無鍍鎳銅鋁低溫釬焊工藝研究
2018-02-22 01:16:54劉新寬王子延曹蒙云
有色金屬材料與工程 2018年6期
曹 凱,劉 平,劉新寬,王子延,張 卓,曹蒙云
(1. 上海理工大學 材料科學與工程學院,上海 200093;2. 坤同勃志智能科技(上海)有限公司,上海 201207)
由于質量輕,高熱容量和高瞬間吸熱能力,銅鋁結合散熱器的使用已經成為大功率電子/電力器件(例如IGBE,計算機CPU和大功率LED)散熱器的發(fā)展趨勢[1-2]。在眾多的散熱器件中,熱管技術是目前較為先進的技術,它具有體積小、散熱效果好的特點,已經應用到了工業(yè)中的各個領域,特別是在電子工業(yè)領域,熱管已成為功率器件散熱的有效手段[3-6]。市面上,常溫熱管的工作溫度不得超過250 ℃,否則會造成熱管損壞。
在銅鋁直接釬焊工藝中,銅鋁接頭處會形成CuAl2?Al共晶相,影響接頭的綜合性能[7-10]。同時,因為焊接件使用了釬劑,反應結束后殘存的釬劑會導致釬縫嚴重腐蝕,因此銅鋁異種金屬直接釬焊困難較大。現有的工藝是在鋁表面電鍍一層金屬鎳,然后與銅進行釬焊。杜隆純等[11]在鋁表面電鍍一層鎳薄膜,鍍層金屬與釬料反應,從而消除銅鋁直接釬焊的不利影響。在這種工藝下,銅不與鋁直接釬焊,因此可以使用腐蝕性小或無腐蝕性的釬劑,從而提高銅鋁釬焊接頭的強度和耐腐蝕性,并且鎳能有效阻止鋁原子的擴散,從而避免CuAl2?Al共晶相的生成[12-14],但存在成本高、工藝復雜和污染環(huán)境等缺點[15-16]。
本研究目的在于開發(fā)出不鍍鎳的低溫釬焊銅鋁工藝,選用4種釬料,采用不同的工藝對銅鋁板進行釬焊研究,重點研究釬焊后銅鋁復合材料的剪切強度及界面形貌,為實現鋁翅片和銅熱管的釬焊連接提供試驗依據。
1 試驗方法
1.1 試驗材料
試驗選取6061鋁合金和T2純銅板進行感應加熱焊接,銅板和鋁板長度為30 mm,寬度為30 mm,厚度分別為5和2 mm,其主要成分如表1所示。

表1 6061鋁合金和T2純銅的化學成分(質量分數,%)Tab.1 Chemical compositions of 6061 aluminum alloy and T2 pure copper (mass fraction,%)
試驗所用釬料為威歐丁公司生產的M51,Q303,303和53釬料以及常用于鍍鎳工藝的Sn60焊錫,其中Q303和303釬料為自帶釬劑的藥芯釬料,具體介紹見表2。
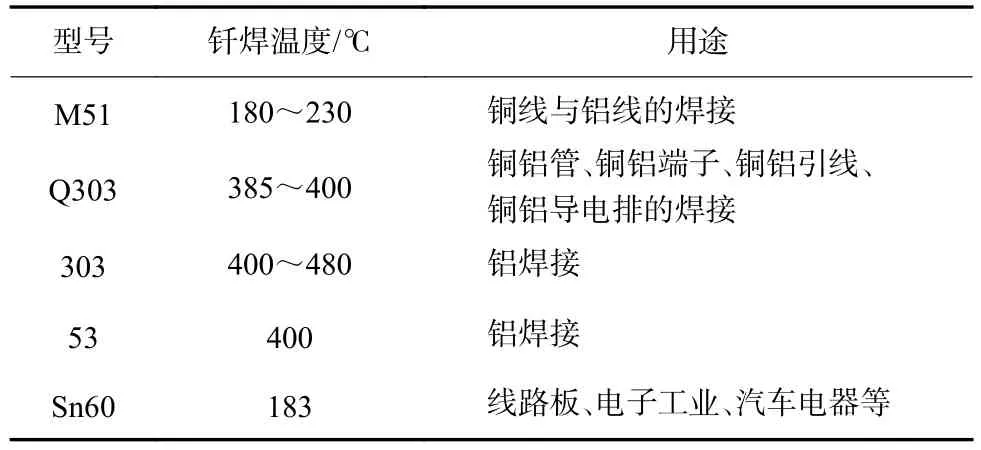
表2 釬料簡介Tab.2 Introduction of solders
1.2 預處理
鋁和氧的強親和力導致了鋁的表面一直存在一層氧化膜,所以必須在試驗之前對鋁板進行嚴格的預處理。在焊接前,使用砂紙對銅板和鋁板進行打磨,這樣可以將表面的油、氧化物層和水去除,使得銅板和鋁板表面接觸良好。然后用無水乙醇清潔銅板接觸面,用鋁清潔劑清潔鋁板接觸面,并且對其進行干燥處理,使焊接面的雜質降至最低。
1.3 釬焊工藝
因為銅熱管的工作溫度不能超過250 ℃,所以銅板一側焊接溫度不能超過250 ℃,為了滿足這一溫度條件,選用3種釬焊工藝。工藝1,直接使用M51低溫釬料搭配釬劑進行焊接;工藝2,先使用Q303或303高溫藥芯釬料在鋁板上形成鍍層,再將銅板和鋁板進行釬焊連接;工藝3,在鋁板表面用刮擦釬焊法搭配M51或53釬料先進行鍍層處理,再將銅板和鋁板進行釬焊連接。本文中的工藝2和工藝3統(tǒng)稱為分層釬焊法,具體工藝如下所示:
(1)通過高頻感應加熱在鋁板上釬焊1層鋁用釬料,焊接溫度為400~450 ℃,釬料被加熱熔化鋪覆在鋁表面形成鍍層,在熱狀態(tài)下使用機械刮板去除殘留物并控制鍍層厚度;
(2)將焊錫放置于鍍層表面,在鍍層表面形成1層焊錫層(使用M51釬料刮擦釬焊在200 ℃左右,其余在350 ℃左右),然后空冷至室溫;
(3)在銅板表面釬焊 1 層焊錫 (180~200 ℃),然后空冷至室溫;
(4)將鍍有鍍層的銅板和鋁板進行焊接(180~200 ℃)。

圖1 分層釬焊示意圖Fig.1 Schematic drawing of layered brazing
1.4 分析測試方法
使用XPL?15偏光顯微鏡來觀察銅鋁焊接界面的形貌,在ZWICK?Z050電子萬能試驗機上測試焊接界面的結合強度。
2 試驗結果分析
2.1 力學性能測試
為了檢驗銅鋁釬焊件的焊接質量,將釬焊試樣在室溫下進行剪切試驗,拉伸速率為l mm/min。圖2為測試界面結合強度示意圖。
界面強度計算公式:

式中:τ為界面結合強度;P為拉伸過程中最大力;H為試樣剪切面的寬度;L為試樣剪切面的長度。
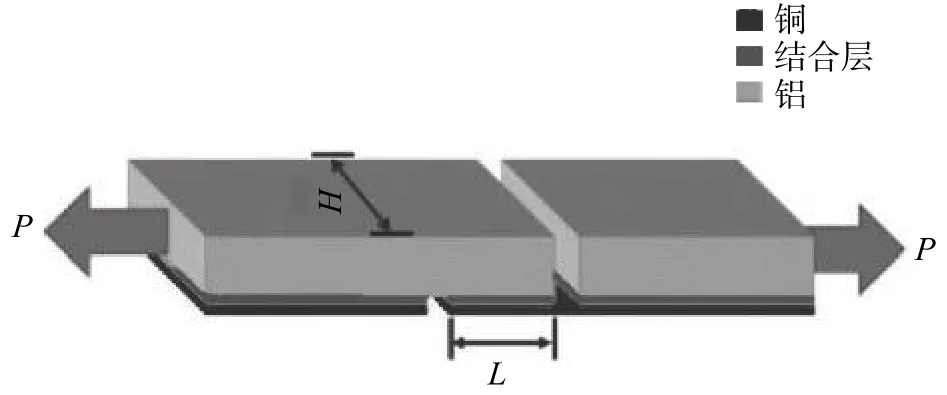
圖2 拉伸試樣示意圖Fig.2 Schematic drawing of tensile sample
結果顯示,直接使用M51釬料與搭配的釬劑進行銅鋁釬焊和先在鋁板上鍍M51釬料后再進行焊接的試樣的剪切強度幾乎為零,說明只使用M51低溫釬料很難大面積焊接銅鋁。
分層釬焊的剪切試驗測試結果如圖3所示。從圖3中的4個數據可以看出,使用4種釬料進行分層釬焊的試樣剪切強度相差不大,使用主流的鍍鎳方法低溫釬焊的銅鋁件剪切強度約為20 MPa。因此,最低17.5 MPa,最高26 MPa的焊點剪切強度完全可以滿足行業(yè)要求。
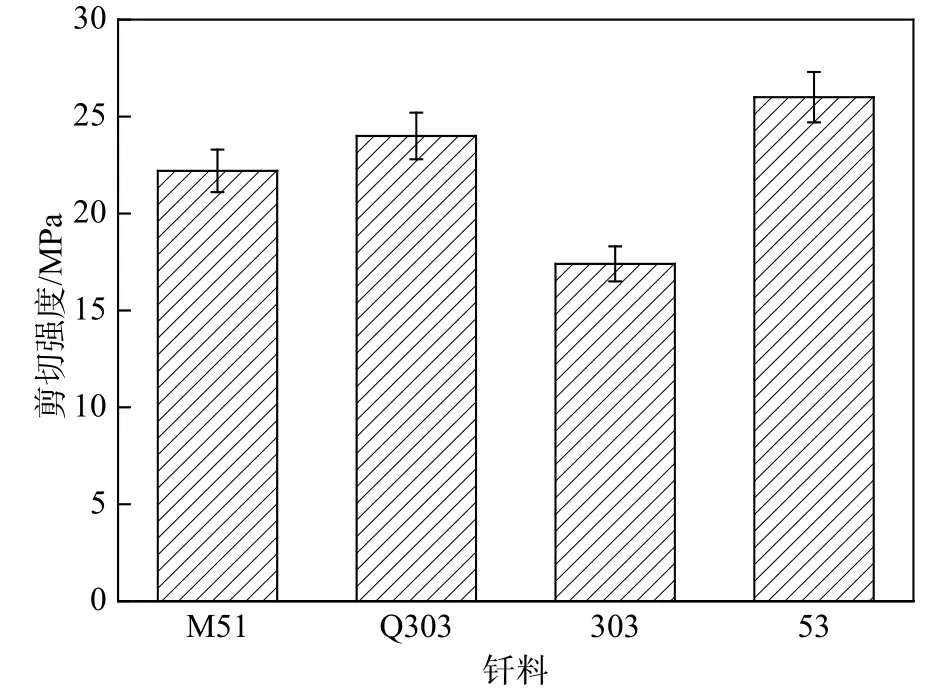
圖3 4種釬料分層釬焊的剪切強度Fig.3 Shear strength of four solders after layered brazing
2.2 單一低溫釬料釬焊效果
為了進一步分析銅鋁焊接件是否有高質量的結合,使用偏光顯微鏡進行界面形貌觀察。
M51釬料配套使用的釬劑為有機鋁釬劑,這種釬劑由幾種氟硼酸鹽組成,溶劑為有機物三乙醇胺。這種類型的釬劑主要通過產生的有機氟硼化物除掉鋁表面的氧化膜,同時重金屬氟硼化物沉淀析出的金屬能夠讓釬料在鋁板上的鋪展性得到改善。有機鋁釬劑在180~275 ℃可以有效地破壞氧化鋁膜,但是存在活性差的問題,若加熱溫度高于275 ℃,釬劑所含的有機物會碳化,直至徹底失去活性。這類釬劑在其作用期間會產生大量的氣體,呈現沸騰狀態(tài),這會導致大面積焊接時出現很多氣孔,使焊件得不到致密的釬縫。
圖4為使用M51釬料與搭配的釬劑焊接的銅鋁試樣的界面形貌。從圖4中可以看出,釬料和銅基體結合較好,但是無論是哪種釬焊方法,釬料與鋁基體之間都存在一條明顯的連續(xù)黑縫,即存在明顯的裂紋。這說明釬料與鋁的結合很差,銅板和鋁板沒有形成有效連接。出現這種情況是因為搭配使用的釬劑為鋁用軟釬劑,這種釬劑雖然使用溫度低,但是本身的成分導致了釬料與鋁的結合差,因此使用M51釬料與搭配的釬劑很難保證大面積釬焊銅鋁的焊接質量。
2.3 高溫藥芯釬料分層釬焊效果
Q303和303為內部包裹有粉末狀釬劑的藥芯釬料,釬劑主要成分為氟化物,幾乎不溶于水,解決了氯化物釬劑容易吸潮的問題,幾乎無腐蝕性。氟化物釬劑的破膜原理為:先溶解鋁表面上的難熔氧化物,然后釬料在釬劑的作用下通過毛細作用自由地穿透進入結合表面和基體進行冶金結合。鍍層后未反應完全的釬劑以糊膜的形式存在于部件表面,其厚度約為1~2 μm。釬劑殘留層附著力很強,不吸濕,不腐蝕,不溶于水性溶劑,固態(tài)時很難去除,而且這一層殘留層會阻止Sn60的潤濕,因此,需要在高溫釬料為液態(tài)時去除這一層糊膜,使得Sn60能夠成功地在鍍層表面潤濕。試驗發(fā)現,焊錫在350 ℃能很好地潤濕高溫釬料,所以需要在高溫時于鍍層表面焊一層焊錫,然后將銅鋁之間的焊接轉變?yōu)楹稿a和焊錫之間的結合,這樣就能夠滿足溫度的要求。
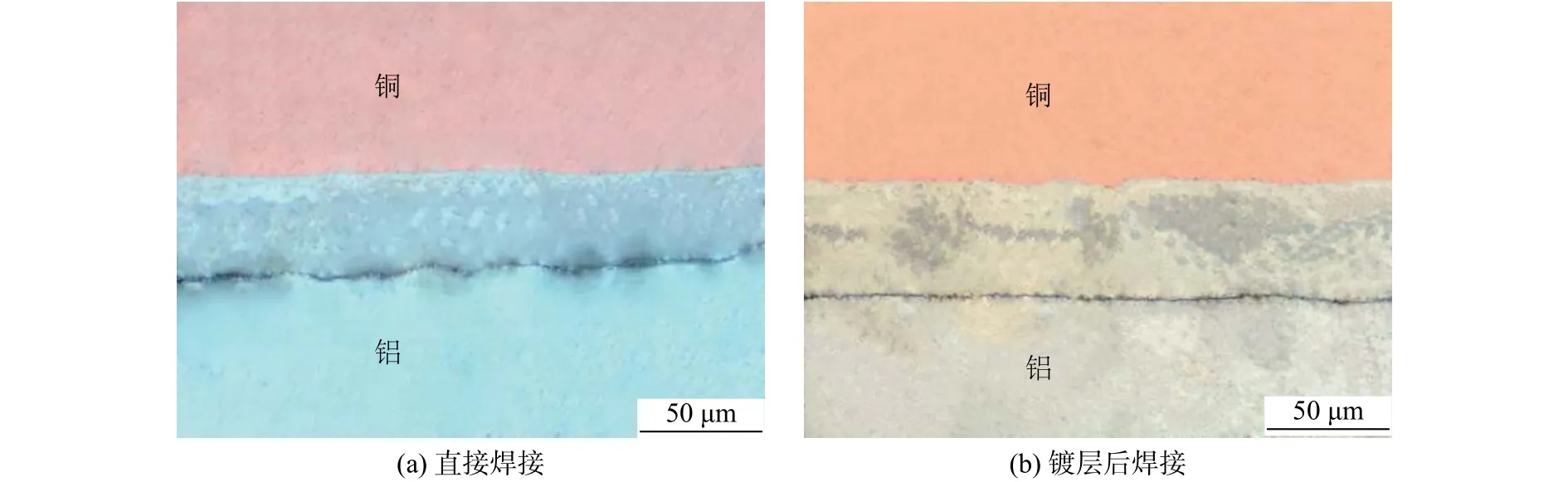
圖4 使用M51與搭配的釬劑形成的焊接界面形貌Fig.4 Morphology of the welding interface by using M51 and its matching flux
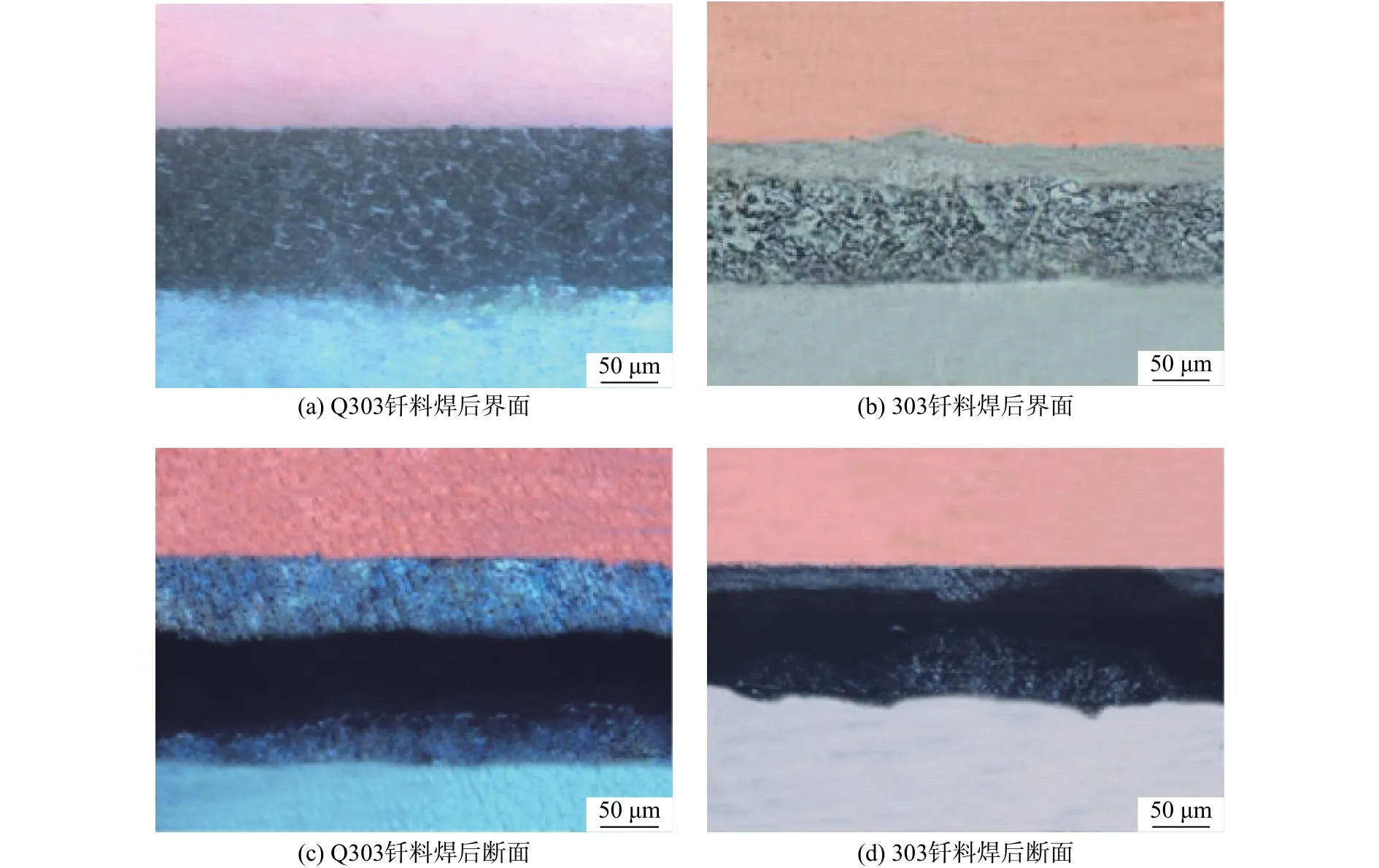
圖5 高溫藥芯釬料分層釬焊的界面形貌Fig.5 Morphology of the welding interface by using high temperature flux-cored layered brazing
圖5 為高溫藥芯釬料分層釬焊的界面形貌圖。從圖 5(a)和圖 5(b)中可以看出,焊接區(qū)域沒有明顯的黑色縫隙、孔洞或夾雜物等焊接缺陷,釬縫處連接緊密,這說明釬縫界面處已經形成了良好的冶金結合,所形成的焊點具有很好的熱傳導性能。圖5(c)和圖5(d)為銅鋁焊接件沿著結合界面拉開后的斷口截面圖,可以看出高溫鋁釬料與鋁基體、焊錫和銅板之間都沒有明顯的微裂紋。表明,當受到外力時,斷裂主要發(fā)生在中間焊縫處,斷裂的銅側和鋁側都留下一部分釬料。所以,無論是鍍層溫度較低的Q303釬料,還是鍍層溫度較高的303釬料,都可以通過分層釬焊在低溫下實現銅鋁的有效連接。
2.4 物理破膜分層釬焊效果
與常用的使用釬劑破壞鋁氧化膜的化學方法不同,本文試驗了物理破膜的方法,即使用不銹鋼刷子搭配M51釬料在鋁基體表面刷拭熔融的釬料層,至母材毛細,其表現出很好的潤濕性。具體工藝為:先在鋁表面刷上一層薄薄的釬料形成鍍層,再在鍍層表面釬焊一層焊錫,然后把銅鋁之間的焊接轉變?yōu)楹稿a和焊錫之間的結合,從而滿足溫度要求。
圖6為使用不銹鋼刷子搭配釬料進行分層釬焊的試樣的界面形貌。從圖6(a)和圖6(b)中可以看出,使用不銹鋼刷子破壞鋁氧化膜進行銅鋁低溫分層釬焊可以得到連續(xù)、致密的焊縫,沒有觀察到明顯的氣孔、裂紋等焊接缺陷。圖6(c)和圖6(d)為銅鋁焊接件沿著結合界面拉開后的斷口截面,銅側和鋁側都有連續(xù)的釬料存在,說明通過物理破膜的方式進行銅鋁焊接,可以讓釬料和鋁基體緊密結合,斷裂發(fā)生在釬料區(qū)域。物理破膜分層釬焊法既能夠搭配低溫釬料,又能夠搭配高溫釬料,獲得的焊件強度滿足行業(yè)要求。
分層釬焊法解決了由于鋁表面有一層氧化膜導致銅鋁焊接難的問題,無論是化學破膜,還是物理破膜,都可以有效地去除鋁表面的氧化膜,從而實現銅鋁在低溫下的釬焊。
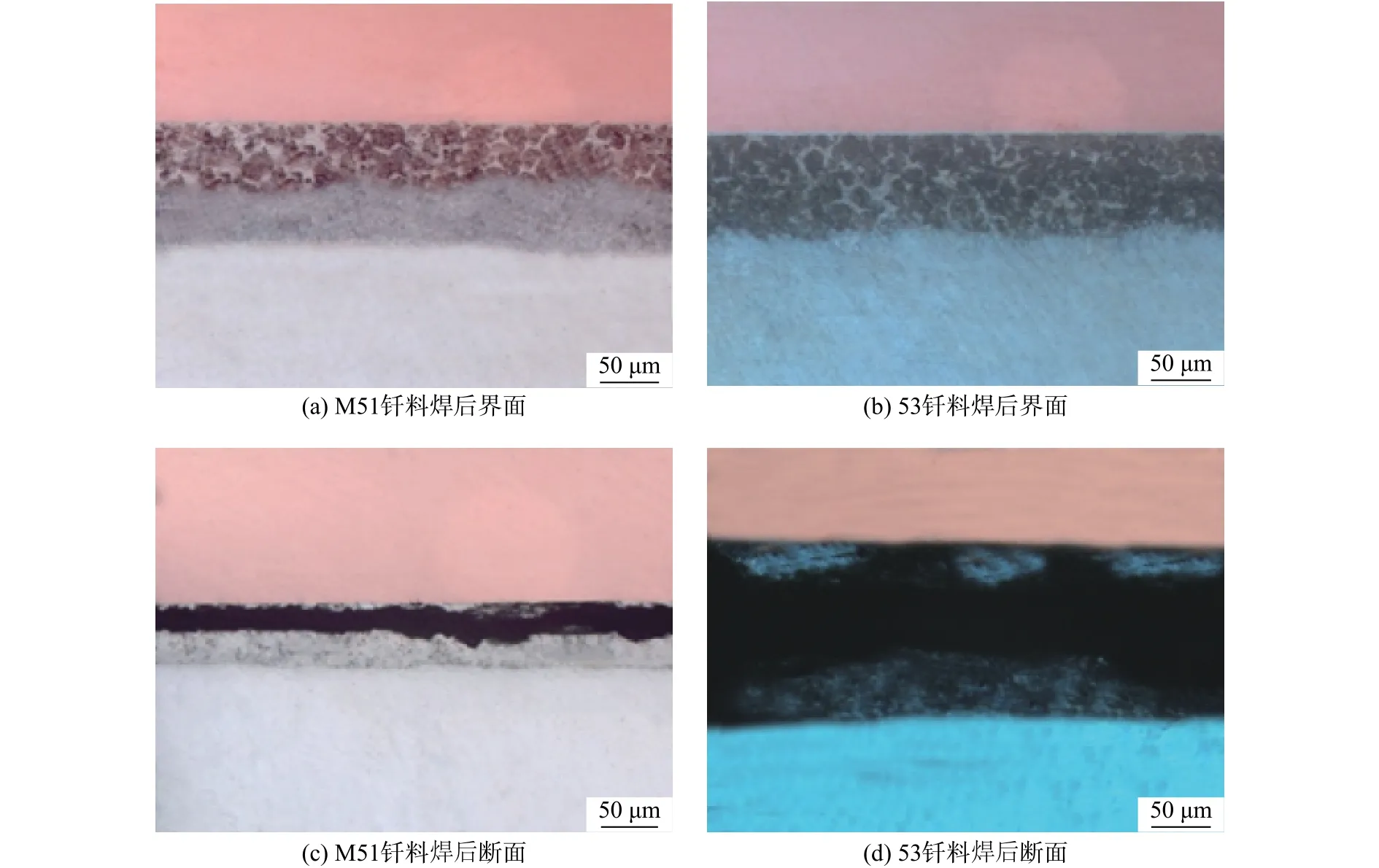
圖6 物理破膜分層釬焊的界面形貌Fig.6 Morphology of the welding interface by using physical broken-film layered brazing
3 結 論
(1)只使用M51釬料與搭配的釬劑很難保證大面積釬焊銅鋁的焊接質量。
(2)使用分層釬焊工藝制得的銅鋁焊接件的剪切強度最高可達26 MPa,完全可以滿足行業(yè)對銅鋁散熱器的強度要求,微觀界面沒有明顯的焊接缺陷,形成的焊點具有良好的導熱性能。
(3)使用分層釬焊工藝制得的銅鋁焊接件沿界面拉開后斷裂在釬料之間,分層釬焊解決了銅鋁低溫焊接。
(4)使用刮擦釬焊法,既能夠搭配低溫釬料,又能夠搭配高溫釬料,焊件的剪切強度完全能達到行業(yè)要求。
猜你喜歡
當代陜西(2020年13期)2020-08-24 08:22:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2017年5期)2018-01-19 02:49:17
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
新聞傳播(2015年11期)2015-07-18 11:15:04
