參照法在礦山設備安裝維護中的應用
2018-03-13 04:18:29何凡
現代制造技術與裝備 2018年1期
何 凡
(四川里伍銅業股份有限公司 里伍銅礦,九龍 626201)
眾所周知,在研究物體的運動時,人們必須假定一個物體是不動的,參照這個物體來確定其他物體的運動。假定不動的那個物體就叫參照物。人們也可以將參照法應用到礦山設備的安裝檢修維護中。里伍銅礦地處偏遠的山區,交通不便,距離設備廠家和城市較遠,在礦山安裝設備檢修維護中,只好常常以設備的技術參數為基準,來判別該設備是否運行正常。人們可以將這種參照法應用到獨立設備、類型設備的安裝檢修維護中。
1 獨立設備的參照應用
在生產中,往往獨立設備不好維護檢修,唯一能參考的模板值就是技術參數。于是,人們可以采用以下方法對獨立設備進行檢修維護。
1.1 臨界值的確定
它是指通過測試,比較所得參數是否超過技術參數的最低基準,來確定設備正常與否。如果超過此基準,設備運行將會發生性能變化。下面以里伍銅礦空壓房高壓室的高壓開關電磁合閘操作機構的檢測確定為例進行分析。
該機構型號為:CD10I型;合閘電壓:220V,電流99A;脫扣電壓:220V,電流2.5A。
該型號高壓開關以電磁鐵作為操作的第一級控制元件,控制回路用的是直流電源。整個合閘過程分為四個階段:動鐵芯開始動作;鐵芯運動觸動到操作機構開始負載;操作機構合閘成功;電磁線圈回路斷開。將線圈合閘時的電流檢測值與基準值相對照,該值為確定的最大臨界值,便可判別出操作機構是否靈活,性能是否發生變化。
1.2 偏差允許的確定
偏差允許的確定是指以測量的大小值與技術參數模板值相比,進行參照,判斷所測得的參數偏離誤差值是否在模板值允許區域值內,來確定設備正常與否,性能是否發生變化。下面以里伍銅礦L5.5-40/8型空壓機二級缸活塞往復行程為例進行分析。
該機型二級缸活塞的總行程為180mm,在裝配后,有一個調節間隙的技術參數模板值。即活塞與氣缸蓋外止點間隙為2.4~3;活塞與氣缸座內止點間隙為1.8~2.4。在監測和檢修維護中,人們經常測量此參數,所測得內外止點間隙值與給定的模板值參照比較,在允許的偏差范圍內,就可確定合格,否則需調節到允許范圍內。
1.3 經驗的確定
從事設備操作、維護檢修多年的人,憑借多年對設備的聲音、溫升、潤滑效果、轉速等的經驗積累,當遇到有差異時便可與正常經驗積累參照比較,綜合推理來確定設備正常與否。
1.4 特護管理的確定
設備管理與生產、工藝、現場作業等相干擾,部分管理人員往往不知如何抓主要矛盾,忙于應對現場生產中所發生的問題,疏于悉心維護關鍵設備,一旦設備停機將造成全線停產。因此,建立設備特護管理辦法勢在必行。
其具體做法是:一是對檢修困難的大型設備和易發生故障而又直接影響生產的“獨兒子”設備,列入特護設備管理中。二是制定特護管理辦法,其主要內容有:定點、定期、定人、定檢查部位;嚴格執行檢查制度,確定以100d或一季度為宜,特定特護人員,不得隨意變換,獎懲分明且力度大,便于充分調動特護人員的積極性,以確保正常生產;對特護設備設立專門臺賬,如實記錄,特別對于存在隱患和發生過故障的設備,要有因果結論、解決處理方法和預防措施,以便特護檢查時參照比較;操作工人要樹立重點設備特別維護意識。
2 類型設備的參照應用
在生產中,類型設備問題一般都較好解決,因各屬性均大同小異,各零部件型號相同,便于參照比較,易于維護。其管理辦法有以下兩種。
2.1 屬性相同的參照判別
屬性相同是指某類設備的技術要求、模板值、性能結構、安裝形式、運行均相同。里伍銅礦L5.5-40/8型4#空壓機自投入運行后,因二級缸排氣溫度過高,經常自動停機,時開時停,其原因一直未確定。
4#機與1#機雖屬性相同,但與1#機相比,其距冷卻循環水較遠,因此筆者懷疑其原因是冷卻循環水流量不足。開2臺水泵時,4#機沒有出現超溫自動停機故障,但水壓與廠家給定的允許壓力0.07~0.20MPa相悖。因此,筆者推斷故障一定出在機器自身。正常運行的1#空壓機所測得的參數如表1所示,人們可以以此為參照。
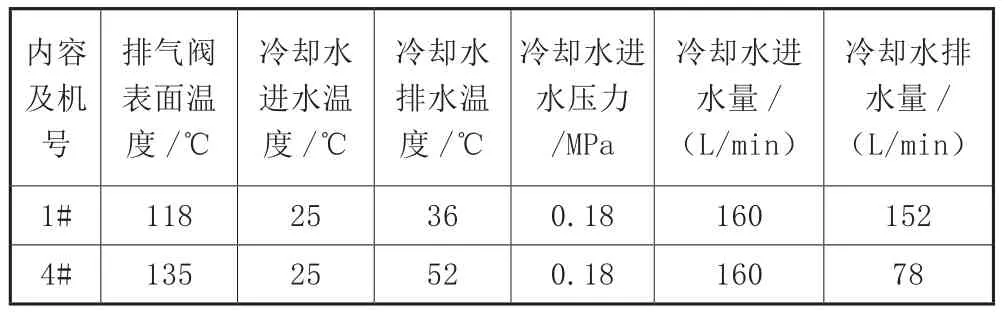
表1 正常運行的1#空壓機的相關參數
參照并比較所測得的參數可知,能使溫度下降的只有冷卻循環水,因此筆者認為故障與冷卻循環水量不足有關。拆開4#機二級缸缸蓋,參照1#機二級缸缸蓋及缸柱,筆者發現,4#機二級缸缸蓋最下端冷卻水進入缸柱后,冷卻水通道有淤垢且較狹窄,屬于制造時翻砂缺陷。因此,里伍銅礦擴大該處冷卻水通道,裝配完畢運行后,一切顯示正常,未再出現先前的超溫自動停機故障。
2.2 屬性差異的參照判別
屬性差異就是指某類設備在個別屬性上存在差異,而其他屬性均相同。
里伍銅礦GKT系列礦井卷揚提升機分為上部提升機和下部卷揚提升機,在屬性方面,結構形式和安裝形式相同,但性能參數和運行工況有差異,上部卷揚提升機為轉子回路串電阻5級調速,下部卷揚提升機為轉子回路串電阻8級調速,存在功率大小、載荷能力的差異,其他屬性均相同。安裝、檢修、維護可相互參照,這里就不在此一一列出實例。
3 結語
礦山大多地處偏遠山區,交通不便,距離設備廠家、城市較遠,其設備安裝維護十分不便。為了及時確定設備正常與否,保障正常生產,人們可以將參照法廣泛應用在礦山獨立設備和類型設備的安裝、調試、檢修、維護中。
[1]成大先.機械設計手冊[M].6版.北京:化學工業出版社,217-219.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
汽車維修與保養(2019年7期)2020-01-06 03:30:42
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
汽車維護與修理(2016年10期)2016-07-10 08:17:41
工業設計(2016年12期)2016-04-16 02:52:00
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
設備管理與維修(2015年12期)2015-04-09 06:57:00
