熱超聲金絲鍵合工藝及其可靠性研究
2018-03-29 10:31:36劉麗君趙修臣王迎春
新技術新工藝 2018年3期
劉麗君,趙修臣,李 紅,王迎春
(北京理工大學 材料學院,北京 100081)
目前芯片和封裝基板之間的互連主要有3種方式:引線鍵合(Wire Bonding)、載帶自動焊(TAB-Tape Automated Bonding)和倒裝芯片焊(Flip Chip Bonding)。引線鍵合以工藝實現簡單、成本低廉和適用多種封裝形式而在連接方式中占主導地位,目前90%以上的封裝管腳采用引線鍵合連接[1]。無論是封裝行業多年的事實還是權威的預測都表明,引線鍵合在可預見的未來仍將是半導體封裝,尤其是低端IC封裝,內部連接的主流方式[2]。
按照能量作用方式,引線鍵合可以分為熱壓鍵合(Thermocom Pression,T/C)、超聲鍵合(Ultrasonic Bonding,U/S)和熱壓超聲鍵合(Thermosonic Bonding,T/S)[3-6]。目前,工業上最常見的鍵合方法是將熱壓和超聲波結合起來的熱壓超聲鍵合法,又稱為絲球鍵合或球鍵合(Ball Bonding)。其操作方便、靈活而且焊點牢固(直徑為25 μm的金絲的焊接強度一般為0.07~0.09 N),壓點面積大(為焊絲直徑的2.5~3倍),又無方向性,可實現微機控制下的高速自動化焊接(焊接速度可高達14點/s以上)。
鍵合絲作為半導體器件(IC)互連材料,是大規模集成電路(LSIC)封裝產業中的四大重要結構材料之一,主要有金絲、鋁絲和銅絲,可以起到連接引線框架的外部引出端子與硅片鋁膜蒸鍍電極的作用,并且可以傳遞電信號、散發芯片內產生的熱量,因此尋找具有穩定電導率、高可靠性的材料尤為重要[7-8]。金具有抗腐蝕性、抗氧化性和優良的延展性、導電性能,用其作為引線,鍵合的自動化程度高,工藝穩定性好等優點,目前在引線鍵合工藝中應用最廣泛。鍵合金絲,指純度為99.99%,線徑為18~50 μm的高純金合金絲,通常采用球焊方式鍵合。其按用途及性能分為普通金絲(Y)、高速金絲(GS)、高溫高速金絲(GW)和特殊用途金絲(TS)[9]。
目前,國外對引線鍵合工藝已有較為系統和深入的研究,而國內對IC封裝的研究起步較晚,因此對關鍵技術掌握不足,缺乏成熟工藝的數據積累,加之國外的技術封鎖,有必要深入研究各種封裝工藝。本文主要研究超聲功率、超聲時間和焊接壓力對金絲球焊界面結合性能的影響規律,并選擇較優參數研究不同加熱溫度和不同老化時間對引線結合性能的影響。通過對老化后球焊界面分析,探索其在老化過程中的界面反應和影響引線結合性能的原因。
1 試驗方案
試驗所用儀器主要有引線鍵合機(West Bond 747677E)、焊點強度測試儀(PTR—1101)、超景深三維光學顯微鏡(VHX—2000)和背散射掃描電子顯微鏡(S—4800)。焊點強度測試采用500 gf量程的剪切力測試和100 gf量程的拉力測試模式,載物臺使用普通載物臺和加熱載物臺。試驗材料為直徑25 μm、純度99.99%的金絲(美國奧泰公司生產)、1572—15—625GM型劈刀和鍍銀基板。
研究工藝參數的影響時,選取儀器建議參數(超聲功率0.7 W、超聲時間30 ms、焊接壓力30 gf)為基準參數,采用單一變量法——分別增大和減小其中1個參數,固定另外2個參數,然后觀察每組參數下的焊點形貌是否符合要求,對符合要求的引線進行剪切力測試和拉力測試,總結出各參數對引線結合性能的影響規律。各參數變化范圍見表1。
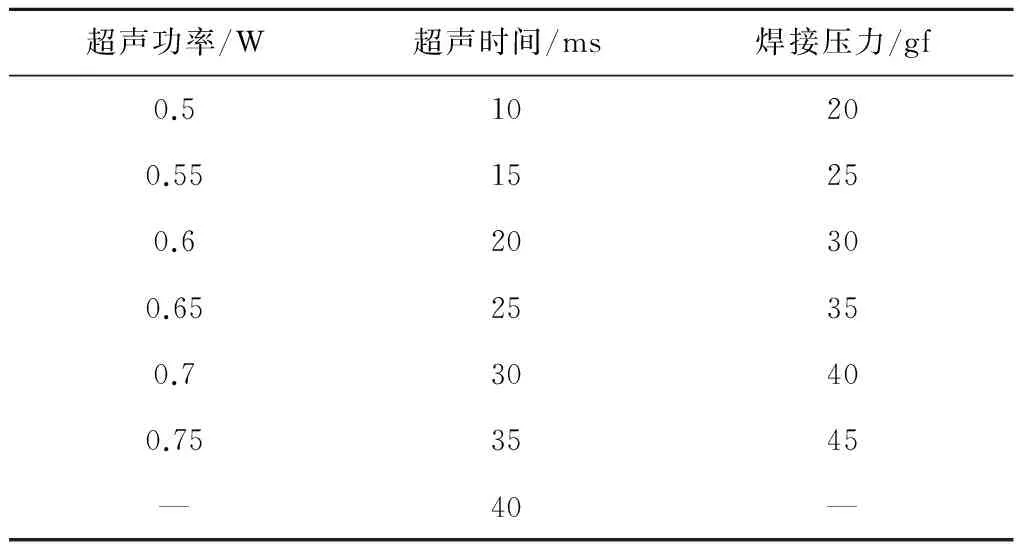
表1 各參數變化范圍
利用儀器建議的工藝參數進行焊線,然后將已經焊線的基板放置于不同環境溫度下進行焊點強度測試。溫度設置規則為從室溫(25 ℃)以25 ℃為階梯依次升溫至175 ℃。
將已經焊線的基板置于150 ℃恒溫箱中分別保溫25、50、75、100、125和150 h后,再進行焊點強度測試。選取樣品鑲嵌至醫用牙托粉中,首先用較細砂紙打磨到剛露出金絲;然后分別用2 000目、3 000目和5 000目砂紙水磨數次,直至看到界面;最后用0.1 μm的金剛石研磨膏研磨20 min。
2 試驗結果與討論
工藝鍵合完成的金絲引線形狀如圖1所示。
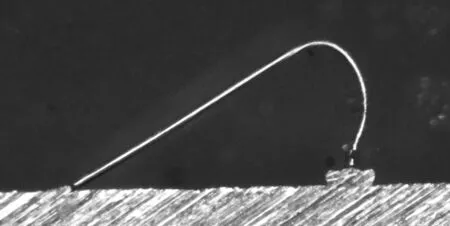
圖1 金絲引線形狀的光學顯微鏡照片
金絲引線第一焊點的剪切斷裂載荷和金絲引線拉伸斷裂載荷隨超聲功率、超聲時間以及焊接壓力的變化曲線分別如圖2~圖4所示。
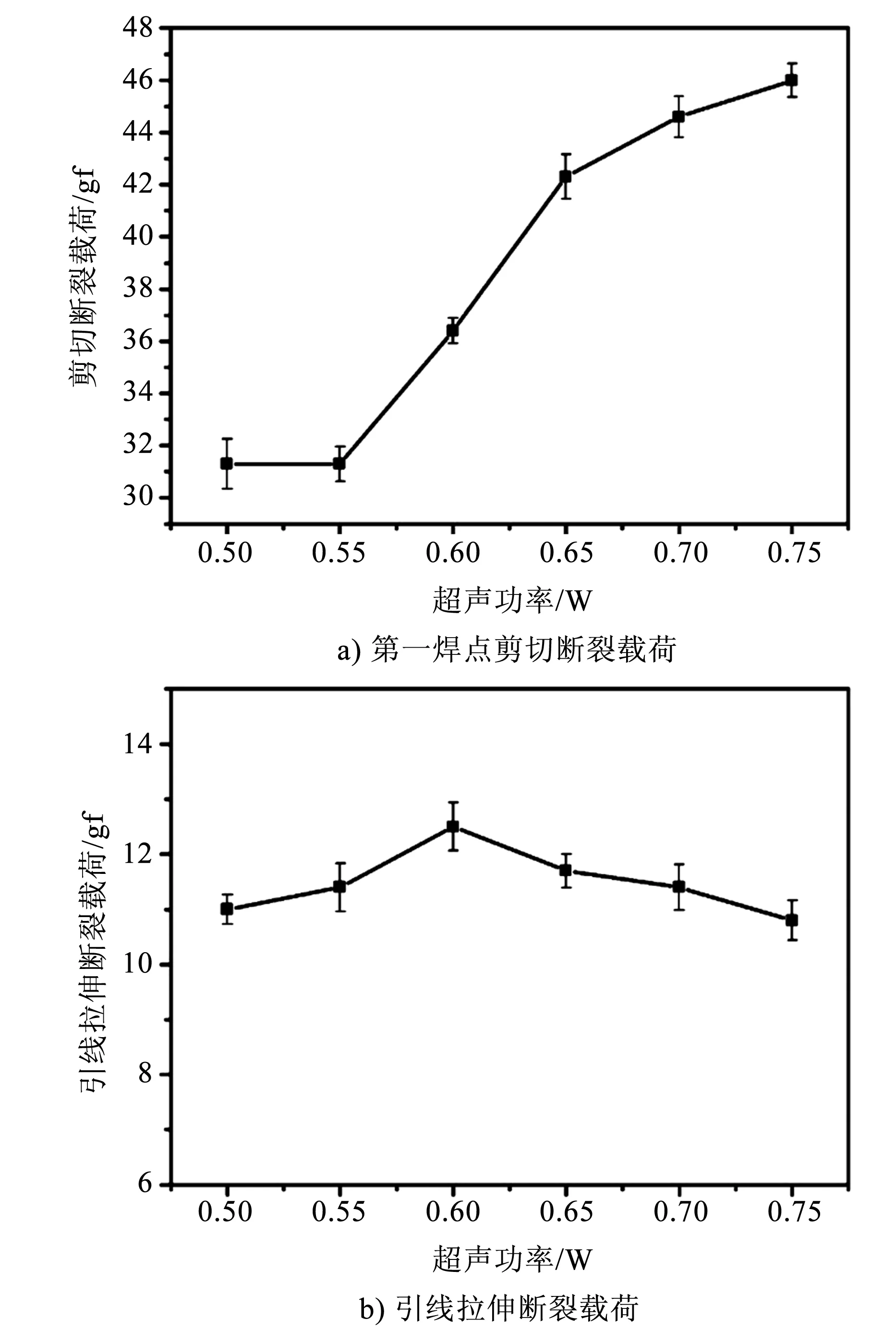
圖2 第一焊點剪切斷裂載荷和引線拉伸斷裂載荷隨超聲功率的變化規律
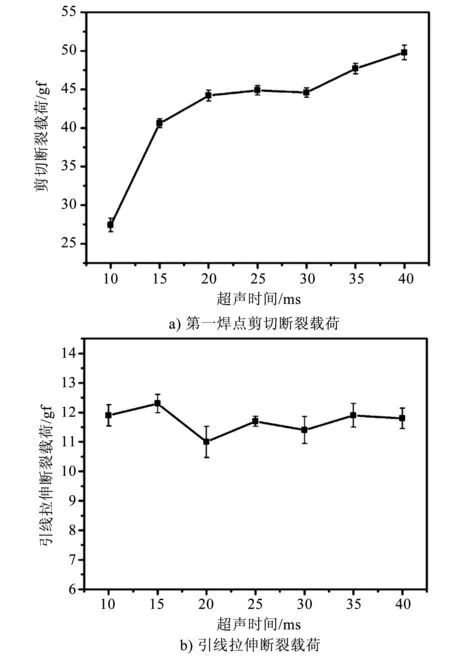
圖3 第一焊點剪切斷裂載荷和引線拉伸斷裂載荷隨超聲時間的變化規律
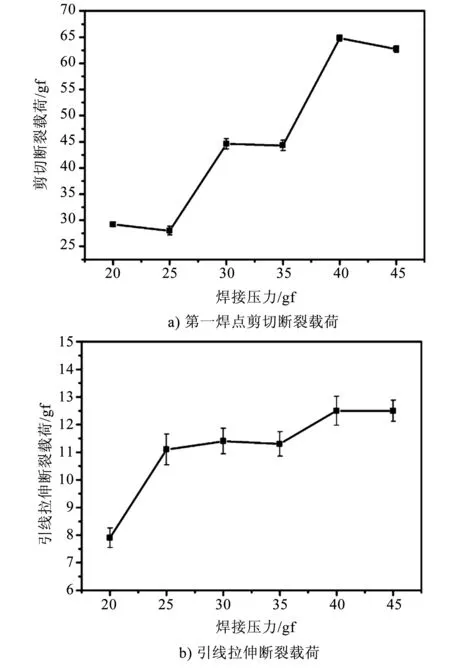
圖4 第一焊點剪切斷裂載荷和引線拉伸斷裂載荷隨焊接壓力的變化規律
由圖2可知,隨超聲功率從0.5 W增大到0.75 W,第一焊點的剪切斷裂載荷整體呈現逐步上升趨勢,強度從31.3 gf增大到46.0 gf,相對升高46.9%;隨超聲功率從0.5 W增大到0.75 W,引線拉伸斷裂載荷呈現先增大后減小的趨勢,超聲功率為0.6 W時達到最大強度12.5 gf,但總體強度變化不明顯。
由圖3可知,隨超聲時間從10 ms延長至40 ms,第一焊點剪切斷裂載荷整體呈現上升趨勢,強度從27.4 gf增大到49.8 gf,相對升高81.7%;鍵合引線的拉伸斷裂載荷隨超聲時間的延長呈現先增大后減小的趨勢,當超聲時間為15 ms時,拉伸斷裂載荷出現最大值12.3 gf,但整體強度變化不明顯。
由圖4可知,隨焊接壓力從20 gf增大到45 gf,金絲球焊第一焊點的剪切斷裂載荷整體呈上升趨勢,最小強度為28.0 gf,而最大強度為64.8 gf,相對升高了131.4%;引線拉伸斷裂載荷整體呈上升趨勢,最小強度為7.9 gf,而最大強度為12.5 gf,相對升高了58.2%。
在焊接過程中發現,當超聲功率達到0.75 W或超聲時間達到40 ms時,開始出現焊球偏離現象(見圖5)。

圖5 焊球偏離
上述各工藝參數對金絲球焊第一焊點的剪切斷裂載荷以及引線拉伸斷裂載荷影響的對比結果見表2。由表2可知,焊接壓力對金絲球焊第一焊點的剪切斷裂載荷的影響更大,而超聲功率的影響最小,可見,焊接壓力的增加可明顯提高金絲球焊第一焊點的強度。由超聲功率、超聲時間和焊接壓力對引線拉伸斷裂載荷影響對比可知,焊接壓力對引線拉伸強度的提高作用更明顯。因此,焊接壓力對引線鍵合強度的影響最大,超聲功率與超聲時間的影響程度相當。
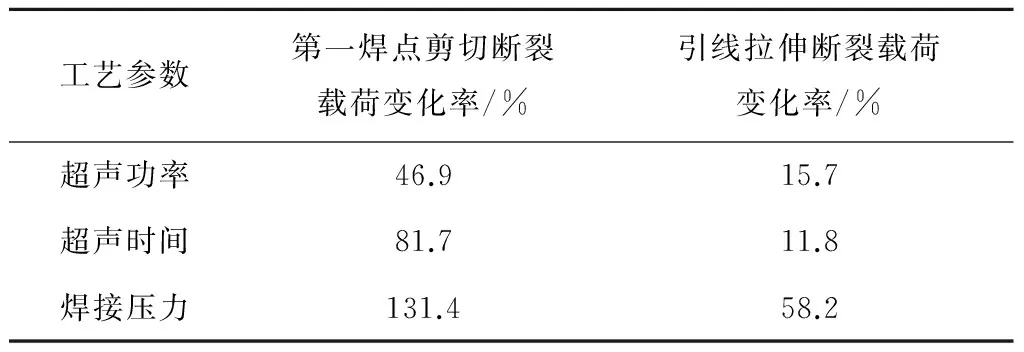
表2 各工藝參數對鍵合強度影響的變化率
在對基板進行不同溫度加熱條件下測得的金絲球焊第一焊點的剪切斷裂載荷和引線拉伸斷裂載荷隨基板加熱溫度變化曲線如圖6所示。由圖6可知,隨著溫度從25 ℃升高到175 ℃,金絲球焊第一焊點剪切斷裂載荷逐漸降低,強度從44.6 gf降低到33.5 gf,相對下降率為24.9%;鍵合金絲拉伸斷裂載荷隨溫度升高逐漸降低,強度從11.4 gf下降到7.2 gf,相對下降率為36.8%,其中,溫度從125 ℃升高到150 ℃時,拉伸斷裂載荷從9.3 gf急劇下降到7.3 gf,相對下降率為21.5%;溫度繼續升高25 ℃,強度無明顯變化。
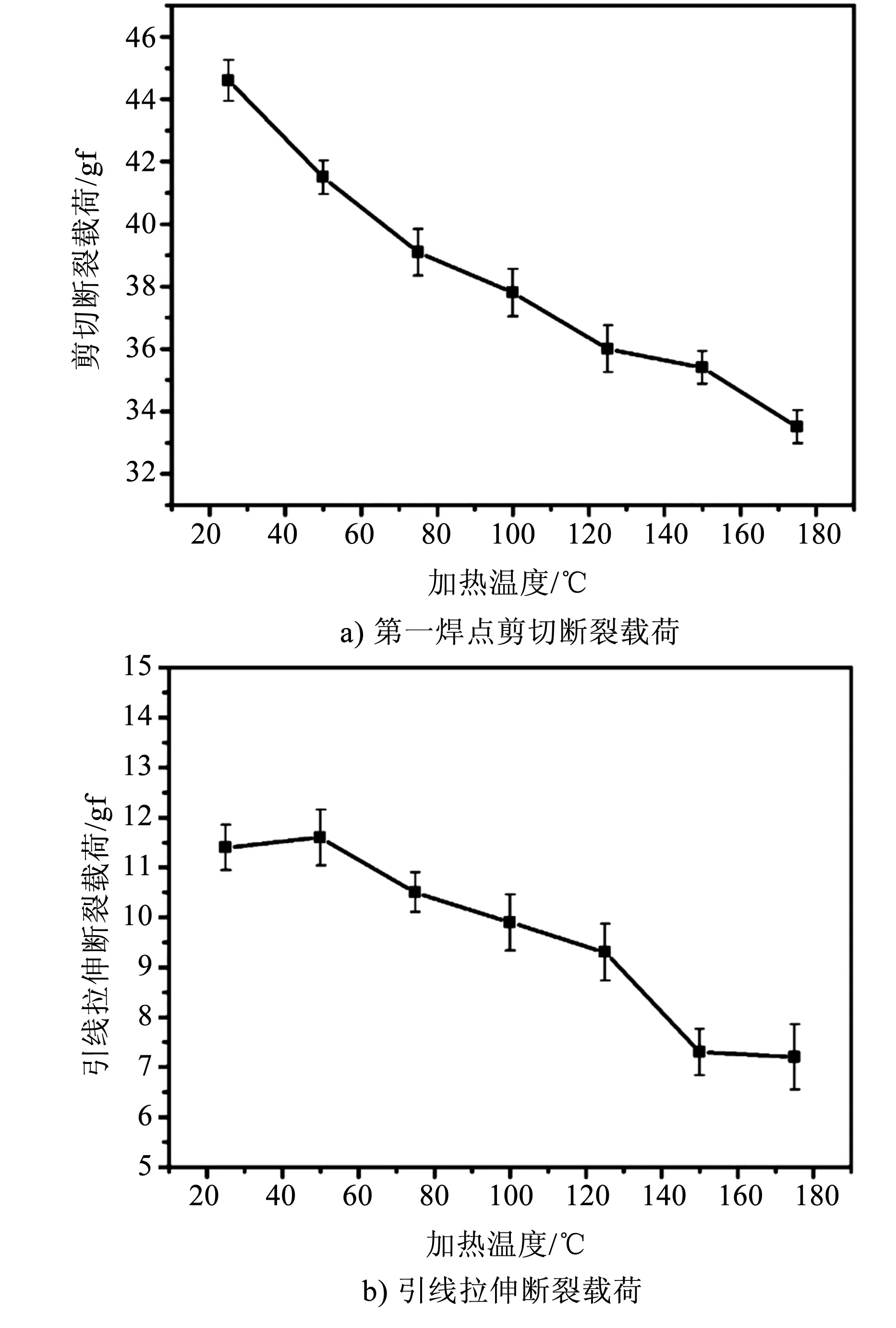
圖6 第一焊點剪切斷裂載荷和引線拉伸斷裂載荷隨基板加熱溫度的變化規律
第一焊點剪切斷裂載荷和引線拉伸斷裂載荷隨老化時間的變化曲線如圖7所示。由圖7可知,隨著老化時間從0延長至150 h,金絲球焊第一焊點的剪切斷裂載荷先增大后減小,在老化100 h時出現最大值(69.7 gf),老化時間超過100 h后,剪切斷裂載荷迅速下降;隨老化時間延長,鍵合引線的拉伸斷裂載荷先增大后減小,在老化時間為50 h時出現最大值(14.4 gf)。
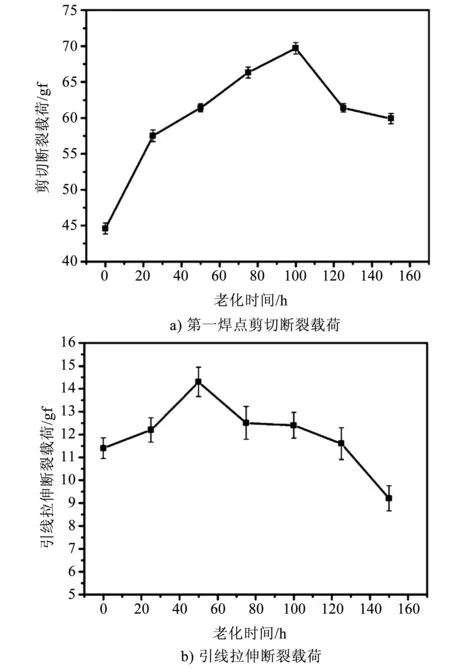
圖7 第一焊點剪切斷裂載荷和引線拉伸斷裂載荷隨老化時間的變化規律
金絲球與鍍銀基板鍵合后,結合界面背散射電子顯微(BSEM)照片如圖8所示,老化50和100 h后,金絲球與鍍銀界面背散射電子顯微(BSEM)照片如圖9所示。相較于未老化界面,老化50和100 h后Au/Ag和Ag/Cu這2種界面金屬間互相擴散作用明顯,使界面原子接觸面積更大,結合力更強,導致老化后,金絲球焊第一焊點的剪切斷裂載荷增大,而老化時間過長后,由于不同金屬的擴散速率不同,擴散一定時間后,擴散速率較快的一方將出現空洞,從而降低了界面結合力,致使金絲球焊第一焊點的剪切斷裂載荷在超過一定老化時間后開始下降。
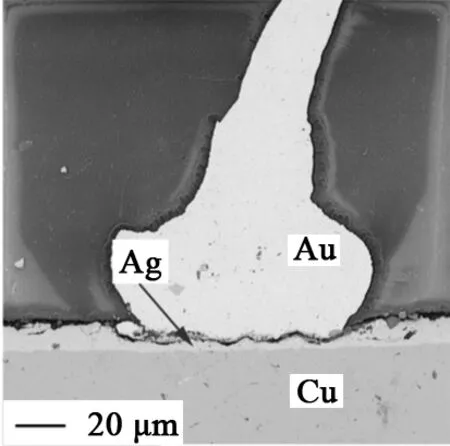
圖8 金絲球與鍍銀基板結合界面BSEM照片
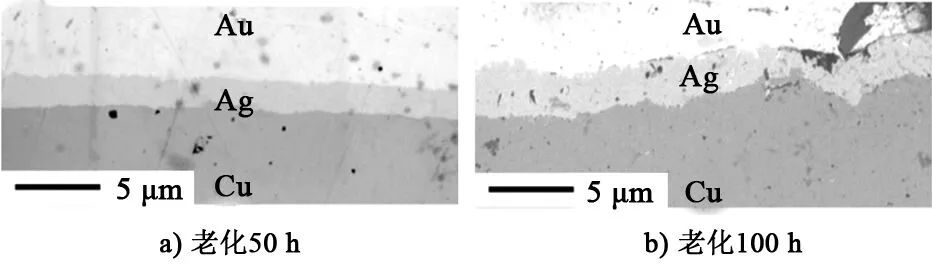
圖9 老化后金絲球與鍍銀基板結合界面BSEM照片
3 結語
通過上述研究,可以得出如下結論。
1)隨著超聲功率增大,金絲球焊第一焊點剪切斷裂載荷呈上升趨勢,引線拉伸斷裂載荷整體呈現出先增大后減小的趨勢;隨著超聲時間延長,第一焊點剪切斷裂載荷整體呈現逐步上升趨勢,鍵合引線拉伸斷裂載荷整體呈現先增大后減小的趨勢,但變化不明顯;隨著焊接壓力增大,第一焊點的剪切斷裂載荷和鍵合引線拉伸斷裂載荷均整體呈上升趨勢,即焊接壓力對引線結合性能的影響較顯著。
2)隨著引線強度測試過程中基板加熱溫度的升高,金絲球焊第一焊點的剪切斷裂載荷和引線拉伸斷裂載荷均呈現隨溫度升高逐漸降低。
3)老化時間從0延長至150 h,金絲球焊第一焊點的剪切斷裂載荷和引線的拉伸斷裂載荷均呈先增大后減小的趨勢,載荷下降可能是由于不同金屬在高溫下的擴散速率不同導致擴散速率快的金屬內產生空洞,從而降低了界面結合力。
[1] 何田.引線鍵合技術的現狀和發展趨勢[J].電子工業專用設備,2004,33(10):12-14.
[2] 晁宇晴,楊兆建,喬海靈.引線鍵合技術進展[J]. 電子工藝技術, 2007,28(4):205-210.
[3] 徐慧.銅及金絲與鋁合金焊盤鍵合的金屬間化合物生長和可靠性[D]. 哈爾濱:哈爾濱工業大學,2006.
[4] 吳德馨,等. 現代微電子技術[M]. 北京:化學工業出版社,2002.
[5] 袁氏開. 微互連技術[EB/OL]. [2011-03-02] https://wenku.baidu.com/view/0411255d3b3567ec102d8a58.html.
[6] Kim S, Hemati N. EEP-structural analysis[J]. Microelectronics and Fiber Optics, 1994(8):31-40.
[7] 荒井英輔. 集成電路B[M]. 北京:科學出版社,2000.
[8] Son S B, Lee Y K, Kang S H, et al. A numerical approach on the inclusion effects in ultrafine gold wire drawing process[J]. Engineering Failure Analysis, 2011, 18:1272-1278.
[9] 田春霞. 電子封裝用導電絲材料及發展[J]. 稀有金屬, 2003, 27(6):782-787.