提高鐵路貨車制動閥檢修合格率的改進措施
2018-03-05 11:48:22易丙海曲家波
機械工程師 2018年2期
關(guān)鍵詞:故障
易丙海, 曲家波
(中車哈爾濱車輛有限公司,哈爾濱 150056)
0 引言
120型空氣控制閥的性能是否可靠是列車安全運行的重要保證,所以120型空氣控制閥的檢修質(zhì)量至關(guān)重要。而120型空氣控制閥在一次上機交檢時,其中幾個項點發(fā)生頻次多,影響了一次交檢合格率的提高,同時也增加了返工費用,降低了生產(chǎn)效率和經(jīng)濟效益,對運輸行車安全造成了潛在的質(zhì)量隱患[1-3]。
1 數(shù)據(jù)統(tǒng)計分析
經(jīng)統(tǒng)計,2016年120閥一次上機交檢合格率平均為84%左右,還有很大提高的潛力空間[4]。對2016年一季度發(fā)生的影響交檢一次合格率的質(zhì)量問題進行了統(tǒng)計,如表1所示。
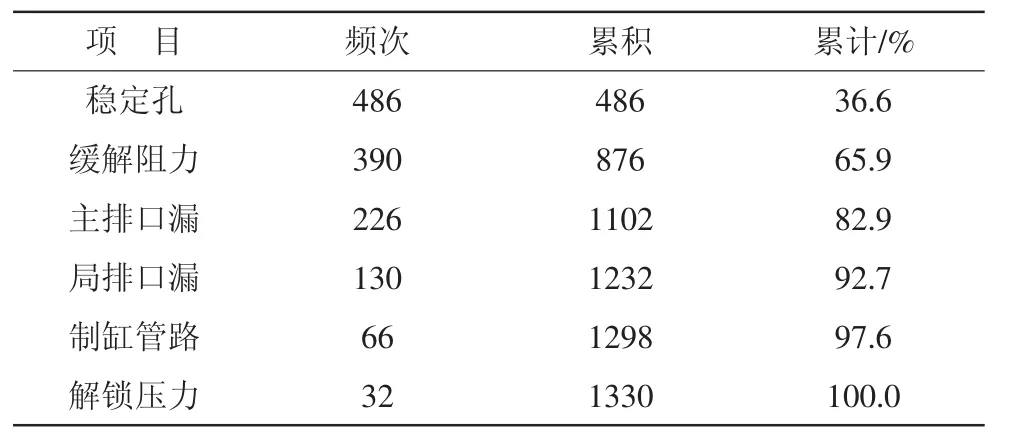
表1 一次交檢質(zhì)量問題統(tǒng)計表
由表1可以看出,穩(wěn)定孔、緩解阻力、主排口漏、局排口漏、制缸管路、解鎖壓力等故障在制動閥故障中所占比例比較高。
通過數(shù)據(jù)的分析,車輛投入運用后,120型空氣控制閥作用不良故障的發(fā)生,是影響鐵路貨車制動效果的一大頑疾,也是我們在檢修工作中需要重點控制的項目[5-8]。
2 結(jié)合實際情況制定的改進措施
2.1 完善檢修工藝布局
在制動閥收入崗位與外部清洗崗位間增設(shè)初試驗崗位,對收入的制動閥進行初試驗,對影響主閥性能的“緩解位漏泄量”、“緩解壓力”等項指標進行試驗,根據(jù)初試驗結(jié)果指導(dǎo)后續(xù)制動閥檢修。根據(jù)緩解位漏泄值大小將初試驗后的主閥劃分為A、B、C三個等級,根據(jù)不同等級確定不同的研磨方案[9]。
2.2 優(yōu)化研磨工藝
1)通過機器研磨取代人工研磨,解決配件研磨對人工研磨水平高低的依賴以及人工作業(yè)的各種不穩(wěn)定因素,實現(xiàn)配件研磨面“再造”,避免了人工研磨不能完全“破面”的問題,保證研磨質(zhì)量穩(wěn)定,提高制動閥性能可靠性[10]。
2)根據(jù)初試驗主閥排氣口的漏泄量,結(jié)合摩擦面表面狀態(tài),確定研磨工序及磨削量。對漏泄量小于30 mL/min的主閥,采用“粗研+精研”2次研磨的方式;對漏泄量在30~100 mL/min之間的主閥,采用“粗研+精研+精研”3次方式;對于漏泄量大于100 mL/min的主閥,采用“粗研+粗研+精研”3次方式;每工序往復(fù)研磨5次,如表2所示[11]。
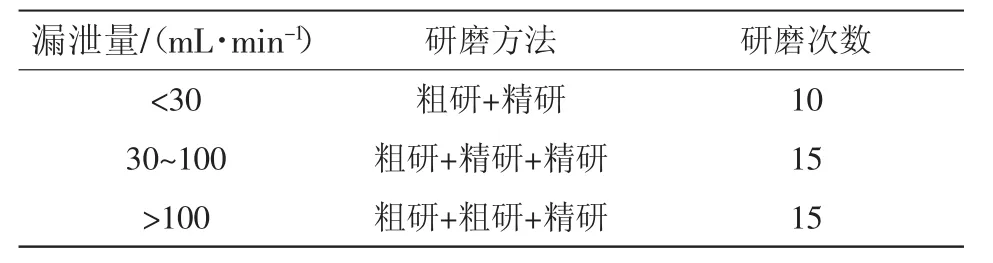
表2 研磨方法選取表
2.3 強化制動配件清潔
1)實行二次清洗制度。對超聲波清洗后的制動閥配件,在配件檢測前采用浸泡、超聲波清洗、沖洗、漂洗的方式對閥體及閥體內(nèi)進行二次清洗,對閥桿表面凹槽等超聲波難清洗部位再由人工清洗,確保制動閥配件的表面清潔度[12]。
2)加強制動閥孔路清污。主要通過熱風對主閥體和滑閥通道內(nèi)在清洗后殘留在各孔路暗道內(nèi)的余水、雜物及研磨后產(chǎn)生的油石顆粒和金屬粉末,并對難清理的滑閥逆流孔(孔徑0.2 mm)在清污后增加了專項檢測功能,確保各孔道清潔暢通,有效提高閥體、滑閥內(nèi)部孔路的清潔度[13]。
2.4 深化輛份配送
1)橡膠件、彈簧輛份配送。增設(shè)橡膠件、彈簧檢查配送崗位,根據(jù)控制閥橡膠件、彈簧數(shù)量及形狀設(shè)計制作橡膠件、彈簧專用輛份配送盒,檢查合格的橡膠件、彈簧放入專用的輛份配送盒內(nèi),由專用運輸小車配送至組裝崗位,避免橡膠件、彈簧在配送過程中接觸清潔劑、水等或被零配件、工具磕碰損傷[14]。
2)制動閥配件輛份配送。增設(shè)制動閥配件檢測、配送崗位,對須檢測的主閥體、滑閥、節(jié)制閥、頂桿座以及緊急活塞桿進行檢測、檢查、擦拭,對其余配件進行外觀檢查及擦拭。根據(jù)制動閥配件的數(shù)量及形狀設(shè)計專用輛份配送盒,各配件檢查、檢測完畢后固定在指定的配送盒內(nèi),對滑閥等精密配件進行完全隔離防護,有效避免了配件存儲、運輸過程中的磕碰損傷、變形[15]。
2.5 加強試驗臺把關(guān)
1)制定試驗臺反比對措施。目前,120型試驗臺的機能試驗是判定試驗臺是否合格的唯一標準,而機能試驗的可靠性依賴于試驗臺傳感器的可靠性。為了避免傳感器浮動誤差對試驗臺準確性的影響,將5套120型控制閥分別設(shè)置了節(jié)制閥故障、逆流孔故障、主閥漏泄故障、半自動緩解閥故障和緊急閥漏泄故障,并選定1套合格標準閥,在開機機能試驗合格后,先進行標準閥的標定,然后隨機選取故障閥進行反比對試驗,通過對試驗數(shù)據(jù)的對比、分析,可有效對試驗臺性能進行評定,確保試驗臺的穩(wěn)定性。例如,主閥漏泄故障的分析研判,將近3次主閥漏泄故障閥的試驗記錄進行分析比較,漏泄量上下浮動大于10 mL/min時,判定試驗臺不合格,需進行維修[16]。
2)實行二次試驗要求。制動閥組裝后,硅油聚集于摩擦面(滑閥滑閥座接觸面、節(jié)制閥與滑閥背面接觸面)間,對摩擦面起到一定的密封作用,致使試驗時檢測的漏泄量不能準確地反映出摩擦面的配合情況。二次試驗時由于經(jīng)過一次試驗的往復(fù)作用,多余的硅油進入導(dǎo)油槽,此時的漏泄量能夠較準確地反映摩擦面的實際情況。針對該問題,我們制定制動閥二次試驗要求,即制動閥試驗合格后再進行一次試驗,主要對制動位、緩解位、制動保壓位性能進行試驗檢查。通過對一、二次試驗數(shù)據(jù)的對比、分析,能夠較準確地判定制動閥的穩(wěn)定性,確保了制動閥的檢修質(zhì)量[16]。
2.6 強化數(shù)據(jù)分析
建立制動閥檢修數(shù)據(jù)庫,實現(xiàn)對收入、初試驗、組裝、終試驗等崗位檢修數(shù)據(jù)的實時統(tǒng)計分析。通過對各崗位數(shù)據(jù)的分類匯總,實現(xiàn)對制動閥返修原因、作業(yè)者返修閥、試驗臺標定等數(shù)據(jù)的實時分析,能夠?qū)χ苿娱y狀態(tài)、工作者、試驗臺進行評價。通過每周、每月、每季對所有試驗結(jié)果及標定數(shù)據(jù)進行統(tǒng)計、對比、分析,綜合對試驗臺進行評定。通過每月、每季作業(yè)者返修閥統(tǒng)計分析,能夠?qū)β毠I(yè)務(wù)水平進行評定,同時每月、每季、每年按使用時間、型號、生產(chǎn)廠家對檢修閥的試驗結(jié)果進行統(tǒng)計、對比、分析,根據(jù)一次合格率、初試驗與終試驗指標改善情況、超標品比例等指標,研究制定故障分布規(guī)律,對風險高的制動閥進行重點檢修[17-18]。
[1] 張振鵬,金竹,饒忠.列車制動計算[M].北京:中國鐵道出版社,1984.
[2] 舒新,夏寅蓀.鐵道制動工程設(shè)計[M].北京:中國鐵道出版社,1986.
[3] 邵旦華.車輛設(shè)計參考手冊-制動裝置[M].北京:中國鐵道出版社,1990:53-58.
[4] 夏寅蓀,吳培元.120型空氣制動機[M].北京:中國鐵道出版社,1995.
[5] 劉鴻文.材料力學[M].北京:高等教育出版社,1996.
[6] 鐵道部鐵運[2008]15號.關(guān)于印發(fā)鐵路貨車制動檢修規(guī)則的通知[M].北京:中國鐵道出版社,2008:10-32.
[7] 眉山車輛廠.120型貨車空氣分配閥(MSP120F-00-00)[Z].
[8] 黃毅,陳雷.鐵路貨車檢修技術(shù)[M].北京:中國鐵道出版社,2010:446-487.
[9] 安曉鐘.120型空氣控制閥制造工藝改進[J].機車車輛工藝,2008(2):16-17.
[10]戴淑紅.貨車120型空氣控制閥的故障分析與改進建議[J].機車車輛工藝,2001(4):44-45.
[11]詹雷飛.提高120制動閥檢修質(zhì)量的幾點建議[J].上海鐵道科技,2013(1):43-44.
[12]王秀芬,文林濤.檢修120型控制閥性能試驗采用新制標準的研究[J].機車車輛工藝,2015(4):45-46.
[14] 王朝陽.提高120型緊急閥檢修質(zhì)量保證行車安全[C]//第十屆中國科協(xié)年會中部地區(qū)物流產(chǎn)業(yè)體系建設(shè)論壇專輯,2008.
[15]AAR:Manual of Standards and Recommended actices[S].
[16]AAR:Interchange Rules[S].
[17]AAR Specification 2518:Freight Car Brake Equipment[S].
[18]FRA:Safetu Appliances and Power Brake[S].
猜你喜歡
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(yǎng)(2015年12期)2015-04-18 07:51:49
汽車維修與保養(yǎng)(2015年8期)2015-04-17 03:32:52
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
汽車維修與保養(yǎng)(2015年7期)2015-04-17 02:12:40
汽車維修與保養(yǎng)(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
