脈沖微孔噴射法單分散球形微粒子的制備及其應用
2018-02-28 05:49:21李文暢康世薇許富民白兆豐
材料工程 2018年2期
董 偉,李文暢,康世薇,許富民,韓 陽,白兆豐
(大連理工大學 材料科學與工程學院,遼寧 大連 116024)
隨著電子封裝技術、增材制造技術和粉末注射成型技術等先進粉末冶金技術的發展,高性能球形金屬粉末因為其高流動性和填充性引起廣泛關注[1-8]。通過制備金屬粒子,經過成形和燒結后制造的各種精密部件被廣泛地應用于航空航天、機械設備、電子信息等各個領域[9-10]。我國作為最大的粉末冶金國之一,國內使用的高質量球形金屬粉末卻仍需要大量進口,因此開發改進球形金屬粉末制備技術成為迫切需求。
脈沖微孔噴射法[11-13](Pulsated Orifice Ejection Method,POEM)是一種新興微米級球形粒子制備技術。該技術基于噴墨打印原理產生均勻液滴[14-15],在液滴降落的過程中實現快速無容器凝固,相同條件下制備的粒子粒徑均勻,圓球度高,不同條件下可制備出幾十微米到幾百微米不同大小的粒子。并且由于液滴凝固過程中環境條件一致,因此所制備的粒子具有相同的熱歷史和組織結構。POEM技術起源于日本東北大學川崎實驗室,該技術最初用來制備低熔點金屬錫、錫鉛合金粒子,隨著技術的發展和微精尖領域對各種材料粒子的需求,又開發出了用于高熔點材料的脈沖微孔噴射設備。目前利用該方法已成功制備出不同熔點的金屬材料,半導體材料,生物醫用材料等不同類型的單分散球形粒子。本文主要介紹脈沖微孔噴射法的基本原理及其制備的單分散球形粒子在各領域的應用。
1 脈沖微孔噴射法原理
脈沖微孔噴射法屬于按需噴射方法的一種,其裝置主要由噴射系統、壓力控制系統、壓電陶瓷驅動系統、溫控系統、真空系統、脫氧系統、粒子收集系統等部分組成。在實驗過程中,利用真空系統和脫氧系統使腔體內部的氧含量保持在一個很低的值(5×10-7以下),利用溫控系統對坩堝里的材料進行加熱,利用壓力控制系統使坩堝和腔體的壓力差保持在一定值,壓電陶瓷驅動系統使壓電陶瓷帶動傳動桿機械振動。通過氣體壓力差和傳動桿振動的配合,當作用在容器內微孔局域液體的擾動能量超過液體的表面張力引起的附加應力時,一定微量的液體就會克服表面張力的束縛從微孔處射出,在降落過程中,由于自身表面張力形成球形,并凝固成粒子。對于不同材料的粒子,需要對帶孔坩堝材料進行選擇,以保證小孔和需要制備的材料之間的潤濕角大于90°,從而保證噴射的順利進行[16-17]。脈沖微孔噴射設備根據所能制備材料的熔點不同,分為低熔點和高熔點噴射設備。
1.1 低熔點噴射設備
低熔點噴射設備又稱為壓片式脈沖微孔噴射設備[18],主要用于噴射熔點較低的金屬液體或懸濁液,其裝置原理如圖1所示,利用加熱器將原材料在坩堝中加熱到熔點以上,向坩堝中通入惰性氣體使其產生一定的內外壓力差,在壓差的作用下,熔融的液體順著導管充滿噴射部位。此時將外部編輯好的波形信號輸入給壓電陶瓷,使其按所給波形產生振動,與壓電陶瓷相連的壓片就會產生形變,從而使一定微量的液體從坩堝底部的微孔中噴出,噴出的微量液體在下落冷卻過程中由于表面張力的作用形成球形粒子落到收集盤上。在該設備中壓電陶瓷振動的傳遞是通過可變形壓片實現的,由于陶瓷不具備變形能力,因而壓片一般選擇為金屬材料。但金屬壓片在高溫下性能會發生改變且易與原材料反應,因此金屬壓片難以滿足噴射高熔點材料的要求,僅適于制備低熔點材料。

圖1 壓片式脈沖微孔噴射法示意圖[18]Fig.1 Schematic illustration of POEM of diaphragm mode[18]
1.2 高熔點噴射設備
為了實現高熔點金屬粒子的制備,本文作者提出了微孔局域脈沖擾動原理,即當作用在容器內微孔局域液體的擾動能量超過液體的表面張力引起的附加應力時,一定微量的液體就會克服表面張力的束縛從微孔處射出,在降落過程中,由于自身表面張力作用形成球形,并凝固成高精度球形粒子。圖2為傳動桿式脈沖微孔噴射設備原理圖。如圖2所示,通過壓電陶瓷帶動傳動桿對微孔局域液體做往復微米級脈沖擾動,實現了粒徑可控,熱歷史一致的均一球形粒子連續可控的制備。該設備與低熔點噴射設備的主要不同之處是使用耐熱陶瓷傳動桿替代了金屬壓片,因此該設備也稱為傳動桿式脈沖微孔噴射設備[19-20]。由于耐熱陶瓷材料在高溫下性能穩定,因此該設備可制備高熔點材料粒子,與壓片式設備相比,極大擴充了材料的制備種類。并且與壓片式設備每次振動是對坩堝內整體的液體進行擾動相比,傳動桿式設備每次擾動僅作用于微孔附近的局部液體,因此提高了噴射的穩定性和設備的響應速率,從而提高了制備粒子的質量。

圖2 傳動桿式脈沖微孔噴射法示意圖Fig.2 Schematic illustration of POEM of rod mode
2 脈沖微孔噴射法制備的粒子及其應用
目前利用脈沖微孔噴射設備成功地制備了低熔點Sn-Ag-Cu釬料、生物材料β-TCP、Bi-Ga偏晶粒子和高熔點Cu,Al,Fe-Co基金屬玻璃粒子等,涉及的領域有微機電系統、電子封裝、生物工程、液滴快速凝固過程分析、增材制造等領域[21-24]。在制備出單分散球型粒子的基礎上,為了實現對粒子粒徑及表面質量的控制,分析了加熱溫度、波形、電壓、頻率,坩堝內外壓力差的大小,坩堝底部微孔的尺寸以及冷卻氣體的種類等參數對粒子的粒徑及其分布的影響[11,25]。并且還利用數值模擬軟件Flow-3D對具有不同物性的材料在微孔處的液面形狀及液滴的產生過程進行模擬[26],研究所制備的材料與微孔材料的潤濕角、制備材料的表面張力和黏度對液滴的影響。下面介紹幾種POEM方法在各領域中的應用。
2.1 電子封裝
近年來,電子器件向小型化、集成化的方向高速發展,使得電子產品對輕薄短小、高頻、高效率及多功能的需求越來越強烈,從而對半導體芯片的高精密性提出了更高的要求,因此傳統的芯片封裝技術逐漸被BGA(Ball Grid Array, 球柵陣列)封裝、CSP(Chip Scale Package,芯片尺寸封裝)取代[27-29]。電子封裝過程中,芯片和基板之間以及芯片與芯片之間的互連主要采用凸點來實現,互連凸點通常由Sn基釬料(Sn,Sn-Ag,Sn-Cu,Sn-Ag-Cu等)、純金屬(Cu,Ag,Au等)或上述材料組成的多層結構所構成,并為芯片提供電氣連接、機械支撐和導熱通道等功能。為保證封裝質量,對凸點的大小、圓球度、表面形貌、內部組織均勻性等提出了很高的要求。
目前電子封裝最常用的材料是錫基釬料[30],然而錫基釬料凸點電阻較大、熱導率較低、會導致其在服役過程中因無法及時散熱而出現較大的溫度梯度,凸點會在熱遷移作用下發生結構的變化,從而影響其封裝性能和可靠性。同時,基板與零件在250℃的回焊爐中反復回流時,凸點過度熔融,因其強度較低,在較大的負載下會互相接觸而導致電氣短路,無法滿足立體封裝等特定場合的需求。純金屬(如銅球)凸點雖然具有較低的電阻、較高的熱導率以及較好的強度,但其塑性較差,在熱沖擊或機械振動條件下易發生脆性斷裂,且鍵合時對這種凸點的表面平整度及高度一致性要求較高,增加了凸點制備的工藝難度。
為滿足高端產品電子封裝需求,研究者開始開發新型焊錫球,如銅核錫殼焊球,該焊球以銅為核心,外層包覆錫基釬料。圖3為錫球和銅核球在電子封裝中的對比圖。如圖3所示,與傳統的純焊錫球相比,因為銅的熔點高(1080℃),反復回流形狀也不會改變,為立體封裝保留出一定空間,此種核殼結構兼備了良好的機械支撐性能、導熱導電性能。日本千住金屬以及新日鐵等企業也在銅核球形粒子方面進行了持續研究,千住金屬所采用的制備技術為電鍍法[31],即先將作為核心的銅材料制備成顆粒均勻的粉末,而后在粉末表面覆上一層焊料。

圖3 錫球和銅核球在電子封裝中的對比圖Fig.3 Comparison diagram of solder balls and copper core balls in electronic package
為保證焊球的大小、性能一致,在該技術中制備出的高質量的銅核粒子成為關鍵。目前制備銅球的主要方法是霧化法,霧化法制備球形粒子能夠實現單批10kg以上的規模制備,但熔滴尺寸分散性極大且不易控制,表面形狀往往極不規則;而且單個熔滴的飛行路徑無法控制,凝固過程中微環境差別很大,熱歷史不同,導致最終的凝固組織和材料性能差別很大[32]。因此,霧化法制備Cu核球形粒子的技術尚未得到產業化應用。近年來,在均勻球形粒子可控制備方面出現了一種新型的制備技術——均勻熔滴噴射法(Uniform Droplet Spray Method, UDS)。該方法由美國麻省理工學院的Passow提出的[33],主要理論是對坩堝內的熔體施加一定壓力,使熔體從噴嘴中射出一股束流。然后在液體腔的噴嘴處施加一定規律周期性擾動,根據Rayleigh射流斷裂原理[34],當擾動滿足一定條件時,射流就有可能斷裂成為粒徑均勻的微滴。這種技術的主要優點是生產效率高,但遺憾的是均勻熔滴噴射過程中,難以長時間保持液流的層流狀態,且抗干擾能力弱,圓球度和尺寸精度不夠,無法獲得一百微米級以下的微滴,也無法實現凝固過程的精密可控。為了實現按需噴射出粒徑均勻、圓球度高、高精度的金屬銅粒子,在利用低熔點脈沖微孔噴射設備穩定噴射制備低熔點材料微粒子的基礎上,本課題組自主設計搭建了高熔點脈沖微孔噴射設備并制備了銅粒子。圖4所示為POEM制備的Cu粒子及其粒徑分布圖像,可看出該粒子粒度分布窄、圓球度高,可以滿足BGA封裝銅核的高精度要求。

圖4 POEM制備的Cu粒子的SEM圖像(a)及其粒徑分布(b)Fig.4 SEM image(a)of Cu particles prepared by POEM and their particle size distribution(b)
2.2 生物體材料
磷酸鈣骨水泥(CPC)具有良好的生物相容性和可注射性,在生理條件下可塑造成各種形狀,水化后生成的羥基磷灰石與人體骨骼無機成分相似,是一種具有廣闊應用前景的骨修復生物醫用材料[35-36]。但其在固化后抗壓強度較低、力學性能不足,限制了其在承重部位的應用,因此提高CPC強度成為該材料的研究重點之一。為了提高CPC強度,常采用添加大直徑纖維或氧化物顆粒的方法來增強CPC基體[37-38],這些方法在一定程度上提高了骨水泥的強度,但其生物相容性及多孔結構受到破壞。而添加球形多孔復合物即可克服以上不足, 因為粒徑均一、表面光滑的球形粒子之間的摩擦小,填充緊密,填充材料和骨骼接觸面積增加,復合后可阻礙裂紋的擴展,同時能夠很好地促進骨組織的再生。β-TCP(β-磷酸三鈣)材料生物相容性好、可在體內降解吸收,并且能促進骨組織生長,因此添加球型多孔的β-TCP粒子是一種新的強化方法[39]。
本課題組利用脈沖微孔噴射裝置,結合冷凍干燥法成功制備了均勻的球型多孔β-TCP粒子[40],其制備原理如圖5所示,將原始β-TCP粉末配置成懸濁液置于坩堝中,給予壓電陶瓷脈沖信號使其帶動傳動桿往復運動,使懸濁液從坩堝底部的微孔噴出,落入液氮中凝固得到所需粒徑的粒子。由于液滴是在液氮中凍結成粒子的,在真空常溫下干燥后,球型粒子中的冰晶升華,因此干燥后的粒子具有聯通多孔的結構。

圖5 脈沖微孔噴射法制備β-TCP粒子原理圖Fig.5 Schematic diagram of preparing β-TCP particle by POEM
經冷凍干燥POEM法制得的β-TCP粒子如圖6所示,其優點在于,能夠制得粒徑均一,圓球度高,且內部為聯通網絡狀孔隙結構的粒子,不影響其生物相容性的同時,內部的多孔結構使得骨水泥的傳導性不受破壞,可以增強相的方式填充到CPC中,提高CPC基體強度。課題組還分析了不同燒結溫度對粒子的影響以及燒結后粒子的組分。為后續磷酸鈣骨水泥的強化提供了可靠的保障[41]。

圖6 POEM制備的β-TCP粒子的SEM圖像(a)及其粒徑分布(b)Fig.6 SEM image(a)of β-TCP particles prepared by POEM and their particle size distribution(b)
2.3 制備鐵基金屬玻璃及其微成型
隨著信息、醫療領域的發展,微小部件如傳感器、微小軸承、齒輪等需求量日益增多, 這些部件均要求有高精度、形狀結構復雜、優良的機械強度、軟磁特性和耐腐蝕性能[42-44]。鐵基金屬玻璃合金[45-46]能夠滿足微小部件的性能并具有特有的過冷液相區,在過冷液相區內金屬玻璃的有效黏度大幅度下降,施加一定的壓力即可使材料發生形變。但相比于鋯基和鉛基合金,鐵基金屬玻璃熱穩定性差,制備過程中需要更高的過冷速率。目前微小構件用鐵基金屬玻璃通常采用粉末冶金的方法來達成,先制備出金屬玻璃粒子,再通過熱擠壓等方式來制備微小構件。
傳統的鐵基金屬玻璃球形粒子制備通常采用霧化法[47-48],但霧化法制備出的粒子是正態分布,必須通過篩分才能使用,同時由于霧化法制備的粒子是在不同的飛行速率、軌跡、液滴尺寸下生成的,難以保證在多分散的粒子中都得到完全的玻璃相,也無法保證相同粒徑的粒子具有相同的熱歷史,因而無法進一步估算該成分合金的臨界冷卻速率Rc。臨界冷卻速率是衡量金屬玻璃形成能的重要參數。對于特定熔體,臨界冷卻速率越小,玻璃形成能力越大。但臨界冷卻速率很難通過常規手段測得,目前常用TTT曲線計算獲得臨界冷卻速率,但TTT 曲線是建立在均勻形核、晶體生長以及傳質動力學的基礎上的。而目前的制備方法多為有容器凝固,難以精確獲得臨界冷卻速率。
為滿足日漸提升的微精尖領域的發展需要,對金屬玻璃粒子的要求也隨之提高。圖7所示為本課題組通過脈沖微孔噴射法在50%Ar+50%He氣條件下成功制備的[(Fe0.5Co0.5)0.75B0.2Si0.05]96Nb4單分散球型金屬玻璃粒子SEM圖像。

圖7 POEM制備的[(Fe0.5Co0.5)0.75B0.2Si0.05]96Nb4金屬玻璃粒子的SEM圖像Fig.7 SEM image of [(Fe0.5Co0.5)0.75B0.2Si0.05]96Nb4 metal glass particles prepared by POEM
為了驗證制備出的粒子為全玻璃相,分別采用X射線衍射儀(XRD)和透射電子顯微鏡(TEM)對粒子的非晶特性進行測定,圖8(a)為該材料的XRD圖像,可以看到圖中該材料沒有出現晶體結構的衍射峰,只存在玻璃相的寬峰。圖8(b)為該材料的TEM圖像,可以看出,其電子衍射花樣呈圓環狀,由此可確定該粒子為全玻璃相。

圖8 [(Fe0.5Co0.5)0.75B0.2Si0.05]96Nb4金屬玻璃粒子的非晶特性 (a)XRD圖像;(b)TEM圖像Fig.8 Amorphous properties of [(Fe0.5Co0.5)0.75B0.2Si0.05]96Nb4 metal glass particles (a)XRD image;(b)TEM image
由于脈沖微孔噴射法無容器的凝固方式無法為異質形核提供便利位置,從而為研究玻璃轉變的行為提供了理想條件。因為其微粒子降落過程中熱歷史一致,因此該方法計算得到的臨界冷卻速率更為精確,計算過程見參考文獻[49-51]。圖9為在50%Ar+50%He條件下,計算得出該金屬玻璃粒子冷卻速率為800~1000K/s,該臨界冷卻速率的數值小于相同成分的塊狀材料的臨界冷卻速率1600K/s[44],由此推測出用POEM 制備微粒子時即使采用較緩慢的冷卻速率,也能形成金屬玻璃相。

圖9 [(Fe0.5Co0.5)0.75B0.2Si0.05]96Nb4金屬玻璃粒子的冷卻速率和直徑的關系Fig.9 Cooling rate of [(Fe0.5Co0.5)0.75B0.2Si0.05]96Nb4 metal glass particles as a function of their diameter
在微納米尺度下進行微成型加工時,由于傳統的晶體材料會產生尺寸效應問題,無法與模具完全貼合,而金屬玻璃材料不存在晶粒,微成形時尺寸效應幾乎不存在,并且金屬玻璃在過冷液相區溫度范圍內會變成類似黏稠液體的狀態,受力后極易變形,表現出超塑性,是一種優異的微成型材料。圖10為日本東北大學[52]利用POEM方法制備出的[(Fe0.5Co0.5)0.75B0.2Si0.05]96Nb4粒子在模具中擠壓出的齒輪零件,可以看到成型的零件表面光滑且與模具的貼合度好,并且對該零件進行TEM測試,可以看出該零件組成依舊為金屬玻璃結構。由于POEM方法制備的金屬玻璃粒子熱歷史一致且粒徑可控,因此該方法用于微成型制備中具有高精度和再現性。

圖10 [(Fe0.5Co0.5)0.75B0.2Si0.05]96Nb4金屬玻璃粒子制備的齒輪(a)及其TEM圖像(b)[52]Fig.10 Gear(a) prepared by [(Fe0.5Co0.5)0.75B0.2Si0.05]96Nb4 metal glass particles and its TEM image(b)[52]
2.4 金屬熔滴的快速凝固過程分析
金屬熔滴的快速凝固是一個及其復雜的液固相變過程,涉及熔體的熱物理性質、傳熱性質、流體流動、晶體形核與生長、相選擇與組織演變、環境選擇以及過程控制等一系列科學與技術問題。目前在該方向的研究主要存在以下問題:(1)凝固組織的分散性導致對凝固機理的分析及其困難,例如Wang等[53]利用霧化法制備了Cu-Fe核殼偏晶合金,引起了學者對偏晶合金凝固機理的廣泛關注,但目前為止,對此問題還存在廣泛爭議,利用霧化法制備的粒子尺寸具有分散性,即使篩分后粒徑相同,內部組織結構也會迥然有異[54],使得對偏晶合金凝固機理研究無法深入;(2)對于單一參數對凝固組織的影響研究,例如冷卻速率、顆粒尺寸等參數在熔滴的制備過程中關聯性高,難以單獨控制,例如霧化法制備的熔滴,尺寸的減小伴隨著冷卻速率的提高,無法對兩個參數進行分離,使得難以精確認識凝固行為;(3)金屬熔滴不規則嚴重影響凝固過程的模擬結果。微滴的尺寸極小,對其凝固特征參數,如過冷度、冷卻速率等,一般采用計算模型進行估算的方法得到,而計算模型通常是建立在顆粒為球形的假設上,由于制備出的微粒形狀不規則,導致計算結果與實驗的偏差較大。
單分散球形微滴由于形狀規則,尺寸均一,偏差小,能夠對熔滴的尺寸、冷卻速率、微重力水平等重要凝固參數進行單獨控制,可消除由于微滴形狀不規則帶來的實驗誤差和理論計算偏差;同時如果凝固環境一致,就能夠保證相同尺寸微滴凝固粒子熱歷史一致、組織結構相似,使微滴尺寸和冷卻速率各自對過冷度和凝固組織的獨立影響研究成為可能,滿足微滴凝固研究需要。
此外,在以往對偏晶合金相分離制備核殼結構粒子的研究工作中,盡管核殼形貌可能為兩層或多層,但最外層殼層總是由富低熔點相組成,而核心由富高熔點相組成,如Al-Bi,Cu-Fe,Ag-Cu-Ni或Fe-Sn-Si。但利用低溫噴射設備卻得到了相反的結果,如圖11所示,采用Bi-Ga偏晶合金成功制備了富Ga相(低熔點相)為核心、而富Bi相(高熔點相)為殼層的核殼結構材料的圖像[55]。這種結構在以往十多年的無容器凝固研究中從未發現,甚至研究者認為無容器凝固方式無法直接獲得這樣的結構,因而開展了一些有容器凝固的方式嘗試制備這樣的結構,說明以往研究手段限制造成樣本缺失,機理探討不夠充分。利用脈沖微控噴射設備有望在偏晶合金相分離自組裝形成核殼結構機理研究方面及控制技術得到突破。

圖11 Bi-Ga偏晶合金核殼結構Fig.11 Core-shell structure of Bi-Ga monotectic alloy
2.5 增材制造
增材制造(3D打印)技術被譽為第三次工業革命的重要發現之一,其主要原理是構建所需制造零件的三維 CAD信息后對三維模型進行切片處理,利用激光束、電子束等加熱方式將金屬粉末、陶瓷粉末、塑料等材料依照得到的二輪廓逐層累加來制造實體產品。該方式無需像傳統方法一樣使用機械加工機床或模具來切削加工,采用的是一種“自下而上”疊加的制造方法,極大提高生產效率和降低成本,且制得的零件熱應力低、表面質量高、力學性能優異,是目前高新制造業中重點發展的核心技術手段[8,56-60]。對于該技術而言,所使用的粉末圓球度、粒徑大小及分布對于最終成型零件的質量至關重要。圓球度越高,粉末流動性就越好,越容易均勻鋪展到加工平面上。粒徑分布越窄,越利于對燒結二維切片層厚的控制,反之若粒徑分布寬,不同大小的粉末融化時間不一致,若熱源掃描速率過快,大粒徑粉末難以完全融化,零件就會產生缺陷。
目前國內使用的3D打印金屬粉末多為霧化法制造,得到的粉末粒度分布寬、質量不高、易出現夾雜物、熱誘導孔洞等缺陷,成型零件性能易受到影響。因此,高效制備粒度分布均勻的球形金屬粒子成為需解決的難題[61]。為滿足增材制造用粉的嚴苛要求,利用高溫噴射設備制備了銅粒子和鋁粒子分別如圖4和圖12所示,得到的粉末鋪展性和流動性好、粒徑均一,燒結均勻不易出現缺陷,因此該方法在增材制造的用粉方面具有極大的潛力。
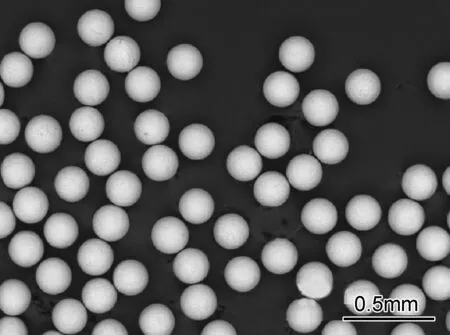
圖12 POEM制備的Al粒子的SEM圖像Fig.12 SEM image of Al particles prepared by POEM
3 結束語
脈沖微孔噴射法在電子封裝、生物工程、微成型、金屬熔滴的快速凝固分析、增材制造等領域均有廣泛的應用,相比于其他傳統制粉技術,該技術制備的粒子具有單分散、粒徑均一可控、球形度高、組織結構相同、熱歷史一致等優勢,在進行高端領域制造時有利于提高制造精度、減少缺陷和組織不均。本課題組通過脈沖微孔噴射法成功制備了組織結構均勻的單分散高精度球形粒子。從低熔點到高熔點設備的研發將制備的材料種類從低熔點的錫鉛合金擴展到銅、鋁等高熔點金屬,豐富了該技術應用的范圍。
目前,脈沖微孔技術在原理上已經得到了驗證并獲得了性能良好的微粒子,但仍有許多問題亟待解決。例如由于脈沖設備傳動桿每次往復振動只能產生一顆粒子,且受微孔孔徑等參數影響,提高制備微粒子的效率及擴大制備粒子粒徑范圍的問題仍需解決。同時在高溫條件下,滿足該方法制備條件,即與制備的材料既不能發生反應也不潤濕的坩堝材料的選擇仍然受限。但可以預見,隨著研究的深入,機械制造、電子工程等領域的發展,該技術將具有更廣闊的發展前景和應用潛力。
[1] 張曙光, 何禮君, 朱學新,等. 適用于先進電子封裝的精密焊球制備技術[J]. 中國有色金屬學報, 2004, 14(增刊 2):501-505.
ZHANG S G, HE L J, ZHU X X, et al. Fabrication technologies of solder ball for advanced electronic package[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(Suppl 2):501-505.
[2] ZHAO N, ZHONG Y, HUANG M L, et al. Growth kinetics of Cu6Sn5intermetallic compound at liquid-solid interfaces in Cu/Sn/Cu interconnects under temperature gradient[J]. Scientific Reports, 2015(5): 13491.
[3] KANG S K, SARKHEL A K. Lead (Pb)-free solders for electronic packaging[J]. Journal of Electronic Materials, 1994, 23(8): 701-707.
[4] ALAM M O, WU B Y, CHAN Y C, et al. High electric current density-induced interfacial reactions in micro ball grid array (μBGA) solder joints[J]. Acta Materialia, 2006, 54(3): 613-621.
[5] ATTIA U M, ALCOCK J R. A review of micro-powder injection moulding as a microfabrication technique[J]. Journal of Micromechanics & Microengineering, 2011, 21(4):43001-43022.
[6] ATTIA U M, ALOCOCK J R. Fabrication of hollow, 3D, micro-scale metallic structures by micro-powder injection moulding[J]. Journal of Materials Processing Technology, 2012, 212(10):2148-2153.
[7] LU K, REYNOLDS W T. 3DP process for fine mesh structure printing[J]. Powder Technology, 2008, 187(1):11-18.
[8] OLAKANMI E O, COCHRANE R F, DALGARNO K W. A review on selective laser sintering/melting (SLS/SLM) of aluminium alloy powders: processing, microstructure, and properties[J]. Progress in Materials Science, 2015, 74:401-477.
[9] 韓鳳麟. 2014年全球粉末冶金產業發展概況[J]. 粉末冶金工業, 2014, 24(6):1-5.
HAN F L. The global development of powder metallurgy industry in 2014[J]. Powder Metallurgy Industry, 2014, 24(6):1-5.
[10] 黃伯云, 易健宏. 現代粉末冶金材料和技術發展現狀(一)[J]. 上海金屬, 2007, 29(4):1-5.
HUANG B Y, YI J H. Current development of modern powder metallurgy materials and technologies(一)[J]. Shanghai Metals, 2007, 29(4):1-5.
[11] 付一凡. 脈沖微孔噴射法均勻球形微米級粒子的制備及其影響因素研究[D]. 大連: 大連理工大學, 2013.
FU Y F. Fabrication and influencing factors of mono-sized spherical micro particles by pulsated orifice ejection method[D]. Dalian: Dalian University of Technology, 2013.
[12] MASUDA S, TAKAGI K, DONG W, et al. Solidification behavior of falling germanium droplets produced by pulsated orifice ejection method[J]. Journal of Crystal Growth, 2008, 310(11):2915-2922.
[13] DONG W, MASUDA S, TAKAGI K, et al. The development of mono-sized micro silicon particles for spherical solar cells by pulsated orifice ejection method[J]. Materials Science Forum, 2007, 534-536:149-152.
[14] ROY S, ANDO T. Nucleation kinetics and microstructure evolution of traveling ASTM F75 droplets[J]. Advanced Engineering Materials, 2010, 12(9):912-919.
[15] 黃華, 齊樂華, 楊方,等. 均勻液滴產生技術及其應用[J]. 制造技術與機床, 2008(6):59-63.
HUANG H, QI L H, YANG F,et al. Uniform droplets forming technology and application[J]. Manufacturing Technology & Machine Tool, 2008(6):59-63.
[16] FU Y F, DONG W, LI Y, et al. Simulation of the effects of the physical properties on particle formation of pulsated orifice ejection method (POEM)[J]. Advanced Materials Research, 2012, 509:161-165.
[17] ZHAO L, XU F M, LU D, et al. Simulation of 63Sn-37Pb BGA packaging particle formation based on pulsated orifice ejection method (POEM)[C]//2013 14th International Conference on Electronic Packaging Technology.Dalian:ICEPT,2013:338-342.
[18] 董偉,譚毅,李穎. 一種制備低熔點焊球的方法及裝置: CN201010242074.8[P]. 2010-07-29.
DONG W, TAN Y, LI Y. Method and device for preparing low melting point solder balls: CN201010242074.8[P]. 2010-07-29.
[19] 彭旭, 董偉, 譚毅. 一種小孔噴射制備均一凝固粒子的方法及裝置: CN201010542118.7[P]. 2012-07-04.
PENG X,DONG W,TAN Y.Method and device for preparing uniform solidified particles by orifice injection:CN201010542118.7[P]. 2012-07-04.
[20] 康世薇. 單分散高熔點金屬球形微粒子制備裝置的開發[D]. 大連:大連理工大學, 2017.
KANG S W. Development of apparatus for preparing mono-sized spherical metal micro particles with high melting point[D]. Dalian: Dalian University of Technology, 2017.
[21] 魯棟. 脈沖微孔均勻金屬液滴噴射沉積成型技術研究[D]. 大連:大連理工大學, 2014.
LU D. Deposition forming technology based on mono-sized metal droplets prepared by pulsated orifice ejection method(POEM) [D]. Dalian: Dalian University of Technology, 2014.
[22] 蓋如坤. 脈沖微孔液滴噴射沉積成型的研究[D]. 大連:大連理工大學, 2015.
GAI R K. Droplets deposition forming based on pulsated orifice ejection method(POEM)[D]. Dalian: Dalian University of Technology, 2015.
[23] 魏宇婷. 脈沖微孔液滴噴射沉積成型技術研究[D]. 大連:大連理工大學, 2016.
WEI Y T. Droplets deposition forming technology based on pulsated orifice ejection method[D]. Dalian: Dalian University of Technology, 2016.
[24] 董偉, 魏宇婷, 康世薇,等. 基于脈沖微孔噴射的液滴沉積成型[J]. 材料工程, 2016, 44(10):1-7.
DONG W, WEI Y T, KANG S W, et al. Droplets deposition based on pulsated orifice ejection[J]. Journal of Materials Engineering, 2016, 44(10):1-7.
[25] 李穎. 均勻球形微米級粒子的制備及評價研究[D]. 大連: 大連理工大學, 2012.
LI Y. Fabrication and characterization of mono-sized spherical micro particles[D]. Dalian: Dalian University of Technology, 2012.
[26] 趙麗. 基于脈沖微孔噴射法(POEM)制備微粒子的理論建模與數值模擬[D]. 大連: 大連理工大學, 2014.
ZHAO L. Theoretical modeling and numerical simulation of fabrication micro particles based on pulsated orifice ejection method (POEM) [D]. Dalian: Dalian University of Technology, 2014.
[27] 關曉丹, 梁萬雷. 微電子封裝技術及發展趨勢綜述[J]. 北華航天工業學院學報, 2013, 23(1):34-37.
GUAN X D, LIANG W L. An overview of microelectronic packaging technology and its development trend[J]. Journal of North China Institute of Aerospace Engineering, 2013, 23(1):34-37.
[28] LU Y D, HE X Q, EN Y F, et al. Polarity effect of electromigration on intermetallic compound formation in SnPb solder joints[J]. Acta Materialia, 2009, 57(8):2560-2566.
[29] JIN Y, BARATON X, YOON S W, et al. Next generation eWLB (embedded wafer level BGA) packaging[C]//2010 Electronics Packaging Technology Conference (EPTC) Proceedings. Singapore: EPTC, 2010: 520-526.
[30] 喬芝郁, 謝允安, 曹戰民,等. 無鉛錫基釬料合金設計和合金相圖及其計算[J]. 中國有色金屬學報, 2004, 14(11):1789-1798.
QIAO Z Y, XIE Y A, CAO Z M, et al. Design of lead-free solder alloy and alloy phase diagram calculation[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(11):1789-1798.
[31] HIROYOSHI K, TOMOHIKO H, ATSUSHI I, et al. CU CORE BALL: WO/2014/203348[P].2014-12-24.
[32] LI G, WANG Q, LI D, et al. Structure evolution during the cooling and coalesced cooling processes of Cu-Co bimetallic clusters[J]. Physics Letters A, 2008, 372(45):6764-6769.
[33] PASSOW C H. A study of spray forming using uniform droplet sprays [D]. Cambridge:Massachusetts Institute of Technology, 1992.
[34] RAYLEIGH L. On the instability of jet[J]. Proceedings of the London Mathematical Society, 2015, 10(1):4-13.
[35] DOI Y, IWANAGA H, SHIBUTANI T, et al. Osteoclastic responses to various calcium phosphates in cell cultures (pages 424-433)[J]. Journal of Biomedical Materials Research Part A, 1999, 47(3):424-433.
[36] WANG X P, YE J D, WANG Y J, et al. Reinforcement of calcium phosphate cement by bio-mineralized carbon nanotube[J]. Journal of the American Ceramic Society, 2007, 90(3):962-964.
[37] GBURECK U, SPATZ K, THULL R. Improvement of mechanical properties of self setting calcium phosphate bone cements mixed with different metal oxides[J]. Materialwissenschaft Und Werkstofftechnik, 2003, 34(12):1036-1040.
[38] XU H H, QUINN J B. Calcium phosphate cement containing resorbable fibers for short-term reinforcement and macroporosity[J]. Biomaterials, 2002, 23(1):193-202.
[39] GU T, SHI H, YE J. Reinforcement of calcium phosphate cement by incorporating with high-strength β-tricalcium phosphate aggregates[J]. Journal of Biomedical Materials Research Part B Applied Biomaterials, 2012, 100(2):350-359.
[40] 董偉, 許富民, 康世薇,等. 一種制備單分散球形多孔β-TCP粒子的裝置及方法: CN2014105926020.0[P]. 2014-10-28.
DONG W, XU F M, KANG S W, et al. Device and method for preparing monodisperse spherical porous beta-TCP particles: CN2014105926020.0[P]. 2014-10-28.
[41] 張子會. 單分散β-TCP粒子復合磷酸鈣骨水泥的制備及性能研究[D]. 大連: 大連理工大學, 2014.
ZHANG Z H. Preparation and characteristic of calcium phosphate cement incorporating with mono-sized β-TCP micro particles[D]. Dalian: Dalian University of Technology, 2014.
[42] KUMAR G, TANG H X, SCHROERS J. Nanomoulding with amorphous metals[J]. Nature, 2009, 457(7231):868-872.
[43] JEONG H G, YOO S J, KIM W J. Micro-forming of Zr65Al 10Ni10Cu15, metallic glasses under superplastic condition[J]. Journal of Alloys & Compounds, 2009, 483(1/2):283-285.
[44] INOUE A, TAKEUCHI A. Recent development and application products of bulk glassy alloys[J]. Acta Materialia, 2011, 59(6):2243-2267.
[45] INOUE A, SHEN B L, CHANG C T. Super-high strength of over 4000MPa for Fe-based bulk glassy alloys in [(Fe1-xCox)0.75B0.2Si0.05]96Nb4system[J]. Acta Materialia, 2004, 52(14):4093-4099.
[46] ZHANG W, FANG C, LI Y. Ferromagnetic Fe-based bulk metallic glasses with high thermoplastic formability[J]. Scripta Materialia, 2013, 69(1):77-80.
[47] CATTO F L, YONAMINE T, KIMINAMI C S, et al. Amorphous phase formation by spray forming of alloys [(Fe0.6Co0.4)0.75B0.2Si0.05]96Nb4and Fe66B30Nb4modified with Ti[J]. Journal of Alloys & Compounds, 2011, 509(11):148-154.
[48] 周晚珠, 宗偉, 朱杰,等. 霧化法制備鐵基非晶軟磁合金粉末的研究[J]. 材料研究與應用, 2016, 10(1):43-47.
ZHOU W Z, ZONG W, ZHU J, et al. Study on preparation of atomized Fe-based amorphous soft magnetic alloy powder[J]. Materials Research and Application, 2016, 10(1):43-47.
[49] MIURA A, DONG W, FUKUE M, et al. Preparation of Fe-based monodisperse spherical particles with fully glassy phase[J]. Journal of Alloys & Compounds, 2011, 509(18):5581-5586.
[50] LI Y, DONG W, FU Y F, et al. The critical cooling rate of Fe-based mono-sized spherical particles with fully glassy phase[J]. Advanced Materials Research, 2012, 509:185-191.
[51] 李穎, 董偉, 三浦彩子,等. 球形鐵基金屬玻璃單分散粒子的制備及評價[J]. 無機材料學報, 2012, 27(8):849-854.
LI Y, DONG W, MIURA A, et al. Fabrication and characterization of mono-sized spherical Fe-based metallic glass micro-particles[J]. Journal of Inorganic Materials, 2012, 27(8):849-854.
[52] YODOSHI N, YAMADA R, KAWASAKI A, et al. Micro viscous flow processing of Fe-based metallic glassy particles[J]. Journal of Alloys & Compounds, 2014, 615:61-66.
[53] WANG C P, LIU X J, OHNUMA I, et al. Formation of immiscible alloy powders with egg-type microstructure[J]. Science, 2002, 297(5583):990-993.
[54] LUO B C, LIU X R, WEI B. Macroscopic liquid phase separation of Fe-Sn immiscible alloy investigated by both experiment and simulation[J]. Journal of Applied Physics, 2009, 106(5):053523-053523-8.
[55] 付名筆. 單分散Bi-Ga核殼粒子形貌控制及熱循環性能[D]. 大連: 大連理工大學, 2014.
FU M B. Research on morphology control and thermal cycling behavior of mono-sized Bi-Ga core-shell particles[D]. Dalian: Dalian University of Technology, 2014.
[56] RAYNA T, STRIUKOVA L. From rapid prototyping to home fabrication: how 3D printing is changing business model innovation[J]. Technological Forecasting & Social Change, 2015, 102:214-224.
[57] KRUTH J P, LEU M C, NAKAGAWA T. Progress in additive manufacturing and rapid prototyping[J]. CIRP Annals Manufacturing Technology, 1998, 47(2):525-540.
[58] OLAKANMI E O. Selective laser sintering/melting (SLS/SLM) of pure Al, Al-Mg, and Al-Si powders: effect of processing conditions and powder properties[J]. Journal of Materials Processing Technology, 2013, 213(8):1387-1405.
[59] 張學軍, 唐思熠, 肇恒躍,等. 3D打印技術研究現狀和關鍵技術[J]. 材料工程, 2016, 44(2):122-128.
ZHANG X J, TANG S Y, ZHAO H Y, et al. Research status and key technologies of 3D printing[J]. Journal of Materials Engineering, 2016, 44(2):122-128.
[60] 王延慶, 沈競興, 吳海全. 3D打印材料應用和研究現狀[J]. 航空材料學報, 2016, 36(4):89-98.
WANG Y Q, SHEN J X, WU H Q. Application and research status of alternative materials for 3D-printing technology[J]. Journal of Aeronautical Materials, 2016, 36(4):89-98.
[61] 李曉延, 嚴永長. 電子封裝焊點可靠性及壽命預測方法[J]. 機械強度, 2005, 27(4):470-479.
LI X Y, YAN Y C. Reliability and life prediction methodologies for solder joints of electronic packages [J]. Journal of Mechanical Strength, 2005, 27(4):470-479.
