地鐵轉(zhuǎn)向架用S355J2W耐候鋼板對接接頭焊接工藝研究
2018-03-05 11:42:54尤君倪寶成方孝鐘楊紅偉
機(jī)械工程師 2018年2期
尤君, 倪寶成, 方孝鐘, 楊紅偉
(中車南京浦鎮(zhèn)車輛有限公司轉(zhuǎn)向架設(shè)計部,南京 210031)
0 引言
能抗大氣腐蝕的鋼通常又叫做耐候鋼,是含有一定數(shù)量的合金元素的鋼材,如添加P、Cu、Cr、Ni、Mo等到鋼材中,在常溫下通過在母材金屬表面形成自保護(hù)的氧化膜來增強(qiáng)其抗大氣腐蝕性[1]。研究表明,依耐候鋼的成分不同,鋼件結(jié)構(gòu)使用環(huán)境不同,在一般情況下它的耐大氣腐蝕性能大約比一般碳素鋼大2~8倍之間[2],同時耐候鋼在大氣中使用時間越長,它的耐腐蝕性越突出[3]。因而被廣泛應(yīng)用于長期暴露在大氣中的鋼結(jié)構(gòu)當(dāng)中。
轉(zhuǎn)向架構(gòu)架為H型焊接構(gòu)架,由一系列板材件組裝焊接而成。作為鐵路客車、城市地鐵、高速動車組、有軌電車等現(xiàn)代軌道車輛的核心大部件,它承受車輛大部分的動載荷,而焊接技術(shù)是確保該大部件安全運(yùn)行的核心技術(shù)之一,焊接質(zhì)量的好壞直接影響著列車的安全性、可靠性和運(yùn)行壽命[4-5]。
文中結(jié)合轉(zhuǎn)向架車間生產(chǎn)實(shí)際情況,選用轉(zhuǎn)向架構(gòu)架焊接生產(chǎn)用的S355J2W耐候鋼板來做一系列焊接試驗(yàn),借助金相顯微鏡、維氏顯微硬度測試儀、射線探傷等現(xiàn)代分析測試手段進(jìn)行理化分析,評估該種材料在轉(zhuǎn)向架構(gòu)架焊接生產(chǎn)中的可行性及可靠性,從而制定符合實(shí)際生產(chǎn)的焊接工藝,確保焊接接頭的焊接質(zhì)量,規(guī)范焊接實(shí)施基本要素[6]。
1 試驗(yàn)用材料
1.1 試驗(yàn)用母材
鐵路行業(yè)EN15085焊接體系標(biāo)準(zhǔn)對設(shè)計、工藝、檢查等環(huán)節(jié)均有嚴(yán)格的規(guī)定,特別是選用新材料時須按不同焊接結(jié)構(gòu)形式做周密的焊接規(guī)范及工藝試驗(yàn)[7-8]。本試驗(yàn)選用4塊地鐵轉(zhuǎn)向架構(gòu)架焊接生產(chǎn)用的S355J2W耐候鋼板,試板規(guī)格尺寸為350 mm×150 mm×12 mm,機(jī)械加工V型坡口,單面坡口角度為30°。鋼板成分及規(guī)定極限值的允許偏差執(zhí)行EN10025-5標(biāo)準(zhǔn),鋼板的化學(xué)成分見表1,拉伸、彎曲性能指標(biāo)見表2。
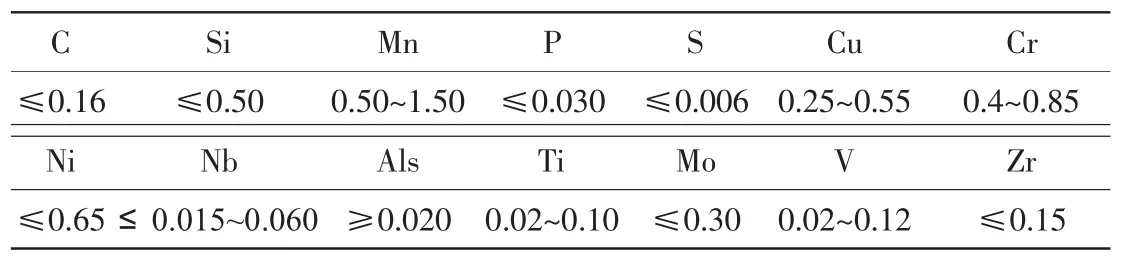
表1 S355J2W耐候鋼板的化學(xué)成分質(zhì)量分?jǐn)?shù) %

表2 S355J2W耐候鋼板的拉伸、彎曲性能指標(biāo)
1.2 材料焊接性分析
S355J2W耐候鋼的碳質(zhì)量分?jǐn)?shù)WC≤0.16%,屬于一種低碳鋼,除含P鋼外,焊接性與一般低合金鋼熱軋鋼沒有原則差別,焊接熱影響區(qū)的最高硬度不超過350 HV,焊接性良好。鋼中Cu的含量低(WCu約0.25%~0.55%),焊接時不會產(chǎn)生熱裂紋。含P鋼中WC+P都控制在0.25%以下,故鋼的冷脆傾向不大。所以可與強(qiáng)度較低(σS=343~292 MPa)的低合金熱軋鋼一樣擬定焊接工藝,只需要注意選擇焊接材料時既要考慮等強(qiáng)匹配又要考慮等化學(xué)成分匹配的原則,以滿足焊縫金屬的耐蝕性能與母材相匹配。
2 焊接工藝制定
2.1 焊接方法及焊接材料選擇
結(jié)合產(chǎn)品的結(jié)構(gòu)特點(diǎn)及轉(zhuǎn)向架焊接車間實(shí)際生產(chǎn)情況,試板對接焊縫采用MAG135進(jìn)行焊接,保護(hù)氣體為80%Ar+20%CO2[9-10],氣體流量18~22 L/min,電源極性為DCEP/+。根據(jù)等強(qiáng)度、等化學(xué)成分匹配的原則,本次試驗(yàn)選用ESAB品牌的ISO14341-A:G 42 4 M21 Z 3Ni1Cu φ1.2焊絲,該焊絲的化學(xué)成分及力學(xué)性能見表3、表4。

表3 ISO14341-A:G 42 4 M21 Z 3Ni1Cu焊絲的化學(xué)成分%

表4 ISO14341-A:G 42 4 M21 Z 3Ni1Cu焊絲的力學(xué)性能
2.2 焊前準(zhǔn)備
用鋼絲刷將試板坡口面及焊縫周圍20 mm范圍內(nèi)的雜質(zhì)清理干凈,特別是油污、氧化膜、鐵的衍生氧化物等雜質(zhì)[11]。必要時可用拋光片進(jìn)行打磨直到露出金屬光澤。打開氣瓶閥門及焊機(jī)電源,調(diào)整焊接參數(shù)確保焊機(jī)運(yùn)行良好,焊接電源通常的額定電流500 A,空載電壓為55~80 V,負(fù)載持續(xù)率為60%~100%,外特性曲線為平特性。調(diào)整過程中可在試板上進(jìn)行預(yù)焊以驗(yàn)證電流及電壓的匹配性,使其達(dá)到最佳匹配狀態(tài)。
2.3 焊接工藝[12-13]
1)將地線鉗夾持在試板上,控制對接間隙2~3 mm,調(diào)整焊機(jī)按照打底焊1焊道參數(shù)將試板兩端頭點(diǎn)焊固定,點(diǎn)焊縫長度10~20 mm。在起弧時,保持焊絲干伸長度穩(wěn)定,起弧處由于工件溫度較低,又無法像手工焊那樣拉長電弧預(yù)熱,所以應(yīng)采用倒退引弧法,使焊道充分熔合;收弧時也應(yīng)該保持焊絲干伸長度不變,并把燃燒點(diǎn)拉到熔池邊緣處停弧,焊機(jī)自完成回?zé)⑾颉⒀訒r氣保護(hù)的收弧過程。試板具體焊接形式及焊接參數(shù)表見表5。
2)打磨點(diǎn)固焊點(diǎn)并清理焊接飛濺,噴焊接防飛濺液(DCF-1燕福),注意不要直對著坡口面噴,防止過量。
3)進(jìn)行打底焊接。施焊過程中注意觀察電弧,打底焊接時宜采用短路過渡電弧,短弧焊接,單面焊接雙面成型并確保熔透。
4)第一層焊接完成后需要適當(dāng)打磨焊縫使其形成凹面,控制焊接層間溫度<180℃(紅外線測溫儀監(jiān)控)。
5)按表5調(diào)整焊接參數(shù)進(jìn)行焊縫的填充及蓋面焊接。施焊過程中注意觀察電弧,填充蓋面焊接時宜采用噴射過渡電弧,長弧焊接。采用多層多道焊,焊接后一層時須對前一層做好層間清理,控制焊接層間溫度低于180℃(紅外線測溫儀監(jiān)控),確保焊道之間熔合良好。

表5 試板焊接參數(shù)表
3 焊接接頭檢驗(yàn)[14-15]
1)焊縫外觀檢查。焊縫與母材連接過渡圓滑,表面未見氣孔、裂紋、焊瘤、弧坑等肉眼可見的缺陷,咬邊深度≤0.3 mm,對接焊縫余高≤2.5 mm,缺欠質(zhì)量滿足ISO5817 B級焊縫要求,試件焊后的宏觀金相圖見圖1。

圖1 試件焊接后的宏觀金相圖
2)試件母材及焊縫組織微觀金相組織見圖2。

圖2 母材及焊縫區(qū)微觀組織金相圖
3)試件X射線探傷結(jié)果按ISO10675-1標(biāo)準(zhǔn)評定均達(dá)到I級合格標(biāo)準(zhǔn),其射線探傷底片見圖3。
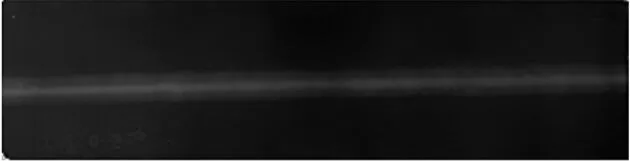
圖3 試件射線探傷底片
4)試板力學(xué)性能試驗(yàn)。在焊接試板上切取試樣,按國際標(biāo)準(zhǔn)ISO4136《對接焊縫拉伸試驗(yàn)》、ISO5173《金屬材料的破壞性試驗(yàn)—彎曲試驗(yàn)》、ISO9016《金屬材料的破壞性試驗(yàn)—沖擊試驗(yàn)》、ISO9015《金屬材料的破壞性試驗(yàn)—硬度試驗(yàn)》進(jìn)行力學(xué)性能試驗(yàn),試驗(yàn)結(jié)果合格,測試結(jié)果如表6~表9和圖4所示。
4 結(jié)論
通過對地鐵轉(zhuǎn)向架用S355J2W耐候鋼板焊接性分析和焊接工藝試驗(yàn),擬定了合理的焊接工藝,確保了焊接接頭的質(zhì)量,并獲得了優(yōu)質(zhì)的焊接接頭,從而得出以下幾點(diǎn)結(jié)論:
1)S355J2W耐候鋼具有良好的焊接性 ,ISO14341-A:G 42 4 M21 Z 3Ni1Cuφ1.2焊絲分別能夠與目前轉(zhuǎn)向架使用S355J2W型號的板材相匹配,滿足焊接性能要求,試驗(yàn)結(jié)果均達(dá)到相關(guān)標(biāo)準(zhǔn)。
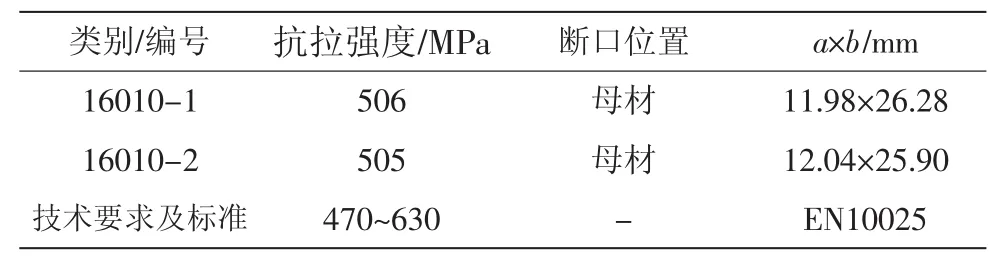
表6 試件拉伸試驗(yàn)結(jié)果
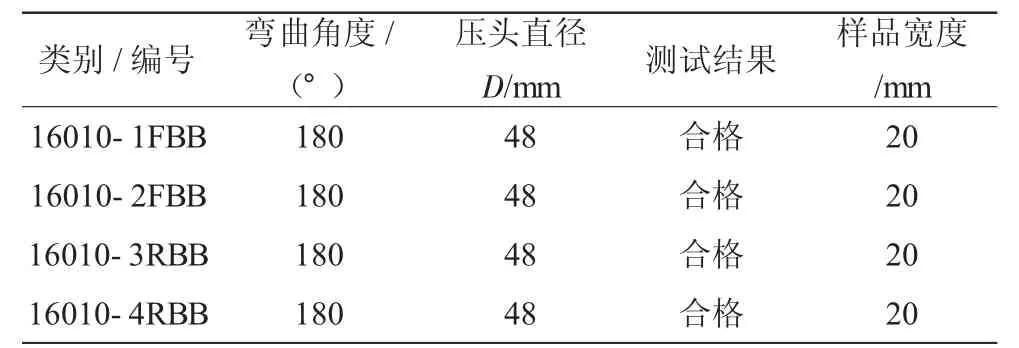
表7 彎曲試驗(yàn)結(jié)果

表8 沖擊試驗(yàn)結(jié)果

圖4 硬度試驗(yàn)位置示意圖

表9 硬度試驗(yàn)結(jié)果
2)接頭母材組織均為白色細(xì)小塊狀均勻分布的鐵素體+黑色的珠光體;焊縫組織均為沿柱狀晶內(nèi)分布的先共析鐵素體,無碳貝氏體沿晶界向晶內(nèi)平行生長,晶內(nèi)有針狀鐵素體、粒狀貝氏體和少量珠光體。
3)S355J2W耐候鋼對接接頭的焊縫及熱影響區(qū)硬度高于母材區(qū),焊接接頭的整體抗拉強(qiáng)度高于母材。因此,選擇合理的焊接工藝進(jìn)行焊接時可以獲得優(yōu)質(zhì)的焊接接頭,從而能夠滿足轉(zhuǎn)向架構(gòu)架生產(chǎn)制造的使用要求。
[1] 曹楚南.中國材料的自然環(huán)境腐蝕[M].北京:化學(xué)工業(yè)出版社,2005.
[2] 李愛柏.熱軋耐候鋼板B490NQ的研制[J].寶鋼技術(shù),1994(6):42-47.
[3] 梁彩鳳,侯文泰.合金元素對碳鋼和低合金鋼在大氣中耐腐蝕性的影響[J].中國腐蝕與防護(hù)學(xué)報,1997,17(2):87-92.
[4] 王君杰.轉(zhuǎn)向架構(gòu)架焊接接頭組織與性能研究[D].大連:大連交通大學(xué),2007.
[5] 張鑫鑫.對高速列車轉(zhuǎn)向架焊接構(gòu)架選材的探討[J].機(jī)車車輛工藝,1994(1):41-45.
[6] 陳祝年.焊接工程師手冊[M].北京:機(jī)械工業(yè)出版社,2002:385-409.
[7] 朱志民.基于EN15085焊接質(zhì)量體系的管理和應(yīng)用 [J].焊接,2010(11):57-59.
[8] 陳方嶺,丁亞萍,趙陳.Q355GNHG高耐候鋼在動車組中的焊接運(yùn)用[J].鐵道機(jī)車車輛工人,2012(1):5-8.
[9] 傅小日,李金森,程冰,等.我國鐵路客車轉(zhuǎn)向架技術(shù)發(fā)展的概述[J].鐵道車輛,2005,43(10):8-15.
[10]李亞江.焊接組織性能與質(zhì)量控制[M].北京:化學(xué)工業(yè)出版社,2005.
[11] 王家偉.鋁合金車體焊接工藝[J].鐵道機(jī)車車輛工人,2011(2):1-5.
[12] 賈安東.焊接結(jié)構(gòu)學(xué)[M].北京:機(jī)械工業(yè)出版社,2007.
[13] 王高見,賴世強(qiáng),歐亞.Gr25Ni20鋼焊接工藝性分析與評定[J].熱加工工藝,2010,39(9):154-155.
[14] 李以善,劉德鎮(zhèn),肖世榮,等.焊接結(jié)構(gòu)檢測技術(shù)[M].北京:化學(xué)工業(yè)出版社,2009.
[15] 董洪達(dá),倪寶成,張迪,等.TIG重熔對轉(zhuǎn)向架用P355NL1鋼焊接接頭性能的影響[J].熱加工工藝,2015(5):220-222.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
哈爾濱鐵道科技(2020年4期)2020-07-22 02:22:28
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
制造技術(shù)與機(jī)床(2019年12期)2020-01-06 03:17:46
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
西南交通大學(xué)學(xué)報(2018年5期)2018-11-08 10:58:26
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
鐵道運(yùn)營技術(shù)(2015年3期)2015-12-23 09:27:14
