3D 打印柔性可穿戴鋰離子電池
2018-03-21 10:52:27王一博趙九蓬
材料工程 2018年3期
王一博,趙九蓬
(哈爾濱工業大學 化工與化學學院,哈爾濱 150001)
近些年來,柔性/可穿戴器件因其越來越廣泛的應用而受到了學術界和工業界的熱烈關注。此類器件已經在多個領域發揮了不可替代的作用,如智能服裝[1]、生物監測器[2]、電子紙[3]、表皮電子學[4]、柔性顯示屏[5]等。但是,可穿戴電子產品的迅猛發展對于其能源供應系統提出了越來越高的要求,因器件本身要求可以任意形變,且可隨身穿戴,所以要求與之適配的電源具有重量輕、體積小、可任意形變、制造過程簡單快捷并且成本低廉等特點。鋰離子電池不但具有較高的能量密度,同時還具有優良的循環性能[6],而且材料成本及制造過程成本相對較低、環境友好[7],因此成為目前最具前景和應用最為廣泛的電化學能量存儲系統,并已在眾多領域得到應用,尤其在便攜式電子產品中應用最為普遍,由此,鋰離子電池是柔性可穿戴電子器件的最佳備選的能量存儲系統。
傳統鋰離子電池是將正極片、負極片及隔膜等堆疊或蜷曲在一起后利用具有固定形狀及大小的金屬殼封裝,最后注入電解液,這樣就使得傳統鋰離子電池在形狀可變電子器件,尤其是柔性可穿戴電子器件的應用中存在障礙,因此柔性鋰離子電極和電池的研發成為當前能源及材料領域的研究熱點。眾所周知,紡織結構是柔性電極的最好形式之一,而且紡織結構電極柔性優異且易與服裝集成于一體,最適合用于動態及長時間監測等器件[8-10],因此,紡織結構鋰離子電池對可穿戴電極器件的發展十分重要。
目前此領域還存在著一些困難和挑戰,例如材料制備過程復雜、材料成本昂貴等。3D打印技術又被稱為“增材制造技術”,與傳統制造技術相比,具有成本低廉、流程快速簡單、可一步完成復雜結構的制備,并且對環境無污染等明顯優勢,因此可以很好地解決柔性鋰離子電池領域面臨的問題。而在眾多3D打印成型技術中,擠出式3D打印技術因其簡便快捷的操作、低廉的成本和材料體系的多樣性而得到最為廣泛的應用[11-12]。目前也報道過一些3D打印鋰離子電池[13-15]方面的研究,但是這些工作主要以打印微型鋰離子或鋰-硫電池為主,其黏度調節劑主要以GO等碳材料為主,這就需要一些后處理使電極的導電性提高,不但會增加制備成本,而且會降低電極的力學性能。另外,這些研究的目的只在于實現三維結構的構筑,但是電極不具有柔性,并不能應用于可穿戴器件中,相比而言,本工作可以實現3D打印柔性電池進而滿足可穿戴電子領域對于電源的需求。
綜上,本工作采用高濃度聚偏氟乙烯(PVDF)作為增黏劑,磷酸鐵鋰(LFP)和鈦酸鋰(LTO)分別作為正極和負極活性物質,碳納米管(CNT)作為導電劑配制成擁有特殊黏彈性的凝膠狀可打印“墨水”,并利用擠出式3D打印技術制備了紡織物結構的柔性鋰離子電極,并組裝了軟包裝鋰離子全電池,充分展示了其在柔性/可穿戴電子領域的應用前景。
1 實驗材料與方法
1.1 可打印“墨水”的配制及表征
首先在PVDF粉末中加入溶劑N-甲基吡咯烷酮(NMP),將兩種原材料在瑪瑙研缽中研磨大約30min,即可得到均勻且透明的糊狀PVDF凝膠,然后依次加入CNT和電極活性物質(LFP納米顆粒或LTO納米顆粒)粉末超聲10min,再繼續研磨20min,即可得到黑色均勻的糊狀凝膠,其中總固體含量為270mg·mL-1,三種組分的質量比為WPVDF∶WLFP∶WCNT=10∶6∶3或WPVDF∶WLTO∶WCNT=10∶6∶3。采用AR 2000型流變儀對“墨水”進行流變學性質的分析,測試在室溫(≈25℃)下選用直徑為20mm的不銹鋼平板固定樣品。主要測試以下三項:(1)剪切速率在0.01~100s-1下的表觀黏度ηa;(2)振蕩應力掃描頻率在1Hz時,剪切力在0.1~1000Pa下的存儲模量G′和損耗模量G″;(3)振蕩應力掃描頻率在1Hz時,剪切力在6Pa下剪切3h的存儲模量G′和損耗模量G″。
1.2 3D打印
利用Fisnar F4200n型臺式3D打印機進行電極的打印。首先將裝有“墨水”的注射管與氣體流動控制系統(DSP501N, 21 Fisnar)連接,使整個注射管處于密閉狀態,然后調節氣壓并通入空氣,最后啟動打印程序使整個系統在預先設置好的程序下進行打印。本工作選用的氣壓值為80Pa,噴嘴內徑為500μm,噴嘴移動速率10mm·s-1。打印完畢直接將電極置于通風櫥內干燥24h去除溶劑,然后干燥的3D打印電極可直接從基體(Al板)上揭開。
1.3 電池組裝
需要組裝扣式電池測試3D打印電極的電化學性能,同時也需要組裝軟包裝電池驗證3D打印電極在柔性/可穿戴器件中應用的可行性。
(1)扣式電池組裝:采用金屬鋰片作為對電極;PP/PE/PP復合薄膜作為隔膜;1mol/L的LiPF6的碳酸乙烯酯(EC)和碳酸二乙酯(DEC)的混合溶液(體積比為1∶1)作為電解液,3D打印電極作為工作電極。在充滿Ar的手套箱中按照負極殼、彈簧片、墊片、鋰片、隔膜、3D打印電極及正極殼的順序依次疊放,然后注入適量電解液,最后將上述組合于扣式電池封口機上封口。
(2)軟包裝電極的組裝:PP/PE/PP復合薄膜作為隔膜;1mol/L的LiPF6的碳酸乙烯酯(EC)和碳酸二乙酯(DEC)的混合溶液(體積比為1∶1)作為電解液,3D打印LFP電極和LTO分別作為正極和負極,鋁塑膜作為封裝材料。在充滿Ar的手套箱中按照銅片、負極、隔膜、正極、鋁片的順序依次疊放,然后將上述組合放入鋁塑膜袋中,且保證銅片與負極、鋁片與正極接觸良好,銅片和鋁片部分暴露在鋁塑膜袋外,最后向袋中注入適量電解液并排除內部氣體后用封口機將袋口密封。各組成部分無須黏結,在排氣時各組件將被壓實并保證接觸良好,封口將進一步壓實各組件。
1.4 電極性能表征
1.4.1 電極形貌表征
用掃描電子顯微鏡(FE-SEM, JEOL 2100F)觀察樣品表面形貌。
1.4.2 電化學性能測試
采用LAND電池測試系統(BT2013C)進行恒流充放電測試及不同倍率下的恒流充放電測試,LFP電極的半電池的充放電測試電壓區間為2~4V,LTO電極的半電池的充放電測試電壓區間為1~2.5V, 全電池的充放電測試電壓區間為1~2.5V。
2 結果與分析
2.1 “墨水”流變學性質表征
采用的LFP納米顆粒和LTO納米顆粒的密度分別為2.9g·cm-3和3.4g·cm-3,約等于CNT密度的3倍,為了使PVDF的體積與CNT和活性材料的體積總和基本持平,而同時活性材料的量盡可能多,經過計算采用WPVDF∶WLFP∶WCNT=10∶6∶3作為正極“墨水”的配比,WPVDF∶WLTO∶WCNT=10∶6∶3作為負極“墨水”的配比。圖1為使用兩種“墨水”和LFP、LTO兩種傳統電極漿料的流變學性質的表征。配制的兩種正極“墨水”如圖1(a)所示,可以看出經過研磨,LFP和LTO“墨水”分別為均勻的黑色和灰色凝膠狀。
為了更直觀地比較3D打印“墨水”和傳統電極漿料的流動性,分別用等量的LFP“墨水”和傳統LFP漿料在Al板上打印了相同的圖案(如圖1(b)),可以很明顯地看到,用配制的“墨水”打印的圖案可以很穩定地保持在相應的位置而未出現任何流動現象,而且能夠保持非常完整的圖案;相反用傳統電極漿料打印的圖案因漿料的黏性流動而出現了坍塌現象,在打印完成后圖案不能保持完整,可見配制的“墨水” 具有很好的可打印性。
為了進一步了解“墨水”的流變學性質,對其表觀黏度和模量進行了測試,同時也對傳統電極漿料作了同樣的測試。圖1(c)為4個樣品的表觀黏度-剪切速率曲線,可以看出,LFP和LTO“墨水”的表觀黏度隨著剪切速率的增加而降低,表現出了明顯的剪切變稀行為,說明兩個樣品都是典型的非牛頓流體,具有可打印性的必要條件[16]。在剪切速率為0.01s-1時,所配制的“墨水”的表觀黏度值接近105Pa·s,而兩種傳統電極漿料的表觀黏度雖然也隨著剪切速率的增加而降低,表現出了非牛頓流體的特點,但其表觀黏度值只達到103Pa·s,比配制的“墨水”低了一至兩個數量級。“墨水”如此高的表觀黏度值表明該樣品具有優異的可打印性,可以打印出形態穩定且完整的產品[17]。
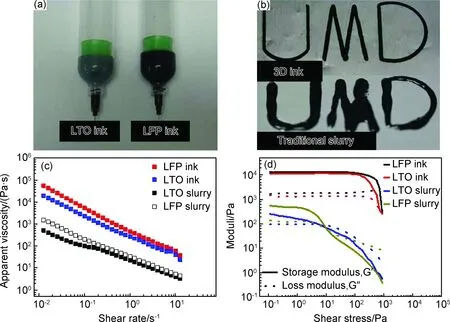
圖1 “墨水”的流變學性質表征 (a) LFP/PVDF/CNT和LTO/PVDF/CNT“墨水”數碼照片;(b)LFP“墨水”和漿料打印“UMD”圖案的數碼照片;(c)LFP/PVDF/CNT, LTO/PVDF/CNT“墨水”和漿料的表觀黏度-剪切速率曲線;(d)LFP/PVDF/CNT, LTO/PVDF/CNT“墨水”和漿料的模量-應力曲線Fig.1 Rheological properties of LFP/CNT/PVDF, LTO/CNT/PVDF inks and traditional LFP/LTO slurries(a)digital image of the LFP/PVDF/CNT and LTO/PVDF/CNT inks loaded in syringes;(b)photo image of the LFP pattern(represented by a word of “UMD”, upper image) and conventional LFP cathode slurry (lower image);(c)apparent viscosity as afunction of shear rate for LFP/PVDF/CNT, LTO/PVDF/CNT inks and LFP slurry;(d)storage modulus G′ and loss modulus G″as a function of shear stress for LFP/PVDF/CNT, LTO/PVDF/CNT inks and LFP slurry, respectively
圖1(d)為上述4個樣品的模量(存儲模量G′和損耗模量G″)隨剪切應力的變化曲線,圖中實線代表樣品的存儲模量,虛線則代表損耗模量。根據流變學理論可知,G′來源于樣品的彈性形變,反映了樣品的固態性質;G″來源于樣品的黏性形變,反映了樣品的流體性質。從兩種“墨水”的模量-應力曲線可以明顯地看出,曲線存在兩個區域,即平臺區和下降區。剪切應力在≈1000Pa以下時,G′和G″值不隨剪切應力的變化而變化,而是基本保持恒定,在此平臺區LFP和LTO的G′值分別為≈13800Pa和≈12000Pa,高于各自的G″值(≈1680Pa和≈1550Pa),此時樣品的彈性形變占主導,樣品主要體現固體性質,而流動性比較弱。隨著剪切應力的增加,兩條曲線趨于相交,交點處兩種模量值相等,此點稱為屈服點,其所對應的剪切應力值為屈服應力。隨著剪切應力的繼續增加,損耗模量開始高于儲能模量,樣品的黏性形變開始占據主導,說明在較大剪切力的作用下,樣品主要表現了黏性流動行為,因此在此區域樣品具有優異的可打印性[18-19]。兩種“墨水”的屈服應力約為1000Pa,與已報道過的文獻相比[16,20],如此高的屈服應力和存儲模量可保證打印過程的順利進行,并可使產品順利固化并保持完整形態。與之前對比,從兩種傳統電極漿料的模量-應力曲線可以看出,這兩種樣品的平臺較短,甚至沒有很明顯的平臺區,二者的平臺所對應的G′值約為≈490Pa(LFP電極)和≈220Pa(LTO電極),較配制的“墨水”的G′值低了一個數量級,加之較小的屈服應力使其不具有可打印性,這與圖1(b)的結果相符。
2.2 3D打印過程及產品微觀結構
圖2為打印過程數碼照片,如圖2(a)所示,打印過程中“墨水”在恒定氣壓推動下被勻速擠出,其獨特的黏彈性使得擠出的“墨水”呈現出連續且均勻的絲狀凝膠態,而且該凝膠態細絲可以保持穩定而不流動,并可以層層堆疊形成三維結構。 打印過程是按預先設定的程序進行的,打印臺在此程序的控制下,帶動注射管及噴嘴進行勻速移動,同一層中注射管按蛇形折線路徑移動,這里將兩條平行“細絲”的間距設置為4mm。
當第一層打印結束,噴嘴按著預先設定的程序向上移動等同一根“細絲”直徑的距離,并從同樣形狀的路線移動,但方向與上一層成90°垂直,因此相鄰的兩層“細絲”之間成垂直交叉堆疊,隨著打印過程的進行,“細絲”層層堆疊而形成具有一定厚度的、具有規則經緯相交結構的紡織結構產品。
如圖2(b)所示,剛打印好的電極中還含有溶劑,但并未出現流動、坍塌等現象,這與所配制的“墨水”的高儲能模量平臺值及高屈服應力有直接關系。將其經過24h的干燥處理后,其中的溶劑被移除,整個電極會出現輕微的收縮,但這并不影響其性能。最后所得到的柔性干燥電極如圖2(c),可以看到,能夠輕松地將3D打印電極彎折約180°而未出現斷裂、破損等現象,這證明該電極具有較好的柔性,可以滿足實際應用要求。

圖2 3D打印過程的數碼照片 (a)電極的打印過程照片;(b)濕電極照片;(c)彎折電極照片;(d)電極負重照片Fig.2 Process of 3D printing (a)digital photo of printed electrodes in printing process;(b)digital photo of as-printed electrode;(c)digital photo of bended electrode;(d)digital photo of printed electrode bearing a burden
圖2(d)為3D打印柔性電極負重照片,將一個iPhone6手機掛在一片3D打印電極上,可以看到該電極在一個iPhone6手機和一個鐵夾子的重力之和的作用下沒有發生斷裂,能夠保持完好無損,這證明其具有一定的拉伸強度,因此該電極具有實際應用的必要條件。
利用掃描電子顯微鏡對兩種干燥后的3D打印電極的微觀形貌進行觀察,并對其元素分布進行分析。圖3為LFP電極的SEM圖和元素映射(Element Mapping)圖,從圖3(a)可以看出,其表面較為粗糙且密實,且邊緣非常整齊平滑,橫縱交叉處沒有特別明顯的變粗,同時相鄰兩層“細絲”以相互垂直交叉的方式堆疊在一起,而打印路徑相同的奇數層、偶數層中的每根“細絲”的位置可以完全重疊,沒有出現移位,這些都要歸功于3D打印技術的精準性和“墨水”獨特的流變學性質,尤其是高儲能模量平臺值和高屈服應力值。圖3(b)為3D打印LFP電極的高倍SEM圖,可以看到,LFP納米顆粒的團聚體和CNT在PVDF所形成的支撐網絡內分散均勻,同時還存在一些亞微米級的孔隙,這可能是由于各種組分之間的空間位阻效應﹑表面張力以及溶劑揮發等的共同作用。

圖3 3D打印LFP 電極的SEM圖及元素映射圖 (a)LFP電極的SEM圖;(b)LFP電極的高倍SEM圖;(c~f)LFP電極的元素映射圖Fig.3 SEM images and element mapping images of the 3D-printed LFP electrode (a)SEM image of the LFP electrode;(b)magnified SEM image of the LFP electrode;(c-f)corresponding element mapping images of C,Fe,P and their integration,showing the uniform distributions of Fe, P elements in addition to C
圖3(c)~(f)為3D打印LFP電極的元素映射圖,該樣品主要是由C,Fe,P等元素所組成,可以看出每種元素都均勻分布在圖像中顯示的區域內,這更進一步說明三種組分是呈均勻分布的,這對其電化學性能的穩定非常重要。
對3D打印LTO電極也做了同樣的測試,結果如圖4所示,可以看出該樣品的微觀形貌和LFP的相似,結合元素映射圖也可以看出LTO納米顆粒的團聚體和CNT在PVDF所形成的網絡內均勻分散,這對其電化學性能的穩定非常有利。
為了評估兩種3D打印電極的電化學性能,將層數為4的兩種電極切割成2mm×4mm的樣品,分別組裝成以金屬鋰為對電極的扣式電池,并對其進行恒電流充放電測試以及不同倍率下的恒流充放電測試,其中LFP電極和LTO電極的測試電壓窗口分別為2~4V和1~2.5V。
2.3 電化學性能測試
圖5~7分別為3D打印LFP半電池的恒流充放電曲線、循環容量曲線和倍率電壓-容量曲線。如圖5所示,將LFP打印電極的半電池在電流密度50mA·g-1進行充放電測試,其首周期充放電比容量分別為161mAh·g-1和152.6mAh·g-1,這與LFP的理論質量比容量170mAh·g-1[21-22]非常接近。此外,可以看出充放電曲線具有明顯的充放電電壓平臺,其放電電壓平臺為3.4V,此處恰好對應LFP中Li+的相轉變電位[20]。充放電電壓平臺差值(即過電位)僅為0.1V,這可以說明打印電極具有良好的導電性。在循環了20個周期后,由于樣品逐漸被活化,其放電比容量略有升高,變為160mAh·g-1, 而充電比容量仍然保持在160mAh·g-1,與首周期充電比容量基本持平。
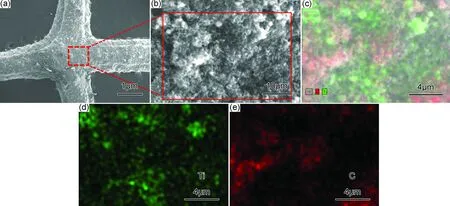
圖4 3D打印LTO電極的SEM圖及元素映射圖 (a)LTO電極的SEM圖;(b)LTO電極的高倍SEM圖;(c~f)LTO電極的元素映射圖Fig.4 SEM images and element mapping images of the 3D-printed LTO electrode (a)SEM image of the LTO electrode;(b)magnified SEM image of the LTO electrode;(c-f)corresponding element mapping images of C, Ti and their integration,showing the uniform distribution of Ti element in addition to C

圖5 3D打印LFP電極的恒流充放電曲線Fig.5 Charge and discharge profiles of the 3D-printed LFP

圖6 3D打印LFP電極的循環性能曲線Fig.6 Cycling stability profiles of 3D-printed LFP electrode
從3D打印LFP半電池的循環容量曲線(圖6)可以看出,在開始的3個周期由于整個系統還不是很穩定,而使其庫侖效率偏低,但穩定后,在整個循環過程中未出現明顯的容量衰減現象,其放電比容量始終保持在 162.1mAh·g-1,這說明該電極具有良好的循環穩定性。
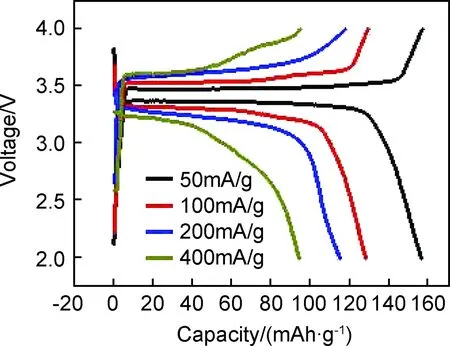
圖7 3D打印LFP 電極在不同電流密度下的充放電曲線Fig.7 Charge and discharge profiles of the 3D-printed LFPelectrode half-cell at various current densities
對3D打印LFP電極的半電池進行了不同電流密度下的恒流充放電測試,圖7為該樣品的不同電流密度下電壓-容量曲線,所選用的電流密度分別為50,100,200,400mA·g-1。可以看出,電流密度為100mA·g-1時其充放電比容量分別為129.5mAh·g-1和129mAh·g-1,之后隨著測試電流密度的增加,其充放電比容量呈下降趨勢,但當電流密度升至400mA·g-1時,其充放電比容量仍然保持在100mAh·g-1左右。以上結果表明3D打印LFP電極具有優異穩定的電化學性能,達到應用標準。
圖8~10分別為3D打印LTO半電池的恒流充放電曲線、循環容量曲線和倍率電壓-容量曲線。從圖8和圖9中可以看出,電流密度為50mA·g-1時,該樣品的首周期充放電比容量分別為159,198mAh·g-1,首周期放電比容量略高于LTO的理論比容量(175mAh·g-1)[23],這部分增加的容量可歸因于在該樣品的測試電壓范圍內, CNT也有部分發生了不可逆嵌鋰的電化學反應[24]。該半電池的充放電電壓平臺值分別為1.59V和1.55V, 即其過電位僅為0.05V,這也說明該樣品循環過程中沒有發生明顯的極化現象,該電極具有較高的鋰離子遷移率和導電率。 當循環10個周期之后, 其充放電容量分別降至157.4mAh·g-1和162mAh·g-1,此時庫侖效率為97.2%,隨著循環的進行,當循環至第20個周期的時候,其充放電比容量分別降至153.5mAh·g-1和157.3mAh·g-1,此時庫侖效率接近100%。
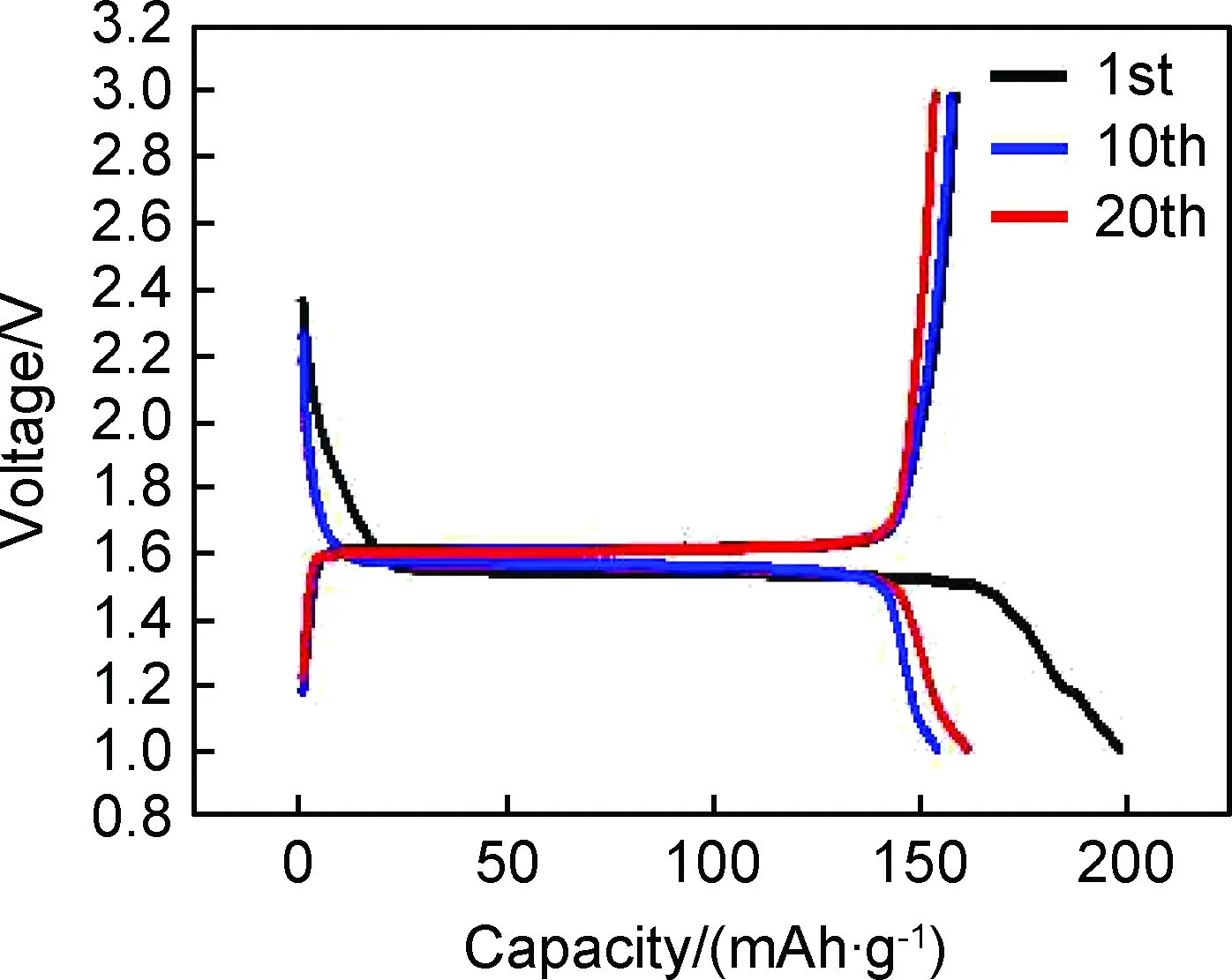
圖8 3D打印LTO 電極的恒流充放電曲線Fig.8 Charge and discharge profiles of the 3D-printedLTO electrode

圖9 3D打印LTO電極的循環性能曲線Fig.9 Cycling stability profiles of 3D-printed LTO electrodel
圖10為3D打印LTO電極的半電池在不同電流密度下的充放電曲線,其測試電壓區間為1~2.5V。可以看出,在每個測試電流下的充放電循環曲線對稱性都很高,說明Li+的嵌入和脫出的可逆性很高。隨著測試的電流密度的增加,半電池的充放電比容量逐漸下降,但是在電流密度升高至400mA·g-1時,其充放電比容量仍能保持在102.6mAh·g-1和102.5mAh·g-1。此外,可以很明顯地看出隨著電流密度的升高,充放電電壓平臺的差值也逐漸增加,在電流密度為400mA·g-1時,該差值達到最大,即0.32V,這說明3D打印LTO電極在大電流下的極化現象也不是十分明顯,這要歸因于電極中相互纏繞的CNT提供的導電網絡。

圖10 3D打印LTO電極在不同電流密度下的充放電曲線Fig.10 Charge and discharge profiles of the 3D-printed LTOelectrode at various current densities
傳統電池一般根據外形可分為圓柱形﹑棱柱形及扣式等種類,其外形通常不具有可變性,因此傳統鋰離子電池不適合應用于可穿戴器件, 為了滿足柔性/可穿戴電子領域的應用需求,要求其電源必須能夠在各種形變下,尤其在彎曲情況下保持正常電化學性能。根據以上的測試結果可知,在相同的電流密度下,兩種打印電極的放電比容量非常相近,這很有利于二者組裝成全電池,為了探究3D打印電極組裝成柔性電池的可行性,將3D打印LFP電極作為正極,3D打印LTO電極作為負極,并將二者封裝在鋁塑膜袋中組裝成一個如圖11所示的柔性全電池。首先,手套箱中將3D打印LTO電極、Celgard隔膜、3D打印LFP電極疊放在一起,并以銅片和鋁片分別作為負極和正極的導線,將其下半部分插入鋁塑膜袋中并與相應電極連接,上半部分暴露在鋁塑膜袋外用以連接外電路,最后向袋中注入適量電解液并排除內部氣體后用封口機將袋口密封。
將上述軟包袋裝電池與一個LED燈泡相連接,如圖12所示。可以看到,在未變形情況下該電池可以點亮LED燈泡數分鐘,且亮度沒發生衰減。當把該電池彎曲大約180°時,LED燈泡仍然保持點亮狀態,其亮度則未受任何影響。這要歸功于3D打印電極優異的柔性,使其在發生形變時沒有斷裂或損壞,而且電化學性能沒有受任何影響,這也證明了打印的自支撐電極所組裝的柔性全電池具有優異的柔性。

圖11 3D打印電極全電池示意圖Fig.11 Schematic of full cell assembled with 3Dprinted electrodes
為了更詳細地研究該軟包全電池的電化學性能,將其在50mA·g-1的電流密度下進行恒流充放電測試,結果如圖13所示。可以看出,在此電流密度下,自然狀態下的軟包電池循環20個周期后的充放電比容量可分別達到109.8mAh·g-1和107.9mAh·g-1。當被彎曲后,其充放電比容量均有微小上升,其數分別值為112mAh·g-1和110.9mAh·g-1,基本上接近沒有變化,這種微小升高可能是由于彎曲使電池內部各個界面的接觸更為緊密。再次回復自然狀態時,該電池的開路電壓仍可維持1.8V。形變下電化學性能的穩定證明由3D打印電極組裝的柔性電池在形變時可以提供穩定的電能,該電池能夠滿足柔性/可穿戴電子領域的應用要求。

圖12 自然(a)和彎曲(b)狀態下軟包電池點亮LED燈泡Fig.12 Demonstration of pouch cell lighting up LED in strained(a) and bent state(b)

圖13 自然和彎曲狀態下軟包電池的充放電曲線Fig.13 Charge and discharge profiles of pouchcell under and without bending
3 結論
(1)“墨水”的流變學研究表明其具有較高表觀黏度(103Pa·s)和儲能模量平臺值(105Pa),這是順利打印和固化的關鍵。
(2)3D打印LFP電極和LTO電極具有較高的比容量和非常穩定的循環性能,因此由二者組裝的柔性電池也具有出色的電化學性能,尤其在彎折等形變情況下依然可保持穩定的容量輸出,這為其在柔性/可穿戴電子領域的應用提供了可能性,也為柔性鋰離子電池的制備提供了一種簡單、快捷、低成本且精準的新方法。
[1] ZHONG J, ZHANG Y, ZHONG Q, et al. Fiber-based generator for wearable electronics and mobile medication[J]. ACS Nano, 2014, 8(6): 6273-6280.
[2] JEONG G S, BAEK D H, JUNG H C,et al. Solderable and electropla
Table flexible electronic circuit on a porous stretchable elastomer[J]. Nature Communications, 2012, 3(1): 1-8.
[3] SUMBOJA A, FOO C Y, WANG X, et al.Large areal mass, flexible and free-standing reduced graphene oxide/manganese dioxide paper for asymmetric supercapacitor device[J]. Advanced Materials, 2013, 25(20): 2809-2815.
[4] MARTIROSYAN N, KALANI M Y S. Epidermal electronics[J]. World Neurosurgery, 2011, 76(6): 485-486.
[5] NODA M, KOBAYASHI N, MAO K, et al. An OTFT-driven rollable OLED display[J].J Soc Inf Display, 2012, 19(4): 316-322.
[6] ETACHERI V, MAROM R, RAN E, et al. Challenges in the development of advanced Li-ion batteries: a review[J]. Energy & Environmental Science, 2011, 4(9): 3243-3262.
[7] WANG Z L, XU D, XU J J, et al.Oxygen electrocatalysts in metal-air batteries: from aqueous to nonaqueous electrolytes[J]. Chemical Society Reviews, 2014, 3(22): 7746-7786.
[8] HU L B, PASTA M, MANTIA F L, et al. Stretchable, porous, and conductive energy textiles[J]. Nano Lett, 2010, 10(2): 708-714.
[9] SUN K, WEI T S, AHN B Y, et al. 3D printing of interdigitated Li-ion microbattery architectures [J]. Adv Mater, 2013, 25(33): 4539-4543.
[10] ZHU C, HAN T Y, DUOSS E B, et al. Highly compressible 3D periodic graphene aerogel microlattices[J]. Nat Commun, 2011, 6: 1-8.
[11] TUMBLESTON J R, SHIRVANYANT S D, ERMOSHKIN N, et al. Additive manufacturing continuous liquid interface production of 3D objects [J]. Science, 2015, 347(6228): 1349-1352.
[12] OBER T J, FORESTI D, LEWIS J A, et al. Active mixing of complex fluids at the microscale [J]. Proceedings of the National Academy of Sciences of the United States of America, 2015, 112(40): 12293-12298.
[13] SUN K, WEI T S, AHN B Y, et al. 3D printing of interdigitated Li-ion microbattery architectures[J]. Adv Mater, 2013,25: 4539-4543.
[14] MILROY C A, JANG S, FUJIMORI T, et al. Inkjet-printed lithiumesulfur microcathodes for all-printed, integrated nanomanufacturing[J]. Small, 2017, http://dx.doi.org/10.1002/small.201603786.
[15] FU K, WANG Y B, YAN C Y, et al. Graphene oxide-based electrode inks for 3D-printed lithium-ion batteries[J]. Adv Mater,2016, 28(13): 2587-2594.
[16] LEWIS J A, Direct ink writing of 3D functional materials[J]. Adv Funct Mater,2006, 16(17): 2193-2204.
[17] RAO R B, KRAFCIK K L, MORALES A M, et al. Microfabricated deposition nozzles for direct-write assembly of three-dimensional periodic structures[J]. Adv Mater,2005, 17(3): 289-293.
[18] KIM S H, CHOI K H, CHO S J, et al. Prin
Table solid-state lithium-ion batteries: a new route toward shape-conformable power sources with aesthetic versatility for flexible electronics[J].Nano Lett, 2015, 15(8): 5168-5177.
[19] LEWIS J A, AHN B Y. Device fabrication: three-dimensional printed electronics[J]. Nature, 2015, 518(7537): 42-43.
[20] ZHAO Q, ZHANG Y, MENG Y, et al. Phytic acid derived LiFePO4beyond theoretical capacity as high-energy density cathode for lithium ion battery[J]. Nano Energy, 2017, 34: 408-420.
[21] XU G, LI F, TAO Z, et al.Monodispersed LiFePO4@C core-shell nanostructures for a high power Li-ion battery cathode[J]. J Power Sources, 2014, 246(3): 696-702.
[22] 楊威,曹傳堂,曹傳寶,等. 共沉淀法制備鋰離子電池正極材料LiFePO4及其性能研究[J]. 材料工程,2005(6): 36-40.
YANG W, CAO C T, CAO C B, et al. Synthesis of LiFePO4by liquid-state co-precipitation method and its performance[J]. Journal of Materials Engineering, 2005(6): 36-40.
[23] ZHANG Q, LU H, ZHONG H, et al. W6+& Br-codoped Li4Ti5O12anode with super rate performance for Li-ion batteries[J]. Journal of Materials Chemistry A, 2015, 3(26): 13706-13716.
[24] WU Z S, REN W, XU L, et al. Doped graphene sheets as anode materials with superhigh rate and large capacity for lithium ion batteries[J]. ACS Nano, 2011, 5(7): 5463-5471.