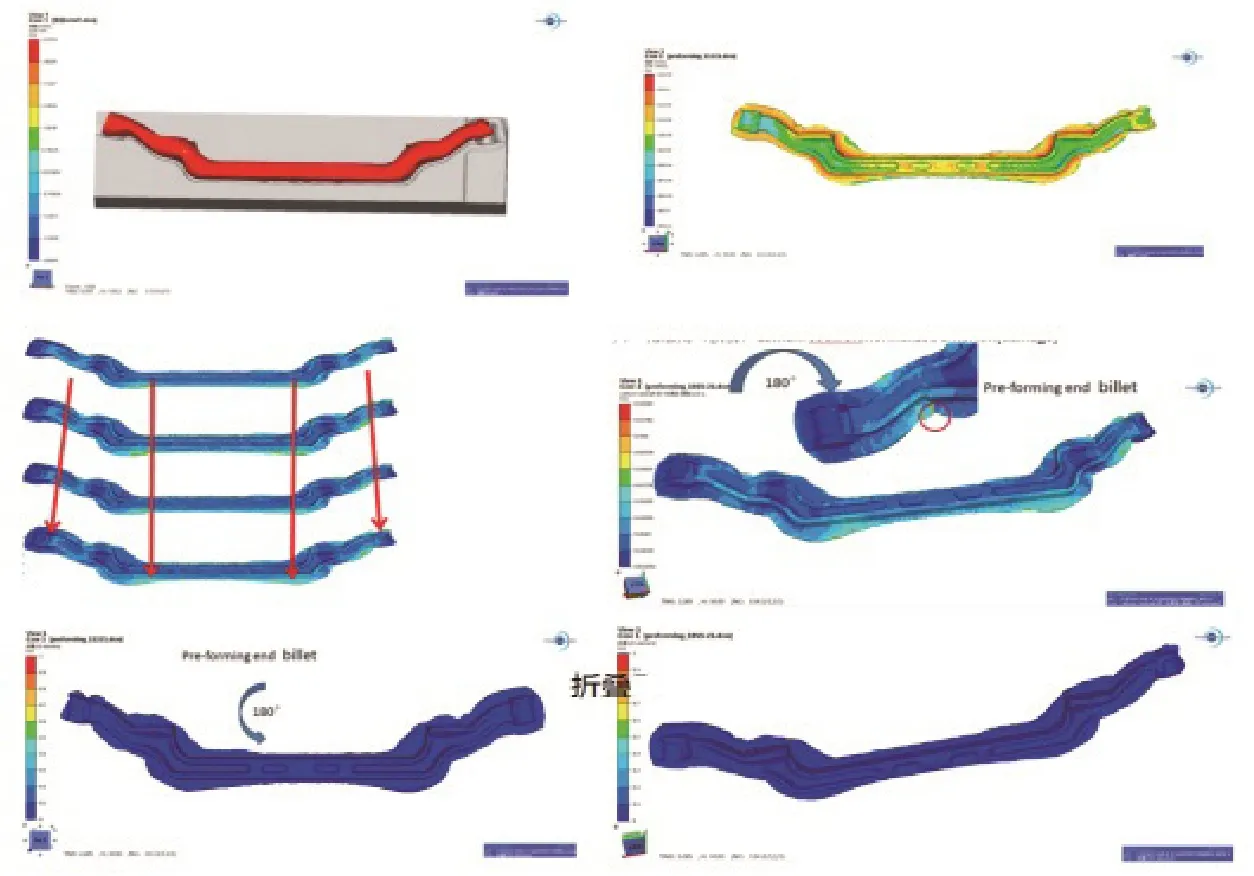
圖 5
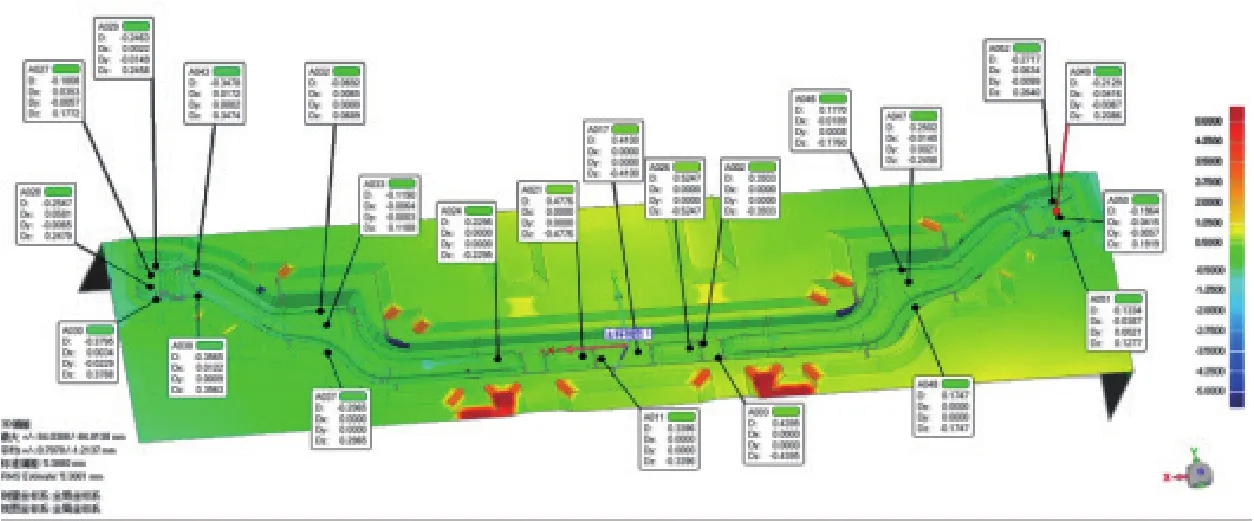
圖 6
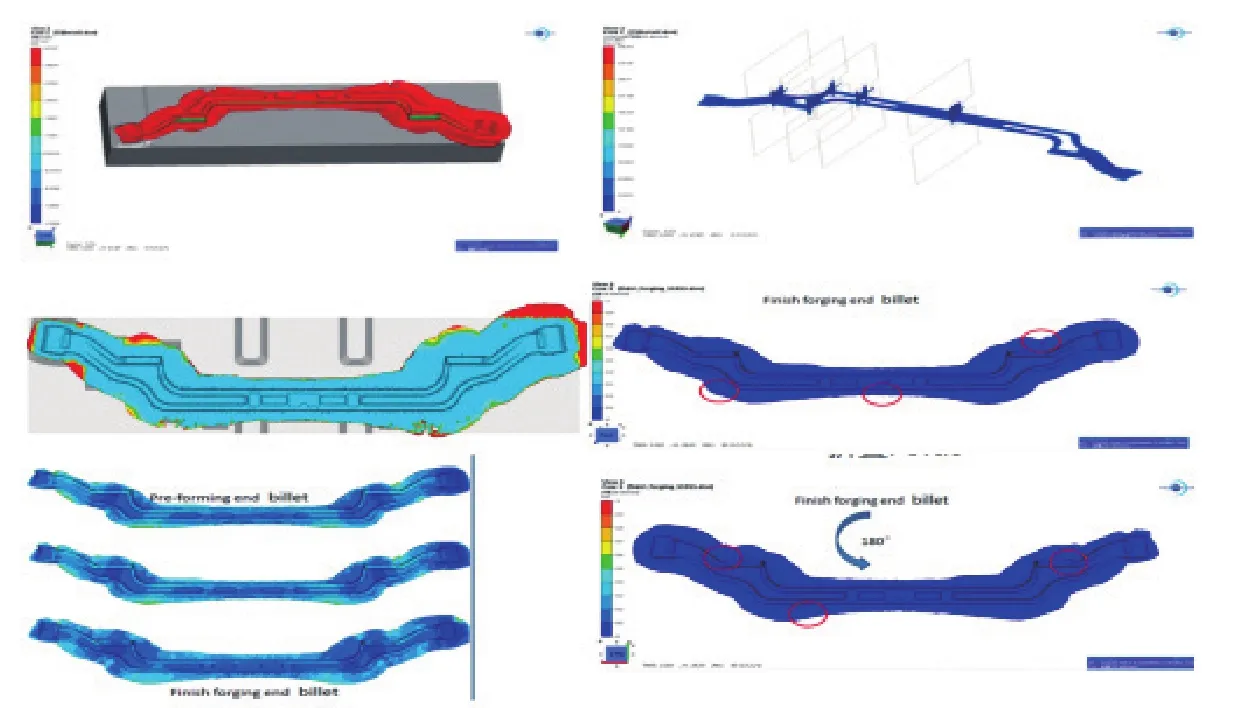
圖 7
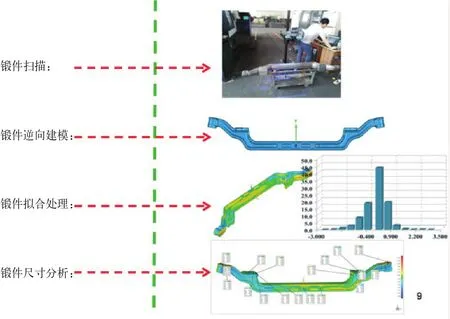
圖 8
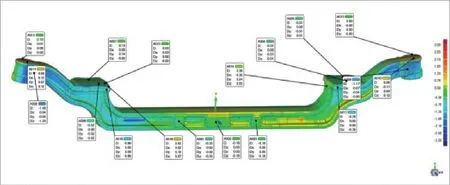
圖 9
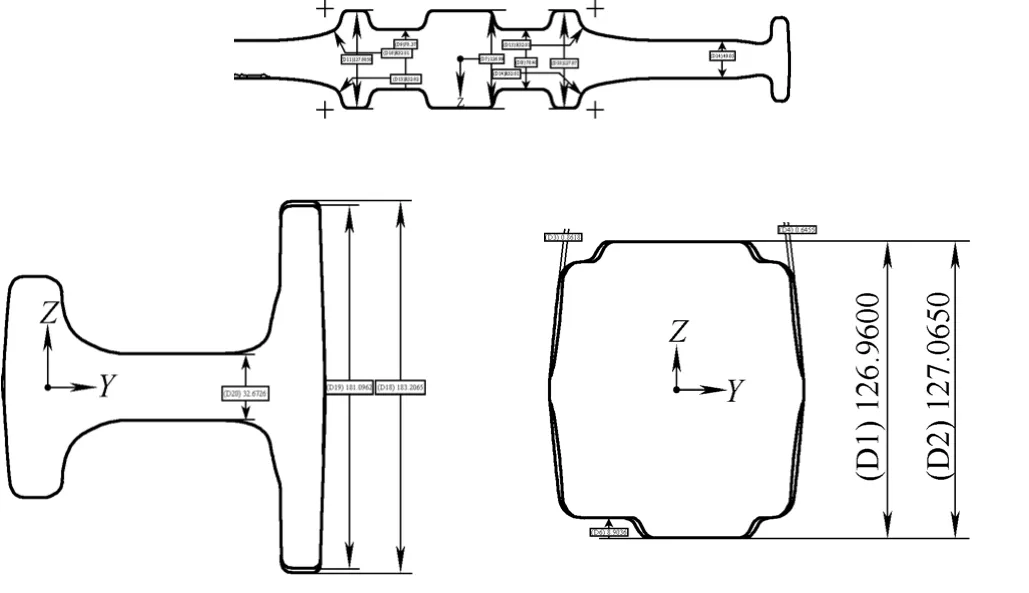
圖 10

關鍵截面尺寸測量結果 (mm)
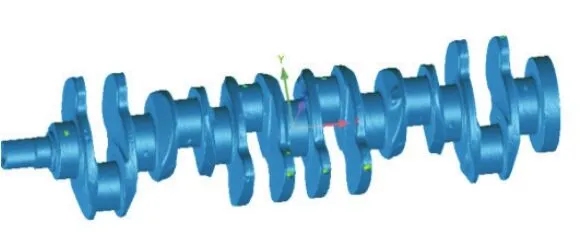
圖 11
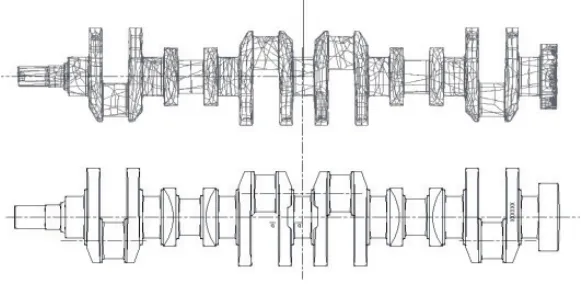
圖 12
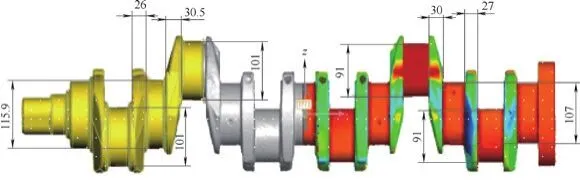
圖 13
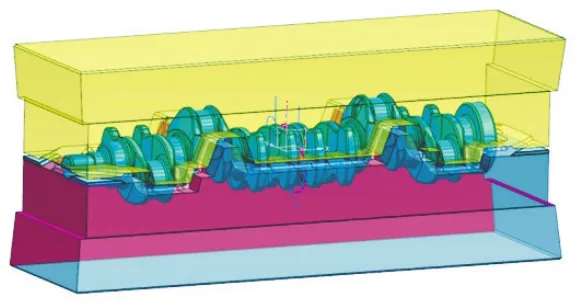
圖 14
以上案例有最后應用UGNX三維設計軟件進行模具設計,開模制造,以保證產品開發(fā)的準確性、精細化設計的有效性(見圖14)。效驗證了通過三維掃描技術和數(shù)值模擬技術相結合,可實現(xiàn)模具CAD系統(tǒng)及前軸、曲軸鍛件設計、尺寸檢測分析,極大縮短了設計開發(fā)周期,提高了制造效率,鍛造工藝過程數(shù)值模擬的應用,有效地保證了產品質量,提高了產品和企業(yè)市場競爭力,取得了較好的經濟效益與社會效益。
4. 結語
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2018年18期)2018-11-14 01:48:24
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
山東工業(yè)技術(2016年15期)2016-12-01 05:31:22
中國中醫(yī)藥現(xiàn)代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06
