面內、面外拘束交互作用下異種金屬焊接接頭的斷裂行為
2018-03-22 09:11:36,
機械工程材料 2018年3期
,
(上海理工大學能源與動力工程學院,上海 200093)
0 引 言
在核電設備中,異種金屬焊接接頭主要應用于連接一回路系統中的核電壓力容器接管嘴和安全端。由于服役環境苛刻、焊接結構材料顯微組織復雜及存在焊接缺陷和殘余應力等,異種金屬焊接接頭易成為核電設備中的薄弱部位[1],很多國家的核電站均出現過因異種金屬焊接接頭缺陷而導致的泄漏失效事故[2-3]。為此,世界各國都將異種金屬焊接接頭作為核電設備設計、制造、運行監測與檢測的關鍵部件。2009年國際原子能機構(IAEA)制定的核安全標準中更是明確指出,異種金屬焊接接頭性能的合理評價及壽命可靠預測是保障核電站安全運行的關鍵因素之一[4]。
目前,國際核電設備的安全評定規范中并未提供適用于復雜異種金屬焊接接頭的評價方法,往往依照經驗并采用同種金屬焊接接頭的簡單計算方法對其進行評價。同種金屬焊接接頭的評價方法是將接頭簡化為母材和焊縫兩種材料,而忽略了熔合區和熱影響區的影響。但是,近期研究發現,焊接過程中的熱流動與元素遷移導致熔合區和熱影響區存在復雜的顯微組織,造成局部力學性能的急劇波動,并得到最低的裂紋擴展阻力曲線(J-R曲線),因此這兩個被忽略的區域成為接頭最薄弱的位置[5-9]。同時,在目前的評價方法中通常將接管安全端的復雜幾何結構簡化為直管,并未考慮裂紋尖端(裂尖)拘束效應的影響。裂尖拘束是指結構對裂尖區材料塑性變形的阻礙,可分為面內拘束和面外拘束。面內拘束受裂紋擴展方向上試樣/結構尺寸(如未開裂韌帶長度)的影響;面外拘束則受與裂紋尖端面平行方向上試樣/結構尺寸(如試樣厚度)的影響。裂尖拘束效應對材料的斷裂行為有很大的影響,拘束的喪失會導致材料斷裂韌性和J-R曲線的升高。因此,為了實現對異種金屬焊接接頭性能的合理評價及壽命的可靠預測,既要考慮異種金屬焊接接頭的薄弱位置,又要考慮裂尖拘束效應,并形成適用于異種金屬焊接接頭的結構完整性評定方法。
近年來,國內外學者對異種金屬焊接接頭不同位置裂紋的斷裂行為開展了一系列的研究。研究結果表明,異種金屬焊接接頭的顯微組織和力學性能具有高度的非均勻性,其斷裂行為隨初始裂紋位置的不同而不同[10-12]。當初始裂紋位于母材或焊縫中心時,裂尖塑性區、損傷區呈對稱分布,裂紋基本沿初始裂紋面向前以直線形式擴展,J-R曲線較高[13];當初始裂紋位于界面及近界面區時,裂尖塑性區、損傷區呈非對稱分布,此時裂紋擴展路徑有顯著偏轉現象,裂紋傾向于向界面兩側屈服應力低的一側偏轉,J-R曲線較低[14-15];當初始裂紋位于熔合線位置時,裂尖兩側形成基本對稱的塑性區,隨著裂紋的萌生與擴展,塑性區逐漸變得不對稱,裂紋擴展路徑也隨之發生偏轉[16-17];當初始裂紋位于熱影響區時,裂尖兩側形成非對稱的塑性區,局部區域裂紋萌生后,裂紋迅速向焊縫界面偏轉,裂紋擴展路徑和擴展速度與其顯微組織密切相關[16-18]。然而,這些研究并未考慮裂尖拘束效應對焊接接頭斷裂行為的影響。有關異種金屬焊接接頭在不同裂紋拘束效應下的斷裂行為已有一些報道:KEINNEN等[19]測試了不同拘束下異種金屬焊接接頭試樣的斷裂阻力;BLOUIN等[20]測試了低溫下不同類型、不同尺寸異種金屬焊接接頭試樣的斷裂韌性;WANG等[21]研究了4種材料異種金屬焊接接頭不同深度裂紋的延性擴展行為;YANG等[22-24]對面內拘束、面外拘束單獨變化時異種金屬焊接接頭的斷裂機理進行了研究,發現隨著面內拘束、面外拘束的增加,異種金屬焊接接頭從延性斷裂經由延性/脆性混合斷裂轉變為脆性斷裂,這種轉變導致材料斷裂韌性迅速降低。綜上可知,不同裂尖拘束效應下異種金屬焊接接頭斷裂行為的研究對保證核電設備的安全運行具有重要的作用。
然而,現有研究僅考慮了面內拘束或面外拘束單方面的影響,但是在實際情況下,面內、面外拘束耦合在一起并會互相影響,有研究發現面內拘束較高時將增強面外拘束效應[25-26],因此有必要對面內、面外拘束交互作用下異種金屬焊接接頭的斷裂行為進行研究。為此,作者以核電安全端52M鎳基合金異種金屬焊接接頭為研究對象,對面內、面外拘束交互作用下異種金屬焊接接頭最薄弱位置熔合區的斷裂行為進行了研究。
1 試樣制備與試驗方法
試驗用焊接接頭為新一代核電安全端52M鎳基合金異種金屬焊接接頭,其結構和材料如圖1[7]所示。接管嘴材料為SA508Gr.3Cl.2低合金鋼(簡稱為A508);安全端過渡短管材料為F316LN奧氏體不銹鋼(簡稱為316L);隔離層和對接焊縫材料均采用52M鎳基合金(ERNiCrFe-7A),將隔離層材料和焊縫材料分別記為52Mb和52MW。4種材料的化學成分見表1[7,13]。
在堆焊隔離層前,先將接管嘴預熱至125 ℃,然后通過熱絲非熔化極氣體保護焊在接管嘴面上進行多道堆焊,焊絲直徑為1.2 mm,堆焊的隔離層寬度約為20 mm,之后對隔離層進行610 ℃退火15 h的焊后熱處理,爐冷到300 ℃后取出。對隔離層進行100%渦流無損檢測與射線探傷,待檢測合格后,采用多道自動脈沖鎢極惰性氣體保護焊對隔離層與安全端過渡管進行對接焊,多道焊縫寬度約為16 mm。焊接完成后,對焊縫進行100%渦流無損檢測與射線探傷,達到質量要求后,即完成52M鎳基合金異種金屬焊接接頭的制備。

表1 異種金屬焊接接頭中4種材料的化學成分(質量分數)Tab.1 Chemical composition of the four materials of the dissimilar metal welded joint (mass) %
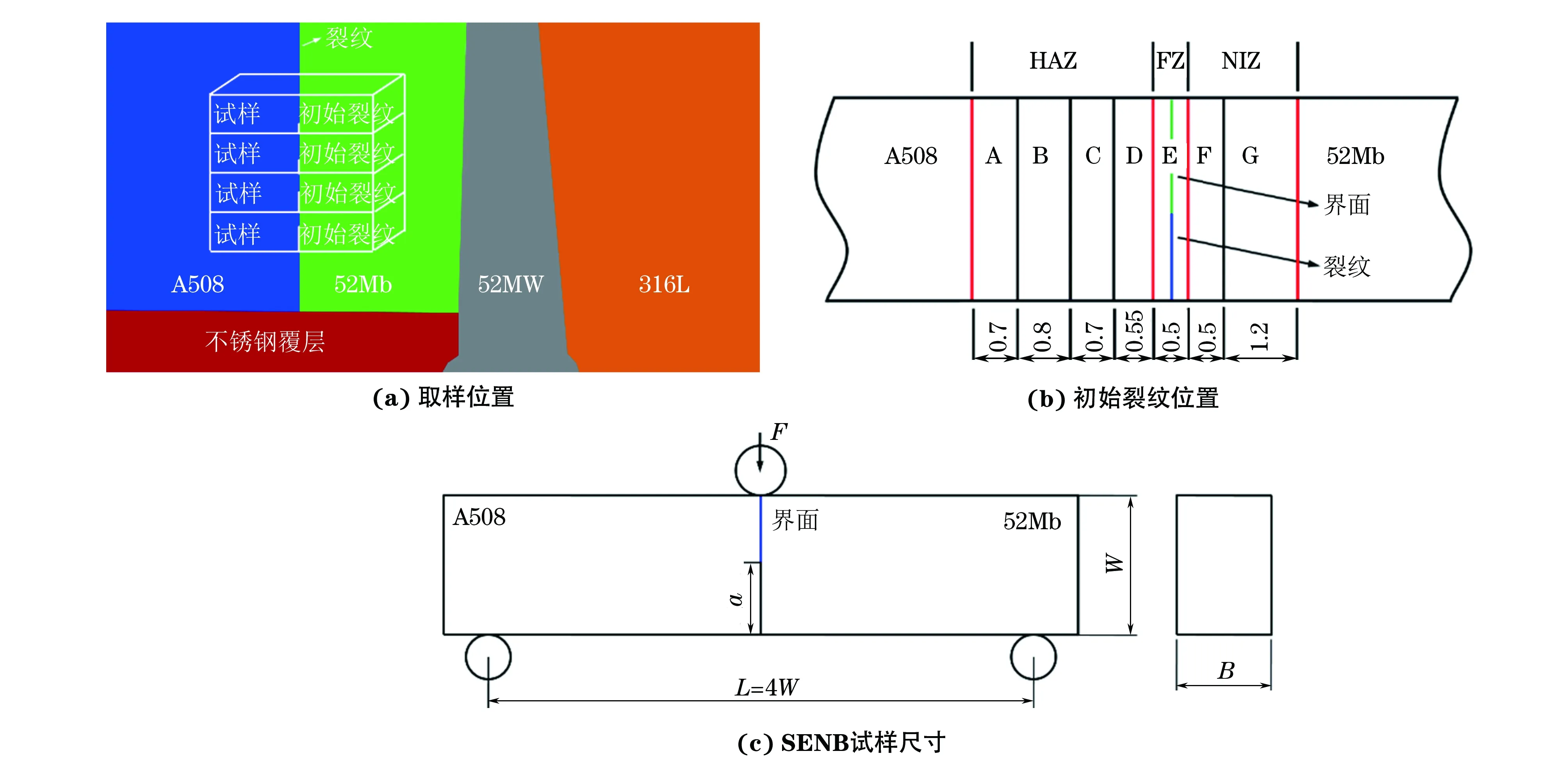
圖2 異種金屬焊接接頭取樣位置、初始裂紋位置和SENB試樣尺寸示意Fig.2 Diagram of sampling position (a), initial crack position (b) and SENB specimen dimension (c) of the dissimilar metal welded joint
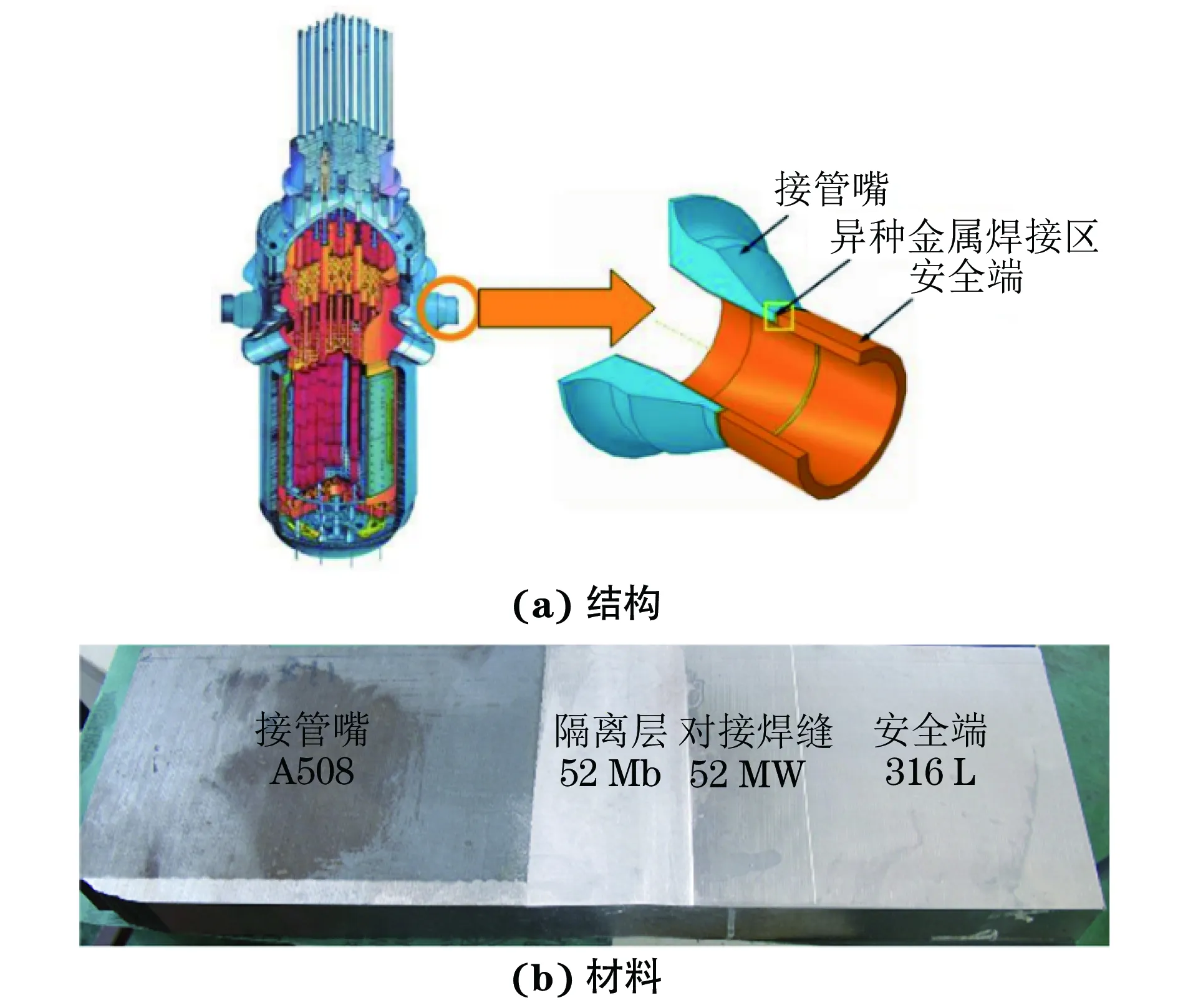
圖1 異種金屬焊接接頭的結構與材料示意Fig.1 Diagram of structure (a) and material (b) of the dissimilar metal welded joint
已有研究[7,13]表明:按照顯微組織和力學性能的不同,可將A508/52Mb界面附近區域分為熱影響區(HAZ)、熔合區(FZ)和近界面區(NIZ);在A508/52Mb界面位置,存在著明顯的強度失配,為該異種金屬焊接接頭中最薄弱位置。基于此,作者以熔合區裂紋為試樣中心,從同一個異種金屬焊接接頭中加工出不同裂紋深度(面內拘束)、不同試樣厚度(面外拘束)的三點彎曲(SENB)試樣。取樣位置、初始裂紋位置和SENB試樣尺寸如圖2所示,圖2(c)中a為初始裂紋長度,L為試樣跨距,W為試樣寬度,B為試樣厚度,F為載荷,SENB試樣的尺寸如表2所示。在制備初始裂紋時,先通過線切割制作缺口,然后在GPS50高頻疲勞試驗機上預制疲勞裂紋,對于兩個a/W=0.1的試樣,疲勞裂紋長度為1 mm,其余的均為1.5 mm。初始裂紋長度為缺口長度與疲勞裂紋長度之和。
按照ASTM E1820,在Zwick電子萬能材料試驗機上進行室溫斷裂力學試驗,下壓速度為0.5 mm·min-1,通過試驗機的控制系統自動記錄載荷-位移曲線。試驗結束后,采用九點測試法測試樣的最終裂紋長度,得到試樣的裂紋擴展長度Δa,并根據ASTM E1820中的歸一法計算試樣的J積分,繪制J-R曲線。首先基于初始裂紋長度、最終裂紋長度和載荷-位移曲線構建歸一化載荷-塑性位移曲線,表示式為
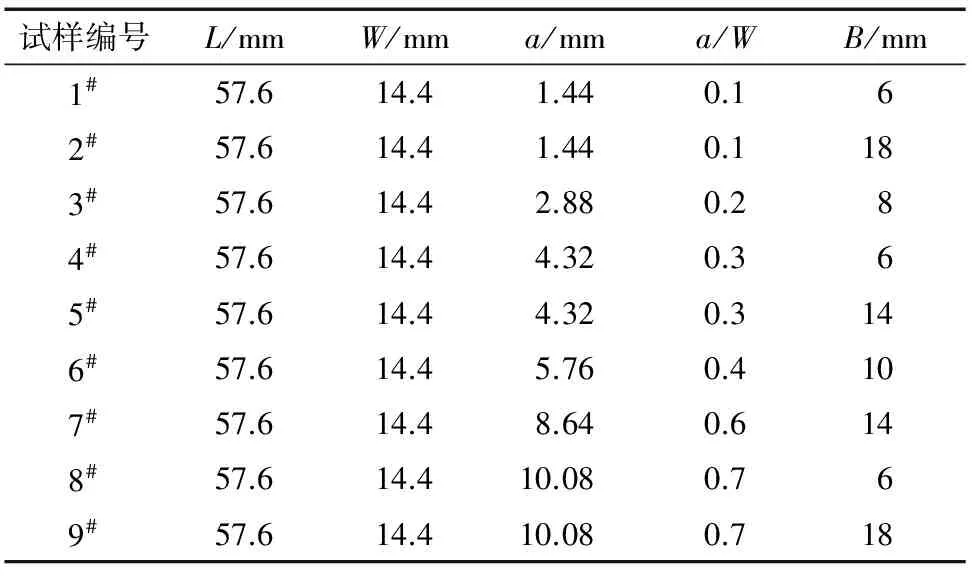
表2 不同SENB試樣的尺寸Tab.2 Dimension of different SENB specimens
(1)

然后,根據式(1)通過遞推法計算固定裂紋長度ai所對應的載荷-位移數對(pi,vi),之后由式(2)和式(3)計算其J積分。
(2)
(3)
式中:Apl(i)為載荷-塑性位移曲線圍成的面積,差值Apl(i)-Apl(i-1)為位移點(i-1)和位移點(i)對應載荷及載荷-位移曲線下塑性位移部分的面積增量,由ASTM E1820中的公式(A1.9)計算得到;ν為泊松比;B為試樣厚度;bi-1為位移點(i-1)對應的試樣的韌帶尺寸,等于試樣寬度W與裂紋長度ai-1的差;Ji為裂紋尖端驅動力;Jpl(i)為塑性J積分;i為位移點。
斷裂力學試驗結束后,采用ZEISS EVO MA15型掃描電鏡觀察斷口形貌并分析其斷裂機理。
2 試驗結果與討論
2.1 面內、面外拘束交互作用下的J-R曲線
由圖3可知:當a/W較小,即面內拘束較低時,試樣的J-R曲線較高,當面內拘束較高時,試樣的J-R曲線較低;隨著試樣厚度的變化,即面外拘束不同時,試樣J-R曲線的變化趨勢不明顯。說明相比面外拘束,面內拘束對試樣J-R曲線的影響更加明顯。
由圖3還發現:當面外拘束相同時,隨著面內拘束的增加,試樣的J-R曲線降低,這與之前的研究結果一致[22];當面內拘束相同時,對于兩組面內拘束較低的試樣(1#試樣和2#試樣,4#試樣和5#試樣),面外拘束較低試樣的J-R曲線較高,面外拘束較高試樣的J-R曲線較低,這與之前的研究結果一致[23];對于面內拘束較高的一組試樣(8#試樣和9#試樣),其J-R曲線相差不大,面外拘束較高試樣的J-R曲線略高,這或許是因為其韌帶長度太短,面外拘束的增加增大了試樣的承載能力。
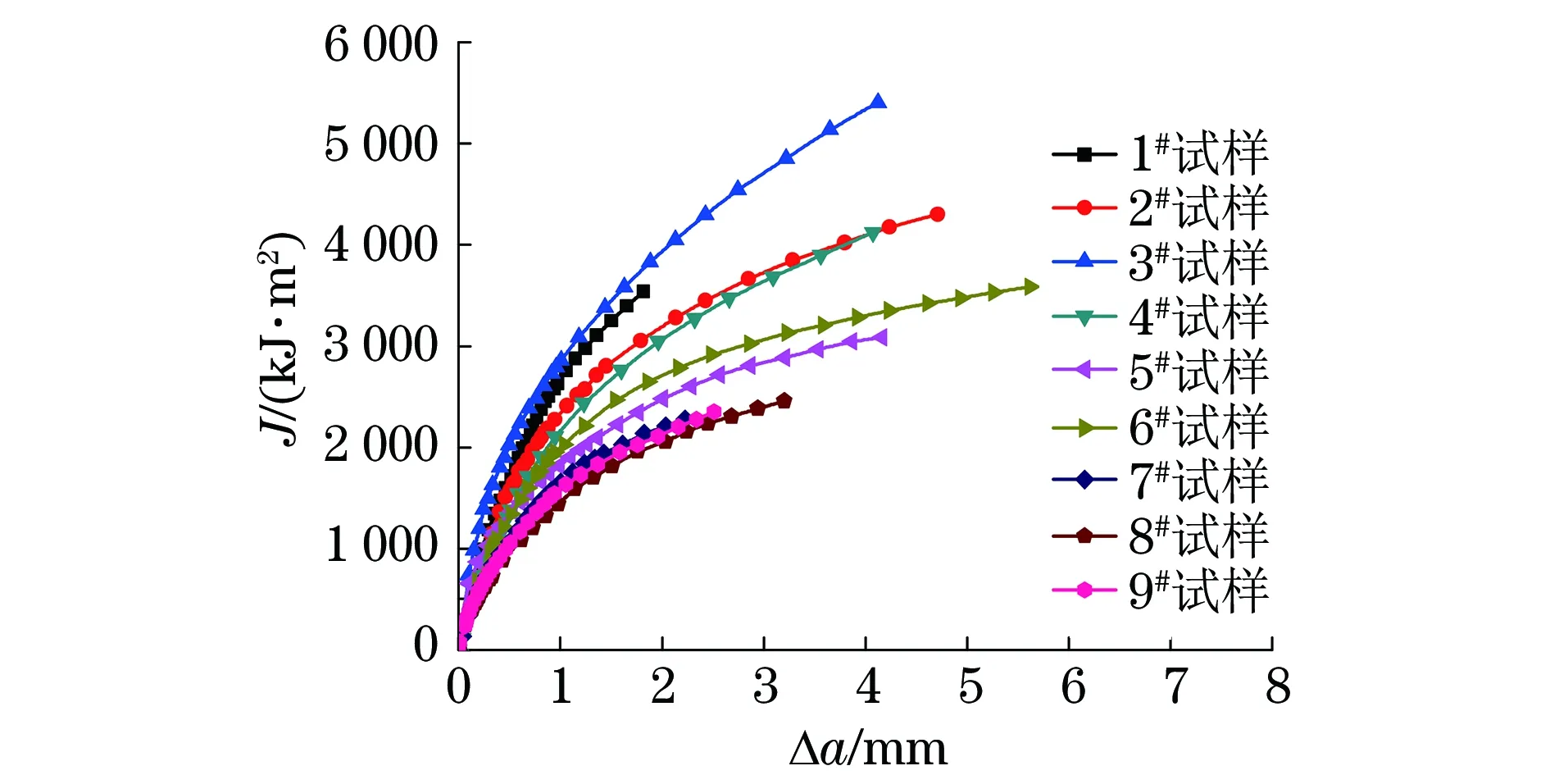
圖3 不同試樣的J-R曲線Fig.3 J-R curves of different specimens
對于面內拘束、面外拘束都不相同的試樣,其J-R曲線的變化規律更為復雜。通過對比兩個面內、面外拘束均比較低的1#試樣和3#試樣可知,3#試樣的J-R曲線更高。這是由于在面內、面外拘束均較低時,面外拘束的作用更加明顯,此時試樣處于平面應力狀態,斷裂阻力隨試樣厚度的增加而增加,因此具有較高面外拘束的3#試樣的J-R曲線更高。
通過對比5#試樣與6#試樣可知:在裂紋擴展長度較短時,5#試樣的J-R曲線較高;在裂紋擴展長度較長時,6#試樣的J-R曲線較高。這是由于在裂紋擴展長度較短時,面內拘束起主導作用,在裂紋擴展長度較長時,面外拘束起主導作用。在高面外拘束作用下,試樣處于近平面應變狀態,斷裂阻力會隨著試樣厚度的增加而降低。
綜上所述,在面內、面外拘束交互作用下,異種金屬焊接接頭的J-R曲線呈現出復雜的變化規律。
2.2 面內、面外拘束交互作用下的斷裂機理
由圖4可以看出:1#試樣斷口處發生了較大的塑性變形,尤其是在兩側的自由表面附近,這是因為沿厚度方向試樣的拘束度不同,自由表面的拘束度低,所以發生了明顯的塑性變形;A區域中可觀察到因大變形滑移而導致的獨特斷裂形貌,存在許多小的韌窩,B區域中可觀察到少許的撕裂棱和大量的韌窩。這說明該試樣在低面內、低面外拘束下發生了典型的高延性斷裂,并在斷裂過程中消耗了大量的能量,從而形成了非常高的J-R曲線。
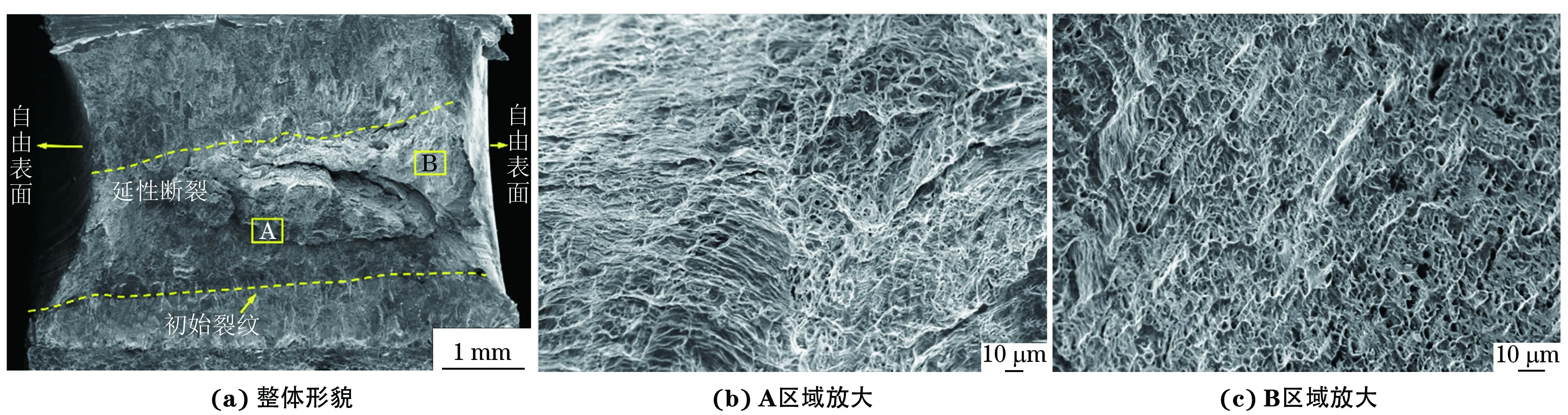
圖4 1#試樣的斷口形貌Fig.4 Fracture morphology of 1# specimen: (a) overall morphology; (b) amplification of area A and (c) amplification of area B
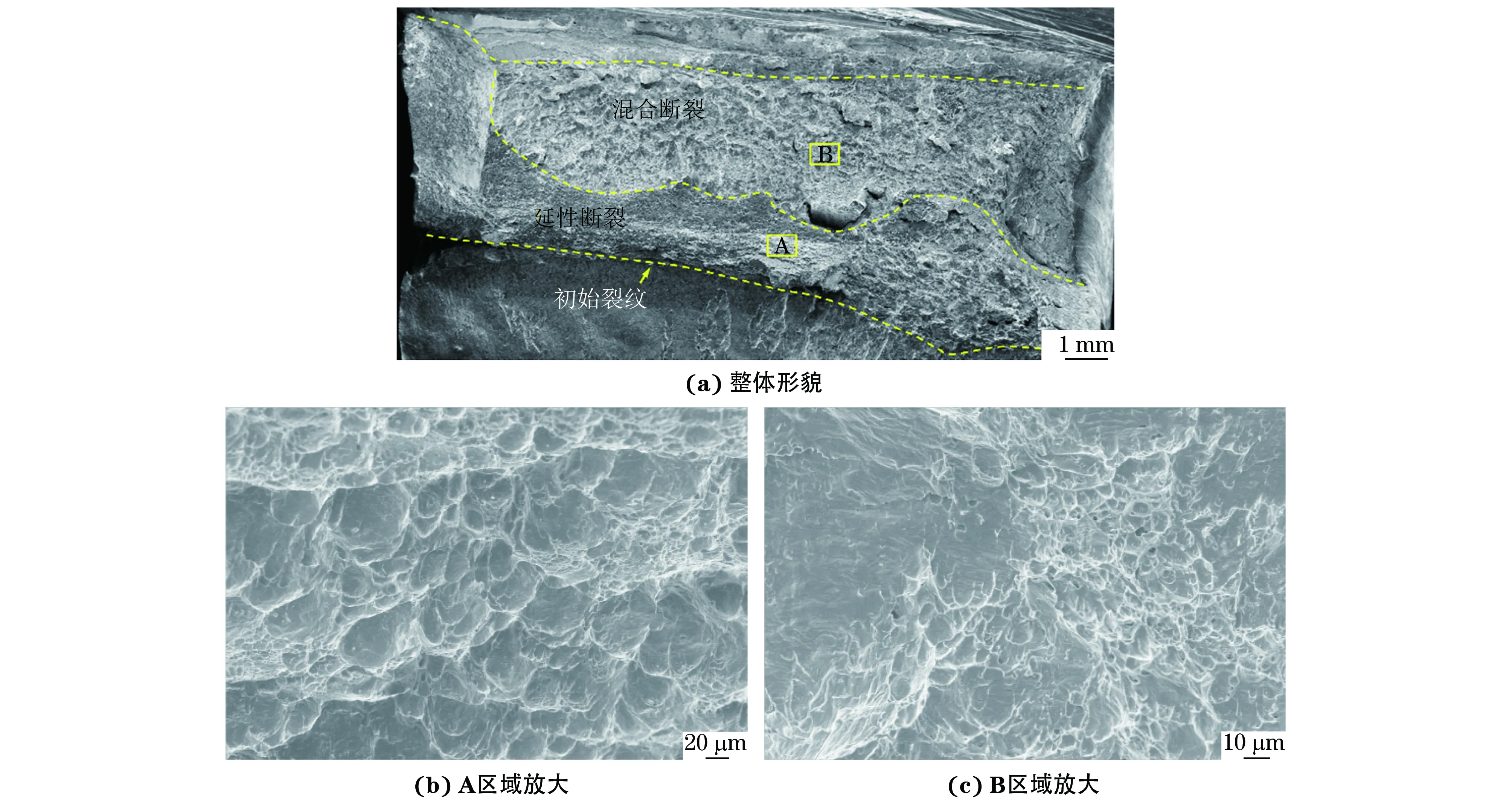
圖5 2#試樣的斷口形貌Fig.5 Fracture morphology of 2# specimen: (a) overall morphology; (b) amplification of area A and (c) amplification of area B
由圖5可以發現:在2#試樣靠近初始裂紋的A區域中有許多韌窩,說明該區域發生了局部延性斷裂;在遠離初始裂紋的B區域中存在大面積的脆性平面和一些小的韌窩,說明該區域發生了脆性斷裂和延性斷裂的混合斷裂。由于A區域先于B區域斷裂,因此該試樣先發生局部延性斷裂,隨著裂紋的擴展轉變為混合斷裂。這與試樣處于低面內、高面外拘束狀態有關。在裂紋擴展長度較短時,面內拘束起主導作用,在裂紋擴展長度較長時,面外拘束起主導作用,因此在低面內拘束下的低裂尖張開應力和三軸應力的作用下,靠近初始裂紋的A區域發生延性斷裂,隨著裂紋的擴展,高面外拘束的作用逐漸顯現,在高面外拘束下的高裂尖張開應力和三軸應力的作用下,遠離初始裂紋的B區域的斷裂方式向脆性斷裂轉變。由于該試樣的面內拘束非常低,整個試樣仍以延性斷裂為主,因此其J-R曲線仍然較高。
由圖6可以看出,3#試樣A區域和B區域中都存在大量均勻分布的韌窩,這表明該試樣發生了高延性斷裂。與1#試樣相比,3#試樣延性斷裂的特征更加明顯,斷口韌窩較大,這說明在斷裂過程中,該試樣消耗了更多的能量,因此其J-R曲線比1#試樣的略高。
由圖7可以看出,4#試樣的A區域與B區域中均可觀察到大量均勻分布的韌窩,這說明該試樣同樣發生了延性斷裂。綜上所述,1#試樣、3#試樣和4#試樣均處于較低的面內拘束和面外拘束作用下,導致其裂尖張開應力和三軸應力均較低,因此這3個試樣均發生了高延性斷裂,并均具有較高的J-R曲線。
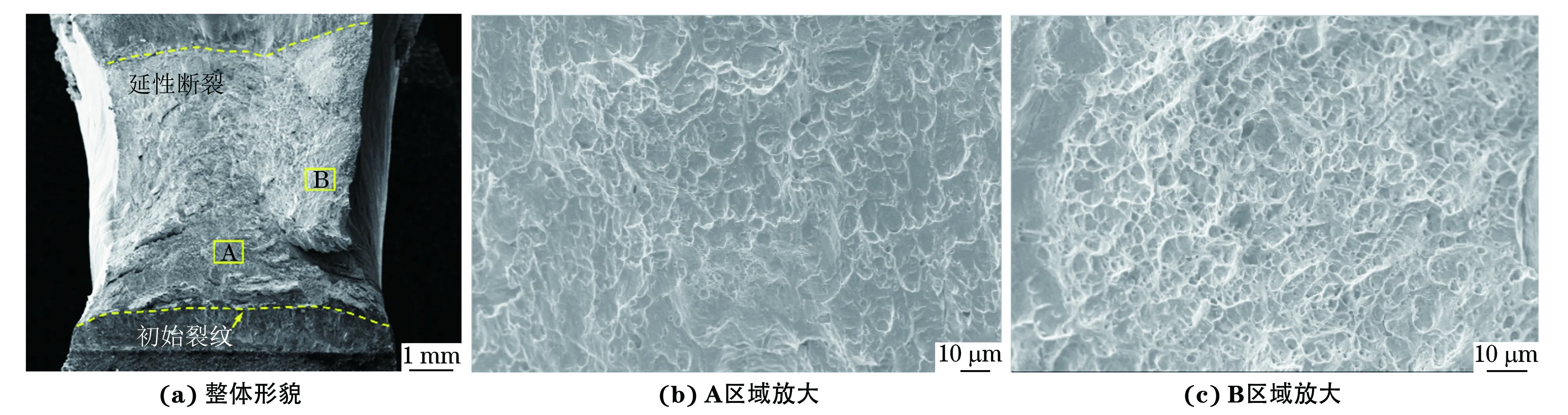
圖6 3#試樣的斷口形貌Fig.6 Fracture morphology of 3# specimen: (a) overall morphology; (b) amplification of area A and (c) amplification of area B
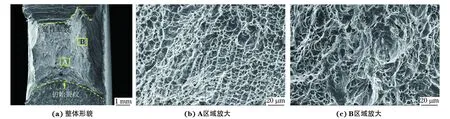
圖7 4#試樣的斷口形貌Fig.7 Fracture morphology of 4# specimen: (a) overall morphology; (b) amplification of area A and (c) amplification of area B
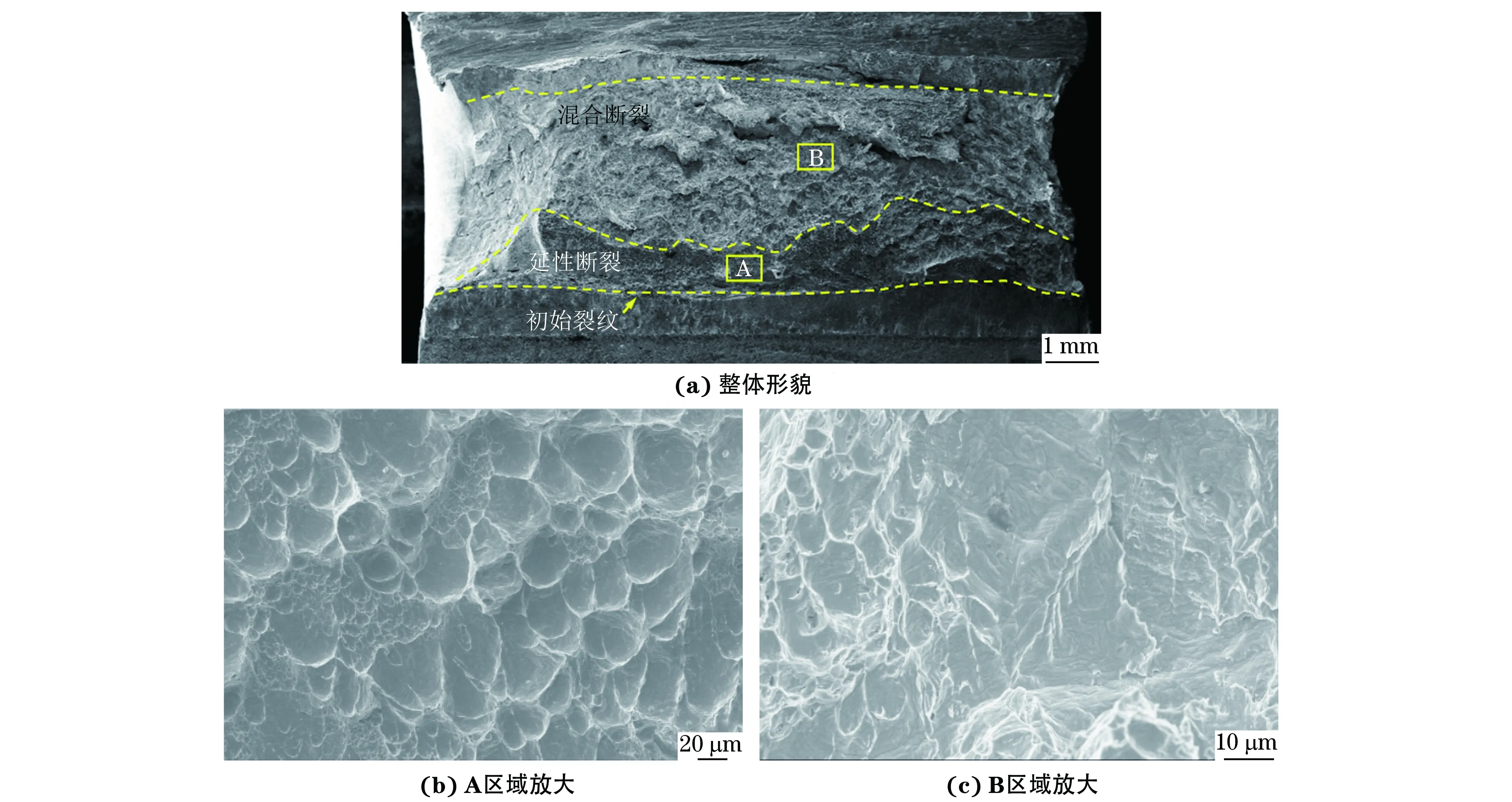
圖8 5#試樣的斷口形貌Fig.8 Fracture morphology of 5# specimen: (a) overall morphology; (b) amplification of area A and (c) amplification of area B
由圖8可以發現:5#試樣靠近初始裂紋的A區域存在許多尺寸不同的韌窩,這說明該區域發生了局部延性斷裂;遠離初始裂紋的B區域存在大面積的脆性平面和少許韌窩,這說明該區域發生了脆性斷裂和延性斷裂的混合斷裂。該試樣與2#試樣均處于低面內、高面外拘束狀態,二者的斷口形貌也類似。由此可知,在低面內、高面外拘束作用下,試樣在靠近初始裂紋區域發生了延性斷裂,在遠離初始裂紋區域發生了混合斷裂。
由圖9可以發現:6#試樣斷口兩側區域的塑性變形非常明顯,呈現出平面應力區的剪切撕裂特征,這說明該區域發生了局部延性斷裂;斷口的中心區域可觀察到許多尺寸不一、分布不均勻的韌窩,這也說明該區域發生了局部延性斷裂。因此,6#試樣的J-R曲線較高。
由圖10可以看出:7#試樣斷口左上側凹凸不平,右下側較平滑;經放大后發現,斷口左上側存在大量均勻分布的韌窩和由大變形引起的撕裂棱,這說明該區域發生了局部延性斷裂,而斷口右下側存在許多脆斷小平面,這說明該區域發生了局部脆性斷裂。由于斷口中脆性斷裂區域所占比例較大,因此整個試樣以脆性斷裂為主。
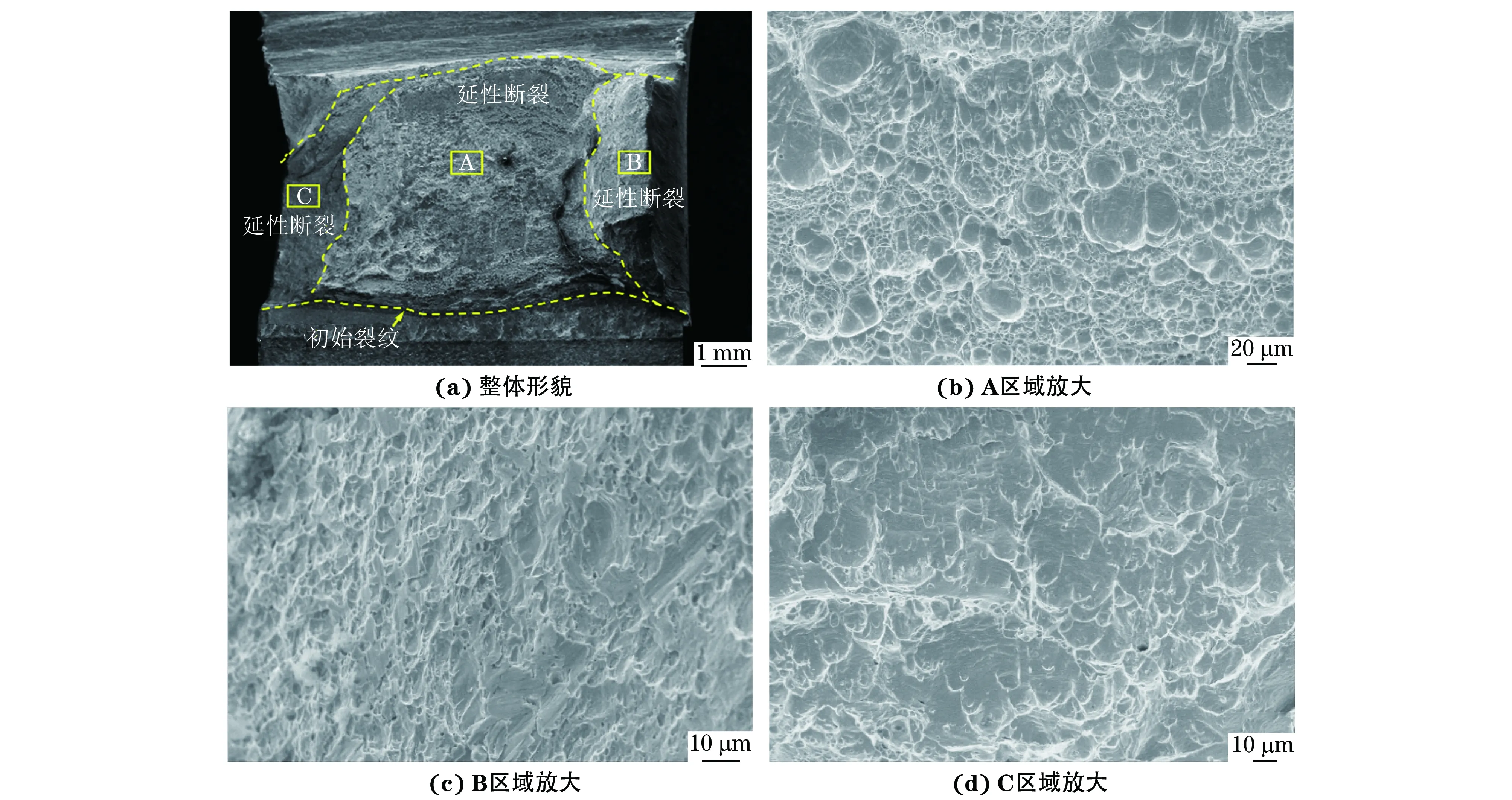
圖9 6#試樣的斷口形貌Fig.9 Fracture morphology of 6# specimen: (a) overall morphology; (b) amplification of area A;(c) amplification of area B and (d) amplification of area C
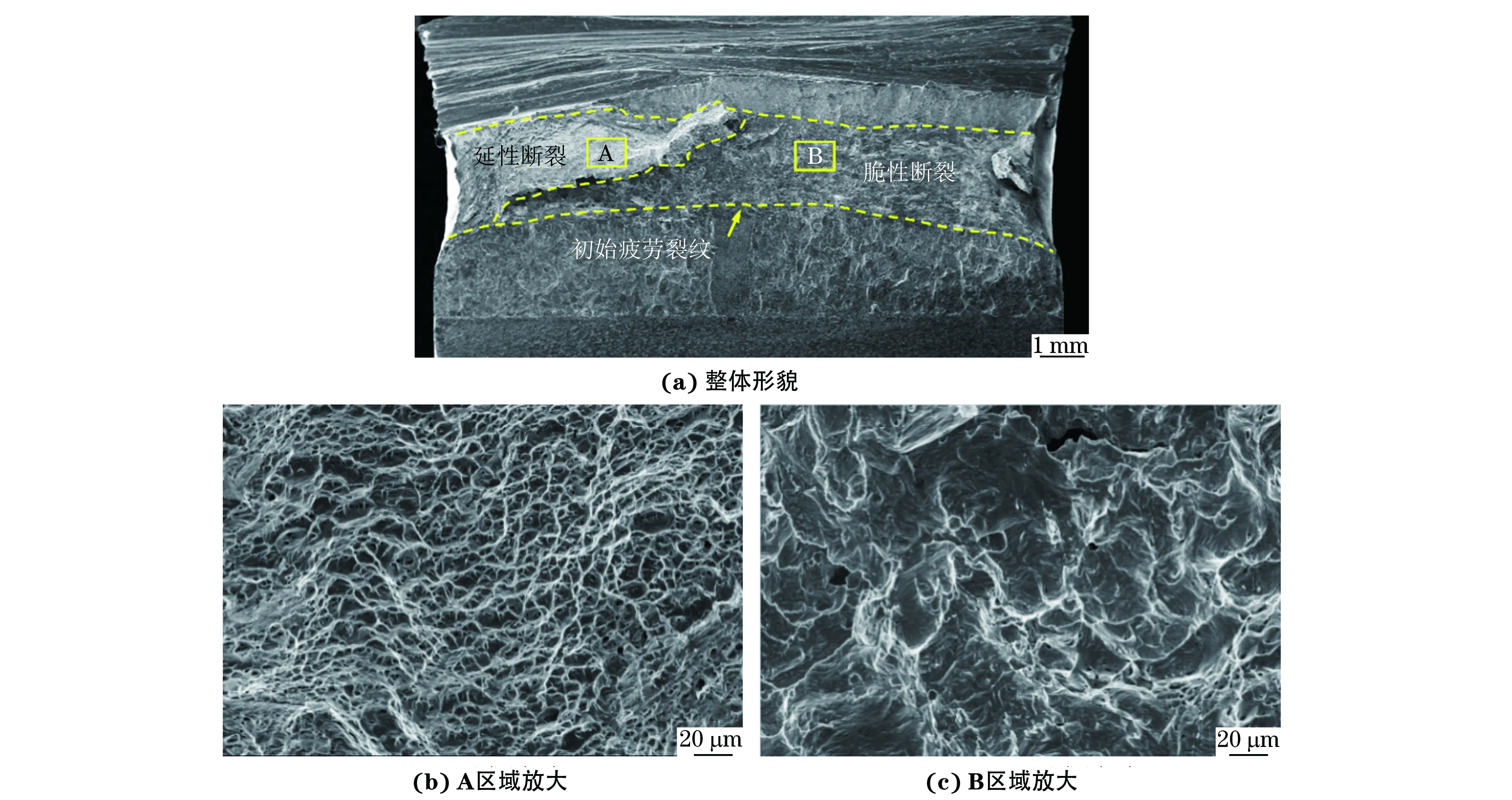
圖10 7#試樣的斷口形貌Fig.10 Fracture morphology of 7# specimen: (a) overall morphology; (b) amplification of area A and (c) amplification of area B
7#試樣的局部脆性斷裂與延性斷裂共存的混合斷裂方式與A508/52Mb界面區域高強度的馬氏體組織和裂紋兩側的強度失配有關。由于高強度材料的塑性變形比較困難,所以在高面內、高面外拘束作用下,裂紋尖端產生較高的三軸應力,促使低韌性馬氏體組織中裂紋的萌生和擴展。隨著載荷的增大,在強度失配的作用下,裂紋擴展路徑發生偏轉[22-23],裂紋尖端的塑性變形主要發生在低強度高韌性的52Mb側,促進了延性斷裂的發生。在該混合斷裂方式下,試樣在裂紋擴展過程中消耗的能量較低,因此其J-R曲線較低。
由圖11可以看出,8#試樣的A區域和B區域中均可觀察到大面積的脆性平面,同時還存在一些細小的韌窩,這說明在高面內、低面外拘束作用下,該試樣發生了脆性斷裂和延性斷裂共存的混合斷裂,并以脆性斷裂為主。脆性斷裂的產生與高面內拘束下的高裂尖張開應力和三軸應力有關[22],而延性斷裂的產生或許與該試樣非常低的面外拘束有關,低面外拘束在一定程度上減小了裂尖張開應力和三軸應力。在脆性斷裂機理的主導下,該試樣的J-R曲線比較低。
由圖12可知,9#試樣的A區域和B區域中存在著大量的脆性平面與少量韌窩,這說明在高面內、高面外拘束下,該試樣發生了以脆性斷裂為主的混合斷裂。

圖11 8#試樣的斷口形貌Fig.11 Fracture morphology of 8# specimen: (a) overall morphology; (b) amplification of area A and (c) amplification of area B
由7#試樣和9#試樣的斷口觀察結果可以發現,在高面內、高面外拘束作用下,試樣發生了脆性斷裂和延性斷裂共存的混合斷裂,但斷口的脆性特征更為明顯,因此這2個試樣的J-R曲線很低。
2.3 面內、面外拘束交互作用對結構完整性評定的影響
在焊接結構的安全性設計和失效評定中,斷裂韌度和J-R曲線的選擇對描述和預測焊接結構的失效臨界點具有重要的作用。以上述試驗結果為例:如果用a/W=0.7的試樣獲得的斷裂韌度或J-R曲線來評價a/W=0.1試樣的斷裂行為,勢必會得到非常保守的結果,造成設備的過早報廢與大量的浪費;反之,如果用a/W=0.1的試樣獲得的斷裂韌度或J-R曲線來評價a/W=0.7試樣的斷裂行為,勢必會得到非常危險的結果。同樣地,如果用不同面外拘束的試樣獲得的斷裂韌度或J-R曲線來評價其他面外拘束試樣的斷裂行為,也會帶來過于保守或非常危險的評價結果。
綜上所述,為了對異種金屬焊接接頭進行準確、可靠的安全性設計和失效評定,需要綜合考慮面內、面外拘束的交互作用對異種金屬焊接接頭最薄弱位置斷裂機理及其J-R曲線的影響。
3 結 論
(1) 在面內、面外拘束交互作用下,異種金屬焊接接頭熔合區呈現出復雜的斷裂機理,并具有復雜的J-R曲線變化規律。在低面內、低面外拘束作用下,試樣發生了高延性斷裂,其J-R曲線較高;在低面內、高面外拘束作用下,試樣在靠近初始裂紋的位置發生了延性斷裂,在遠離初始裂紋的位置發生了脆性斷裂和延性斷裂共存的混合斷裂,其J-R曲線居中;在高面內、低面外拘束下和高面內、高面外拘束作用下,試樣均發生了以脆性斷裂為主的混合斷裂,其J-R曲線較低。
(2) 與面外拘束相比,面內拘束對試樣J-R曲線的影響更加明顯。為了對異種金屬焊接接頭進行準確、可靠的安全性設計和失效評定,需要綜合考慮面內、面外拘束的交互作用對異種金屬焊接接頭最薄弱位置斷裂機理及其J-R曲線的影響。
[1] 李江,吳欣強,韓恩厚,等. 核電焊接結構材料腐蝕失效研究現狀與進展[J]. 腐蝕科學與防護技術,2014,26(1):1-7.
[2] CELIN R, TEHOVNIK F. Degradation of a Ni-Cr-Fe alloy in a pressurised-water nuclear power plant [J]. Materiali in Tehnologije, 2011, 45(2):151-157.
[3] OGAWA T, ITATANI M, SAITO T,etal. Fracture assessment for a dissimilar metal weld of low alloy steel and Ni-base alloy[J]. International Journal of Pressure Vessels & Piping, 2012, 90/91(3):61-68.
[4] AGENCY I A E. Ageing management for nuclear power plants: Safety guide[M]. [S.l.]: IAEA, 2009.
[5] WANG H T, WANG G Z, XUAN F Z,etal. Local mechanical properties of a dissimilar metal welded joint in nuclear power systems [J]. Materials Science and Engineering A, 2013, 568(4):108-117.
[6] WU Y, CAI Y, WANG H,etal. Investigation on microstructure and properties of dissimilar joint between SA553 and SUS304 made by laser welding with filler wire[J]. Materials & Design, 2015, 87:567-578.
[7] WANG H T, WANG G Z, XUAN F Z,etal. Fracture mechanism of a dissimilar metal welded joint in nuclear power plant[J]. Engineering Failure Analysis, 2013, 28(2):134-148.
[8] 丁杰,張志明,王儉秋,等. 三代核電接管安全端異種金屬焊接接頭的顯微表征[J]. 金屬學報,2015,51(4):425-439.
[9] 袁義帆,盧煦,楊星紅,等. 16MND5/309L/308L/Z2CND18-12N異種金屬焊接件的組織和性能[J]. 理化檢驗-物理分冊,2014,50(6):404-408.
[10] SAMAL M K, BALANI K, SEIDENFUSS M,etal. An experiment and numerical investigation of fracture resistance behavior of a dissimilar metal welded joint[J]. Archive Proceedings of the Institution of Mechanical Engineers Part C: Journal of Mechanical Engineering Science, 2009, 223(7):1507-1523.
[11] FAIDY C. Structural integrity of dissimilar welds: Adimew project overview[C]∥ASME/JSME 2004 Pressure Vessels and Piping Conference. California: ASME, 2004.
[12] XUE H, OGAWA K, SHOJI T. Effect of welded mechanical heterogeneity on local stress and strain ahead of stationary and growing crack tips[J]. Nuclear Engineering & Design, 2009, 239(4):628-640.
[13] WANG H T, WANG G Z, XUAN F Z,etal. An experimental investigation of local fracture resistance and crack growth paths in a dissimilar metal welded joint[J]. Materials & Design, 2013, 44:179-189.
[14] SAMAL M K, SEIDENFUSS M, ROOS E,etal. Investigation of failure behavior of ferritic-austenitic type of dissimilar steel welded joints[J]. Engineering Failure Analysis, 2011, 18(3):999-1008.
[15] FAN K, WANG G Z, XUAN F Z,etal. Local fracture resistance behavior of interface regions in a dissimilar metal welded joint[J]. Engineering Fracture Mechanics, 2015, 136:279-291.
[16] CHHIBBER R, ARORA N, GUPTA S R,etal. Use of bimetallic welds in nuclear reactors: Associated problems and structural integrity assessment issues[J]. ARCHIVE Proceedings of the Institution of Mechanical Engineers Part C: Journal of Mechanical Engineering Science, 2006, 220(8):1121-1133.
[17] LAUKKANEN A, NEVASMAA P, EHRNSTéN U,etal. Characteristics relevant to ductile failure of bimetallic welds and evaluation of transferability of fracture properties[J]. Nuclear Engineering & Design, 2007, 237(1):1-15.
[18] SHANG Y B, SHI H J, WANG Z X,etal. In-situ SEM study of short fatigue crack propagation behavior in a dissimilar metal welded joint of nuclear power plant[J]. Materials & Design, 2015, 88:598-609.
[20] BLOUIN A, CHAPULIOT S, MARIE S,etal. Brittle fracture analysis of a dissimilar metal weld[J]. Engineering Fracture Mechanics, 2014, 131(5):58-73.
[21] WANG H T, WANG G Z, XUAN F Z,etal. Numerical investigation of ductile crack growth behavior in a dissimilar metal welded joint[J]. Nuclear Engineering & Design, 2011, 241(8):3234-3243.
[22] YANG J, WANG G Z, XUAN F Z,etal. An experimental investigation of in-plane constraint effect on local fracture resistance of a dissimilar metal welded joint[J]. Materials & Design, 2014, 53(1):611-619.
[23] YANG J, WANG G Z, XUAN F Z,etal. Out-of-plane constraint effect on local fracture resistance of a dissimilar metal welded joint[J]. Materials & Design, 2014, 55(1):542-550.
[24] YANG J. Micromechanical analysis of in-plane constraint effect on local fracture behavior of cracks in the weakest locations of dissimilar metal welded joint[J]. Acta Metallurgica Sinica (English Letters), 2017, 30(9):1-11.
[25] KIM Y J, KIM J S, CHO S M,etal. 3-D constraint effects onJ, testing and crack tip constraint in M(T), SE(B), SE(T) and C(T) specimens: numerical study[J]. Engineering Fracture Mechanics, 2004, 71(9):1203-1218.
[26] YANG J, WANG G Z, XUAN F Z,etal. Unified correlation of in-plane and out-of-plane constraints with fracture toughness[J]. Fatigue & Fracture of Engineering Materials & Structures, 2014, 37(2):132-145.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
今日農業(2021年9期)2021-11-26 07:41:24
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
建筑材料學報(2014年3期)2014-03-11 17:08:02