旋壓技術在變截面艙體的應用研究
2018-03-13 05:39:50涂衛軍鄔亨貴朱照陽謝子文
教練機 2018年4期
關鍵詞:工藝
涂衛軍 ,鄔亨貴,羅 兵 ,朱照陽 ,謝子文
(1.空裝駐南昌地區軍事代表室,江西南昌,330024;2.航空工業洪都,江西 南昌,330024)
0 引言
飛行器中常存在變截面艙體,一般采用管材或鑄造毛坯進行機械加工制造。由于艙體為變截面,采用管材制造要求管材壁厚較厚,機加對材料浪費較大,材料利用率低。若采用鑄造毛坯制造,需對鑄造模具和工藝參數進行多次調試修改,周期長,且毛坯中可能出現氣孔、夾雜等缺陷,影響材料性能。旋壓技術是局部連續塑性成形工藝,屬于回轉成形范疇,適宜大徑厚比軸對稱回轉體的塑性成形。采用該工藝得到的薄壁筒形件具有成形精度高、表面光潔度好、材料利用率高等優點[1]。因此,該成形工藝被廣泛應用于航空、航天和汽車等領域回轉體零件的生產制造[2-3]。旋壓工藝更適用于飛行器變截面艙體的制造,它可以提高材料利用率和結構品質、縮短制造周期、降低制造成本。
1 旋壓工藝
旋壓成形技術是將金屬平板毛坯或預制毛坯卡緊在旋壓機的芯模上,由主軸帶動芯模和坯料旋轉,利用旋輪對坯料施加壓力,產生連續、逐點的塑性變形,從而獲得各種母線形狀的空心旋轉體零件的塑性加工方法,簡稱旋壓,如圖1所示。旋壓加工根據坯料厚度變化情況可分為普通旋壓和強力旋壓。
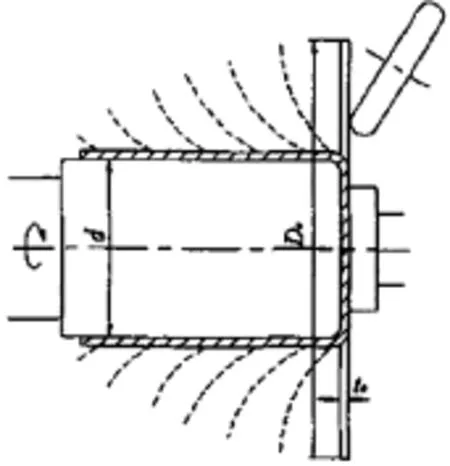
圖1旋壓加工過程示意圖
1.1 普通旋壓
普通旋壓是指旋壓過程中板厚度基本保持不變,坯料外徑有明顯的變化,是加工薄壁空心回轉體零件的無屑加工過程,主要有拉深旋壓、縮口旋壓和擴口旋壓等[4]。拉深旋壓是最常用、最具代表性的成形技術,是以徑向拉深為主體而使毛坯直徑減小的成形工藝。
1.2 強力旋壓
強力旋壓又稱變薄旋壓,是在普旋技術的基礎上發展起來的,指成型過程中主要是壁厚減薄而直徑尺寸基本不變,屬于體積成型范疇[5]。根據旋壓件的類型和金屬變形機理的差異,可分為剪切旋壓和擠出旋壓兩種。
2 在飛行器變截面艙體上的應用
2.1 艙體結構
飛行器典型艙體結構形式如圖2所示,為變截面艙段。艙體材料為2024鋁合金。經旋壓、機械加工后的艙體成品的外形尺寸和形位公差應滿足設計要求,且艙體本體材料需滿足屈服強度≥245MPa、強度極限≥350MPa的要求。
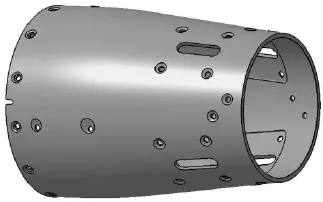
圖2典型艙體結構
2.2 旋壓模具設計
旋壓工件的尺寸精度主要受兩方面因素的影響:
1)旋壓的尺寸精度;
2)旋壓成形后溫度變化造成的變形。旋壓的尺寸精度,主要受旋壓模具的跳動、旋壓模具加熱膨脹、工件脫模后冷卻收縮等方面的影響。為滿足工件的尺寸精度需減小旋壓模具的跳動,因此模具加工時需控制其雙邊跳動不大于0.05mm。旋壓溫度為350℃,旋壓過程中旋壓模具和坯料受熱發生變形。旋壓模具鋼的熱膨脹系數為11.0×10-6℃-1,旋壓模具加熱后,其直徑將明顯增大。2024鋁合金的熱膨脹系數為 23.8×10-6℃-1,旋壓成形后,工件的溫度下降,其直徑將顯著減小。
經有限元分析,模具加熱后徑向將膨脹0.331mm,鋁合金工件成形后,徑向冷卻到常溫,將收縮0.681mm,如圖3所示。結合艙體毛坯件需預留0.8mm的機械加工余量,最終確定模具的尺寸為φ171.9mm。設計完成后的艙體旋壓模具如圖4所示。
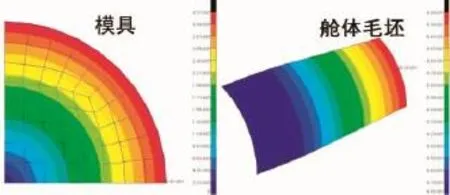
圖3有限元分析結果
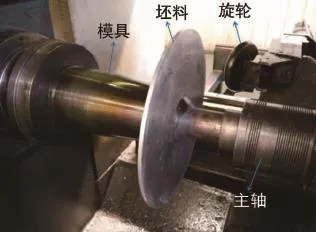
圖4艙體旋壓模具
2.3 工藝流程
艙體制造工藝流程如圖5所示。旋壓之前,先對軋制板材進行退火處理,退火制度為360℃×3.0h。旋壓加工僅需8分鐘。旋壓后對艙體毛坯進行1小時的固溶處理,固溶處理制度如圖6所示。初加工完成后對半成品進行4小時的時效處理,時效處理制度如圖7所示。經精加工、檢驗合格后得到艙體成品,如圖8所示。
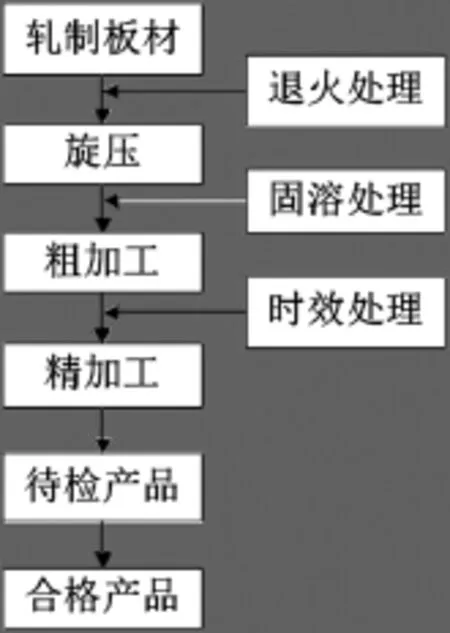
圖5艙體制造工藝流程
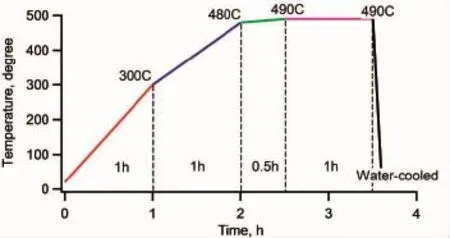
圖6固溶處理制度
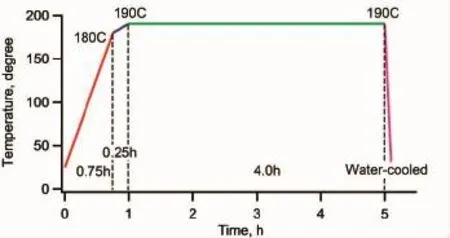
圖7時效處理制度
3 性能分析
3.1 力學性能
在艙體上取樣進行力學性能測試,其拉伸性能試驗曲線如圖9所示。試樣屈服應力大于320MPa、強度極限大于430MPa,力學性能與工程手冊管材基本一致,并且優于鑄造材料力學性能,符合強度性能要求。
3.2 無損檢測
對多組艙體進行X射線檢查,檢查結果如圖10所示。各艙體內部無疏松、孔洞、雜質等缺陷。旋壓工藝制造的飛行器變截面艙體成品率高、缺陷少、結構品質高。

圖8艙體成品
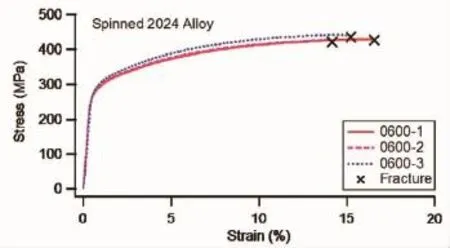
圖9 艙體隨爐件試樣應力-應變曲線
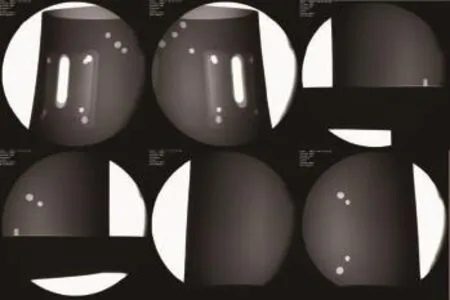
圖10 X射線檢查結果
4 結論
工藝流程中加入退火、固溶、時效、外形熱補償等處理方法,最終得到的艙體成品外形尺寸和形位公差滿足設計要求,艙體本體材料力學性能滿足要求且內部無疏松、孔洞、雜質等缺陷。因此,旋壓工藝特別適用于飛行器變截面艙體的生產制造。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
