激光定向凝固參數對熔覆層宏觀形貌以及微觀組織的影響
2018-03-29 10:31:35胡芳友崔愛永
新技術新工藝 2018年3期
喻 輝,胡芳友,崔愛永
(海軍航空大學 青島校區,山東 青島 266041)
隨著定向凝固和單晶高溫合金在航空發動機渦輪葉片上的大量使用,葉片損壞后,采用傳統的焊接修補技術,修復效果不佳,而采用激光定向凝固技術可以很好地解決這一難題。激光定向凝固技術是利用激光超高溫度梯度和凝固速度使熔池內的組織定向生長,生長方向與基材擇偶取向一致,從而實現對葉片的修補[1]。國內外定向凝固技術也早已取得成果,David W. Candy等[2]通過對熱輸入量的控制,實現了在IN-738上逐層沉積IN-939,中國科學院金屬研究所黃慶南等[3]對渦輪葉冠工作面磨損失效進行了激光表面修復;但激光參數對熔覆層宏觀形貌以及微觀組織的影響鮮有研究。本文主要研究在不同激光參數下熔覆層宏觀形貌以及微觀組織的變化。
1 試驗方法
基體材料選用DZ22,合金粉末采用自配粉末,基材化學成分見表1,合金粉末化學成分見表2。采用預置壓片送粉方式,激光熔覆研究所使用的設備是自主研制的LER—3型Nd:YAG激光在線搶修機以及日本生產的ERCR—HP3—AA00型機械臂。

表1 DZ22合金化學成分(質量分數) (%)

表2 熔覆粉末合金化學成分(質量分數) (%)
激光參數主要包括電流I(A)、脈寬S(ms)、掃描速度V(mm/s)和頻率f(Hz)。初步確定試驗參數范圍為:電流100~130 A;脈寬5~8 ms;掃描速度2~8 mm/s;頻率數值應控制在掃描速度數值的1.5~2.5倍,然后進行正交試驗設計。本試驗將頻率數值確定為掃描速度數值的2.5倍,為三因素四水平試驗,其中因素A表示電流,因素B表示脈寬,因素C表示掃描速度,具體數值見表3。
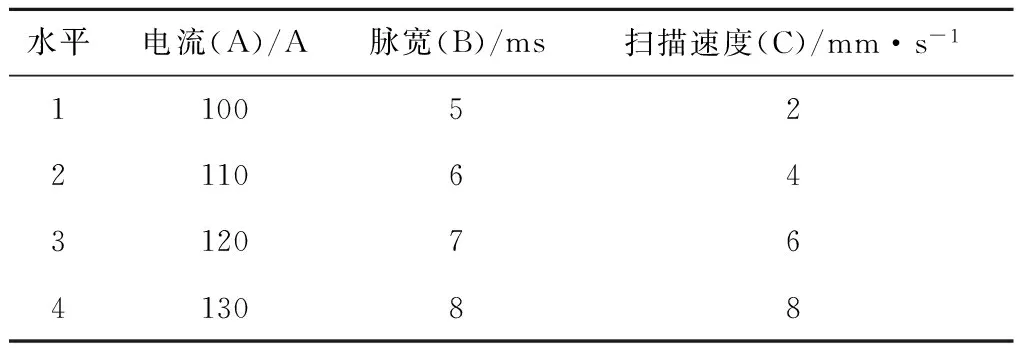
表3 試驗參數與水平
根據標準正交試驗表行、列數要求,補充2列空列作為誤差列,可得本文的正交試驗表[4]。正交試驗結果見表4。其中,W、H、D分別表示熔池的寬度、深度以及高度,這些宏觀參數數值均在體式顯微鏡下測得;W/D、D/(H+D)[5]分別為寬深比與稀釋度,是反映熔覆層宏觀質量的重要參數。利用線切割沿與掃描速度垂直方向切取試樣,得到熔覆層橫截面,再對試樣進行鑲嵌、研磨和拋光后腐蝕,腐蝕液成分為5 g CuSO4+25 mL H2O+25 mL HCl,利用KH—7700三維體式顯微鏡和ULTRA 55場發射掃描電子顯微鏡(SEM)對試樣組織和成分進行分析。
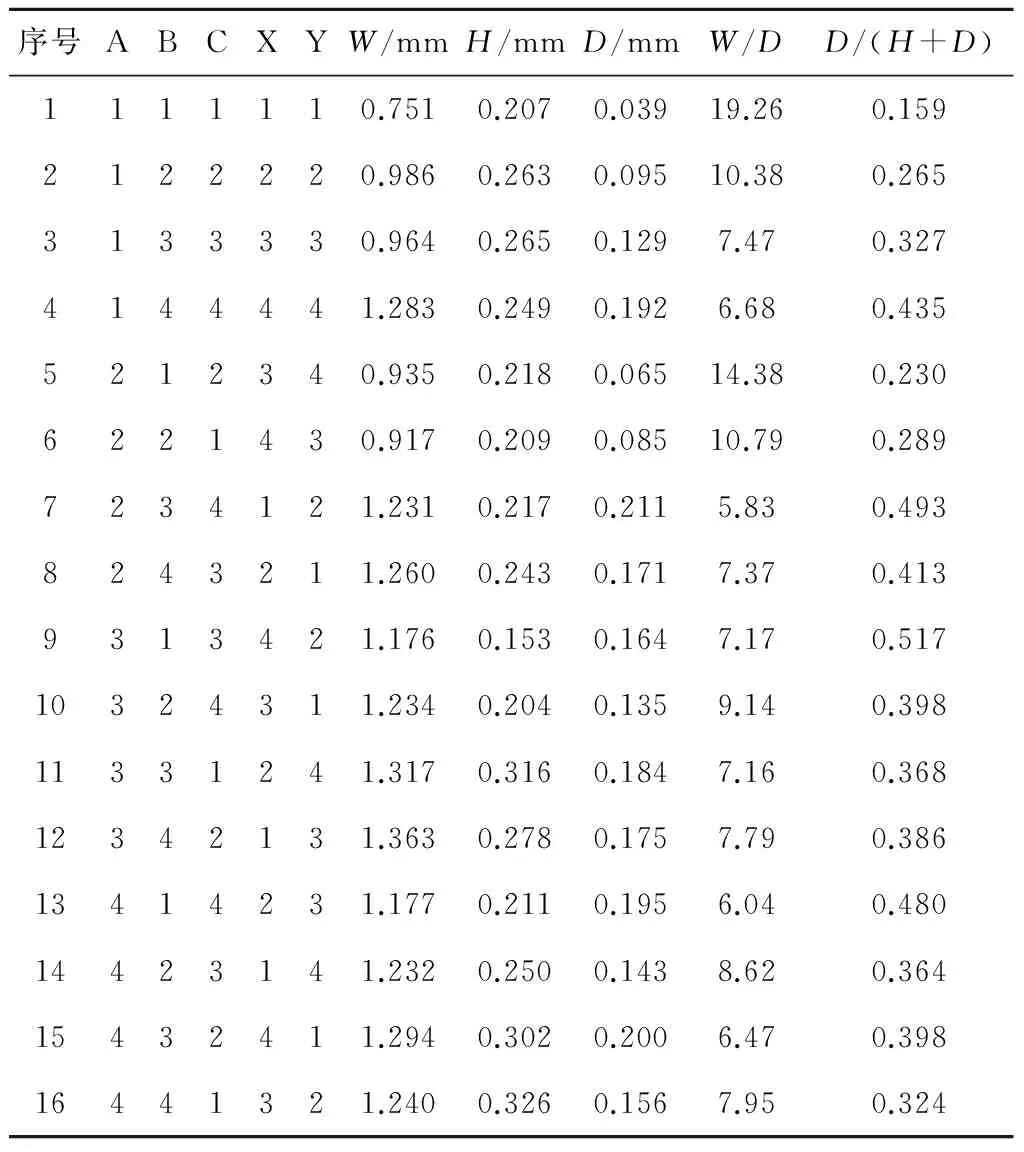
表4 正交試驗方案及相應結果
2 試驗結果
2.1 激光參數對熔覆層宏觀形貌影響規律
對表4中的試驗數據進行方差分析[6],分析結果如圖1所示。圖1a~圖1e分別表示各激光參數對熔寬、熔高、熔深、深寬比以及稀釋度的影響規律,橫坐標表示各因素不同水平,縱坐標表示各水平下的偏差平方。
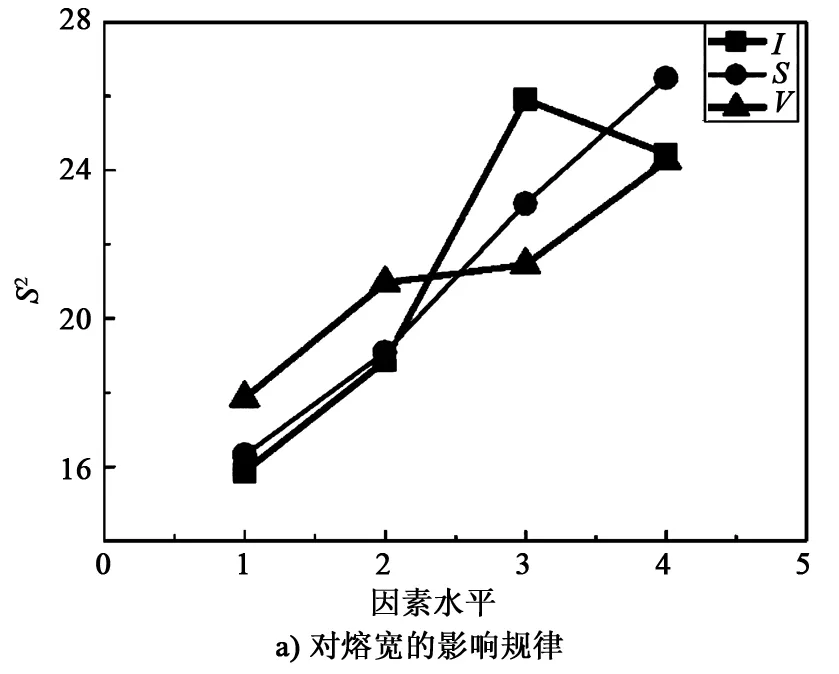
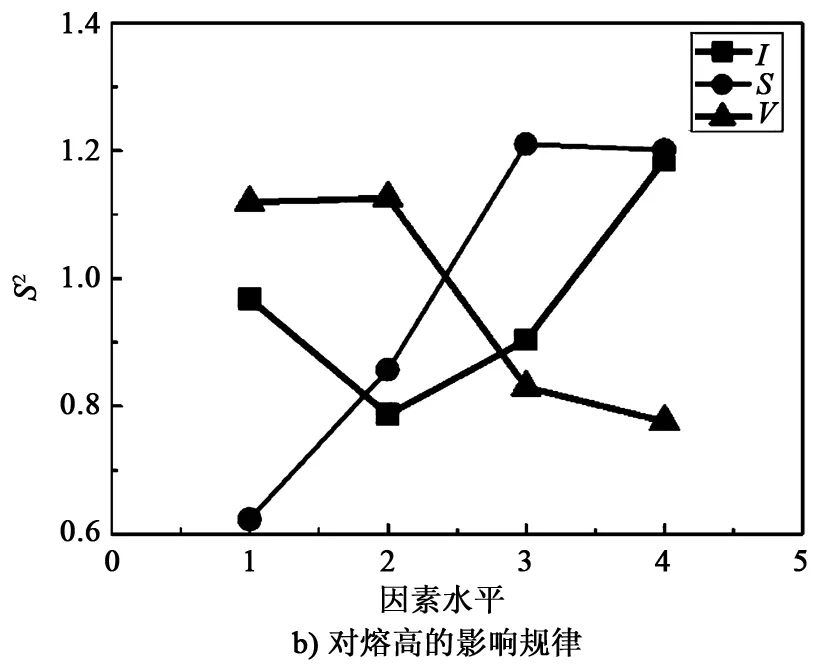
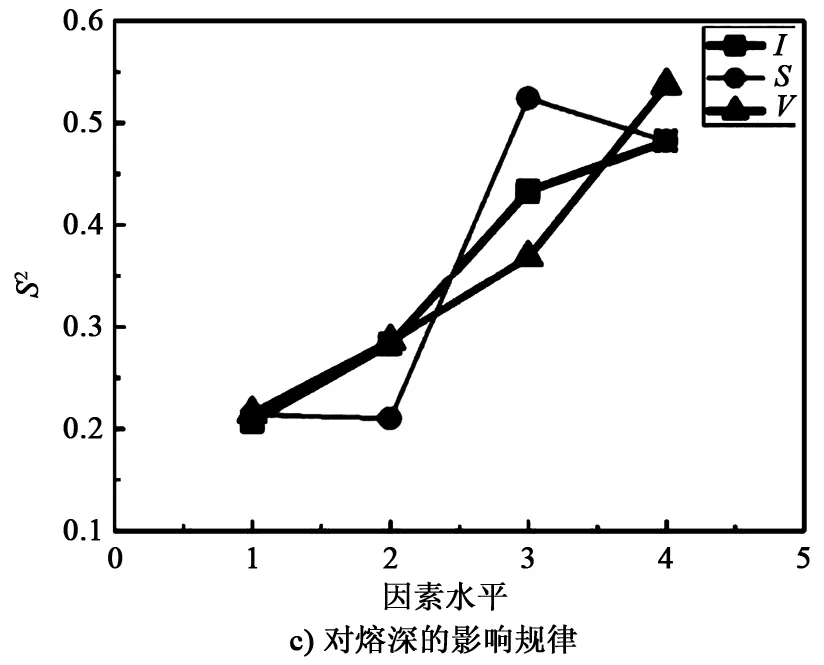
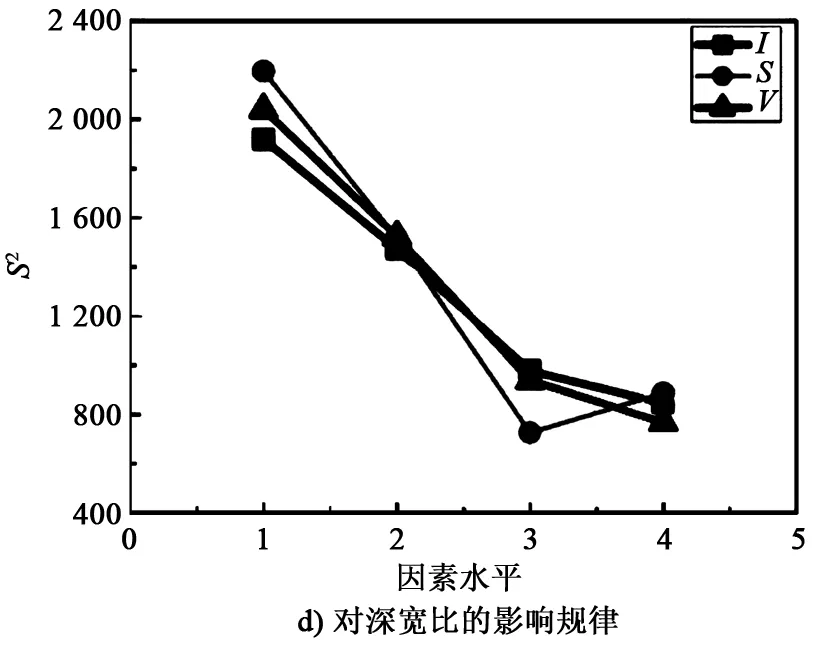
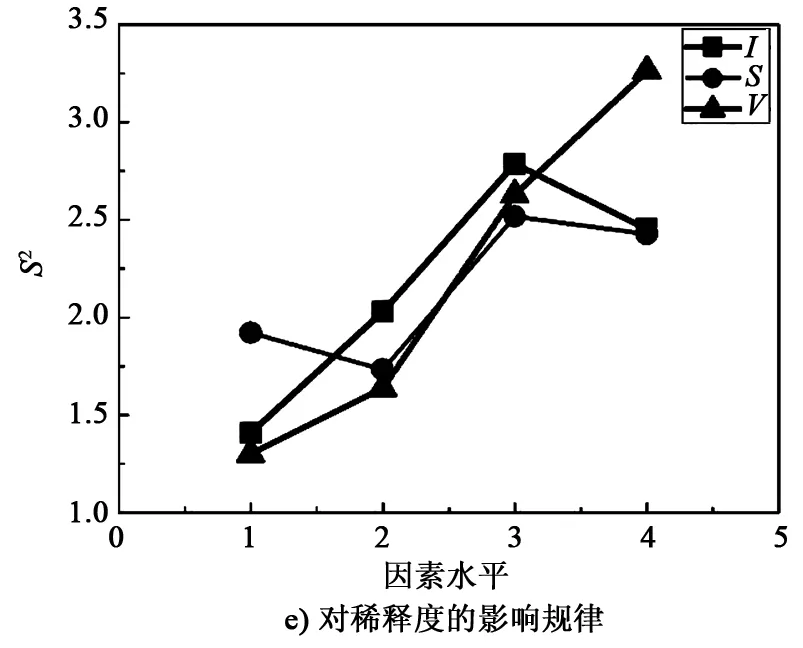
圖1 各參數對熔覆層宏觀形貌的影響規律
圖1a中,熔寬先隨電流的增加而增大,達到最大后隨電流的增加熔寬開始減小;熔寬隨脈寬的增加而增大,大約呈線性變化;熔寬隨掃描速度的增加也是不斷增大,在低速和高速下的增長速率都明顯比位于中間掃描速度區間的增長速率大。
圖1b中,熔高隨著電流的增加是先減小后增大,增加的幅度也呈增加趨勢,所以在其他條件允許的情況下,大電流有利于增加熔高;熔高隨脈寬的加大開始也是呈增加趨勢,但隨著脈寬的進一步增加,熔高不會再增加反而有減小的趨勢,可能是因為在合金粉末厚度一定的情況下,大脈寬使熔寬不斷增加,而使熔覆層在高度方面受到限制,不再隨脈寬的增加而增加;熔高隨掃描速度的增加呈減小趨勢,所以高掃描速度不利于熔高的增加。
圖1c中,熔深隨電流的增加而增大,因為電流的增加使激光功率加大,熔池的能量也就越高,對基材的重熔也就越多,一般情況下,好的熔覆層熔深不宜過高,所以設計激光參數時電流不應過大;熔深開始隨脈寬的增加變化不大,隨著脈寬繼續增加,熔深突然增大,增大到一定程度后熔深開始緩慢減小,所以在基本滿足好的熔覆層質量的激光參數范圍前提下,建議使用小脈寬;熔深隨掃描速度的增加而增大,所以掃描速度也不應選擇過高。
圖1d中,寬深比隨電流的增大呈減小趨勢,主要是由熔深隨電流增加導致的;寬深比隨脈寬的增加是先增大后減小,說明開始熔寬隨脈寬增加的幅度沒有熔深隨脈寬增加的幅度大,而后熔深隨脈寬減小,寬深比開始隨脈寬的增加而增大;寬深比隨掃描速度的增加而減小,隨著掃描速度的增加,寬深比減小的速率開始有所降低。
圖1e中,稀釋度隨電流的增加先增大后減小,而且曲線增大的趨勢比減小的趨勢大;稀釋度隨脈寬的增加是先減小后增大,然后再減小,可能是由于脈寬影響作用不顯著,所以脈寬對稀釋度的影響趨勢不可信;稀釋度隨掃描速度的增加而增大,所以激光參數中掃描速度不應過高。
根據上述分析結果,可以大致確定最佳激光工藝參數是110 A、6 ms、4 mm/s和10 Hz。
2.2 激光參數對微觀組織的影響
不同電流下的熔覆層SEM圖如圖2所示。從圖2中可以看到,當電流為100 A時,熔覆層中上部柱狀晶方向性不明顯,相鄰枝晶間有角度,枝晶生長方向有偏移,并且枝晶生長連續性不好;當電流為110 A時,枝晶生長方向性開始明顯,也有少量二次枝晶生長出,一次枝晶間距比底部大,枝晶干也變粗,這與W. Kurz等[7]得出的公式相符,熔覆層中部溫度梯度比底層低,凝固速率比底層大,所以一次枝晶間距會變大;當電流為120 A時,一次枝晶干變粗,間距也持續變大,二次枝晶變多,也可以看到頂部柱狀晶逐漸變為等軸晶;當電流為130 A時,柱狀晶生長明顯,一次枝晶干開始變細,二次臂生長加劇整齊排列在一次枝晶干兩側;當電流為140 A時,一次枝晶間距繼續變大,二次枝晶生長繼續增多,并且二次枝晶不斷長大;當電流為150 A時,可以看到熔覆層上層的柱狀晶逐漸消失,轉變為細小等軸晶,等軸晶排列整齊有序,隨著熔覆層高度繼續上升,等軸晶開始變得雜亂無章,形成雜晶。
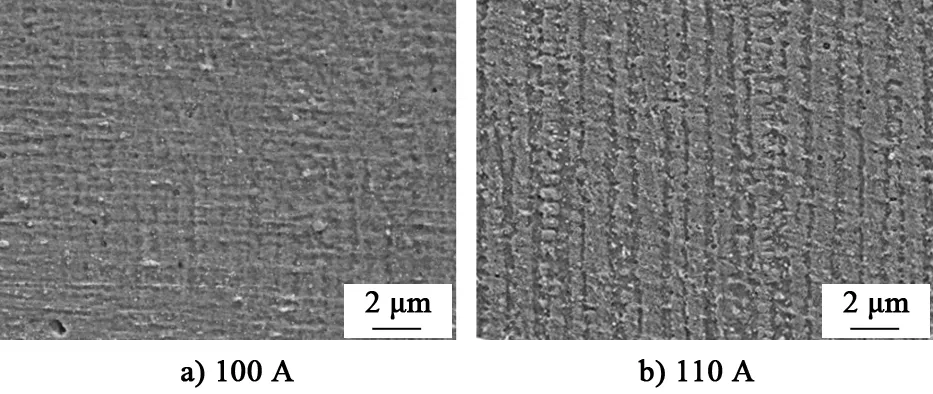
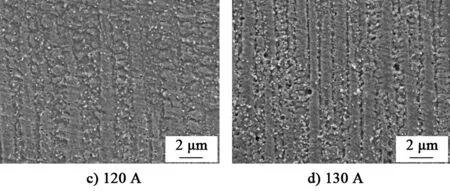
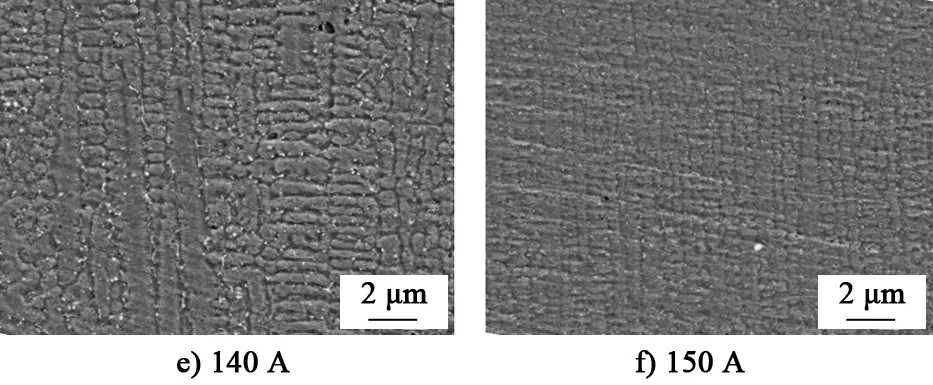
圖2 不同電流下的熔覆層SEM圖
不同激光脈寬下熔覆層SEM圖如圖3所示。從圖3中可以看到,在低脈寬下(見圖3a~圖3d),柱狀晶生長明顯,隨著脈寬的增大,二次枝晶開始增多,一次枝晶干略微變細;在高脈寬下(見圖3e和圖3f)柱狀晶和等軸晶共存,二次枝晶生長明顯增多,柱狀晶逐漸變為等軸晶。脈寬對熔覆層組織影響規律與電流類似,都是通過控制熔池熱輸入量的方式來影響熔池內各部位的溫度梯度和凝固速度,進而控制柱狀晶到等軸晶的轉變,所以在選取的激光參數范圍內,小電流和低脈寬有利于增多熔覆層的柱狀晶組織,并且二次枝晶的生長受到抑制。
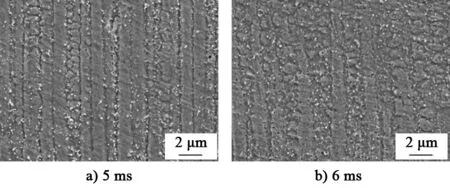
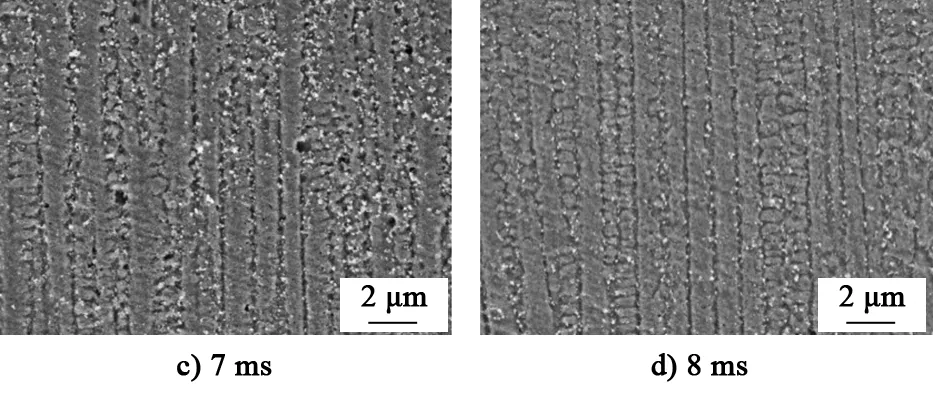
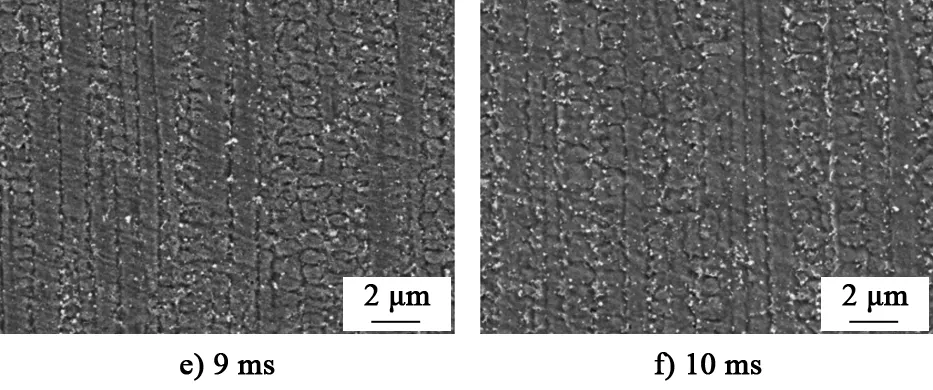
圖3 不同脈寬下的熔覆層SEM圖
不同掃描速度下的SEM圖如圖4所示。從圖4中可以看到,低掃描速度下的熔覆層柱狀晶區域比高掃描速度下的熔覆層柱狀晶區域大,當其他參數一定時,掃描速度越高,越不利于柱狀晶組織的形成。從圖4中還可以看出,隨著掃描速度的變大,枝晶生長方向性越差,掃描速度方向的橫向溫度梯度作用越來越顯著,枝晶沿擇優取向生長受到影響。
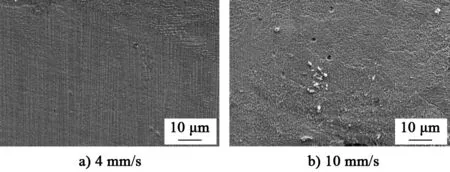
圖4 不同掃描速度下的熔覆層SEM圖
北京工業大學的張冬云等[8]在研究工藝參數對激光定向凝固組織的影響時發現,激光功率和一次枝晶尺度呈正相關,掃描速度和一次枝晶尺度呈負相關,本試驗結果也比較吻合。另外,隨著掃描速度的增加,轉向枝晶區的高度有所降低,在高掃描速度下很難看到貫穿熔覆層底部到頂層的柱狀晶組織。
3 結語
通過上述研究,可以得出如下結論。
1)根據正交試驗結果,可以確定最佳激光參數約為110 A、6 ms、4 mm/s和10 Hz。
2)電流和脈寬與一次枝晶間距和轉向枝晶區高度成正比,掃描速度與一次枝晶間距和轉向枝晶區成反比;電流和脈寬的增加使溶池中的熱輸入量增大,熱量容易累積,溫度梯度降低,所以一次枝晶間距變大,二次枝晶增多并長大,上層等軸晶區域也變多,而掃描速度變大會減少熔池的熱輸入量,與掃描方向平行的橫向溫度梯度增大,不利于柱狀晶的生長。
3)結合宏觀形貌和微觀組織可以發現,深寬比大的熔覆層柱狀晶區域占比大。
[1] Gaumann M, Henry S, Cleton F, et al. Epitaxial laser metal forming analysis of microstructure formation[J]. Materials Science and Engineering, 1999, A271:232-241.
[2] Gandy D W, Frederick G J, Peterson A J, et al. Development of a laser based/high strength weld filler process to extend repair limits on IN-738 gas turbine blades[C]//Fourth International EPRJ Conference. 2000.
[3] 黃慶南, 萬明學, 申秀麗, 等. 渦輪葉片鋸齒冠激光熔覆的應用研究[J]. 燃氣渦輪試驗與研究, 2002(2):50-53.
[4] 吳翊, 李永樂, 胡慶軍, 等. 應用數理統計[M]. 長沙:國防科技大學出版社, 1995.
[5] 張慶茂, 劉喜明, 關振中, 等. 寬帶激光熔覆粉末有效利用系數的分析[J]. 應用激光, 2000, 20(5):209-212.
[6] 鄭少華, 姜奉華. 試驗設計與數據處理[M]. 北京:中國建材工業出版社,2004.
[7] Kurz W, Fisher D J. Dendrite growth at the limit of stability tip radius and spacing[J]. Acta Metall., 1981, 29:11-20.
[8] 張冬云, 李志波, 趙恒, 等. 工藝參數對Rene80激光定向凝固組的影響研究[J]. 應用激光, 2013, 33(2):113-118.