插銑工藝中切削速度對燃燒室機匣零件表面完整性的影響
2018-03-29 10:31:38熊明和張晟偉唐鋆磊
新技術新工藝 2018年3期
關鍵詞:示意圖
熊明和,張晟偉,唐鋆磊
(1.中國航發航空科技股份有限公司,四川 成都 610503;2.西南石油大學,四川 成都 610500)
表面完整性這個概念最早由Field等于1964年明確提出[1]。表面完整性是指零件加工后的表面紋理和表面層冶金質量,又稱表面層質量,主要包括兩方面內容:一個是幾何方面的,即表面形貌,通常用表面粗糙度表示;另一個是材料特征方面的,常稱為表面變質層,包括表面層的加工硬化程度、結晶組織變化和殘余應力等。加工表面完整性對高溫合金零件的疲勞性能有很大影響。航空發動機零件的可靠性和使用壽命取決于所用結構材料的疲勞特性,從航空發動機的使用過程和故障分析得知,各種形式的疲勞破壞幾乎都集中在零件的表面或接近表面的地方。當零件處于腐蝕介質和交變載荷的共同作用時,較差的表面完整性將會加快零件的疲勞破壞,降低零件的使用壽命[2]。本文根據插銑工藝試驗數據,對加工后的表面變質層、加工硬化層和白層-非晶形層進行了研究,分析了切削速度的影響規律,為燃燒室機匣零件的銑削加工參數優化以及表面完整性控制研究提供了相關的試驗基礎數據。
1 試驗部分
1.1 燃燒室機匣零件特點
燃燒室機匣是發動機的關鍵零件,為整體機匣,材料為MSRR7192,材料主要化學成分見表1,材料硬度為500 HBW。
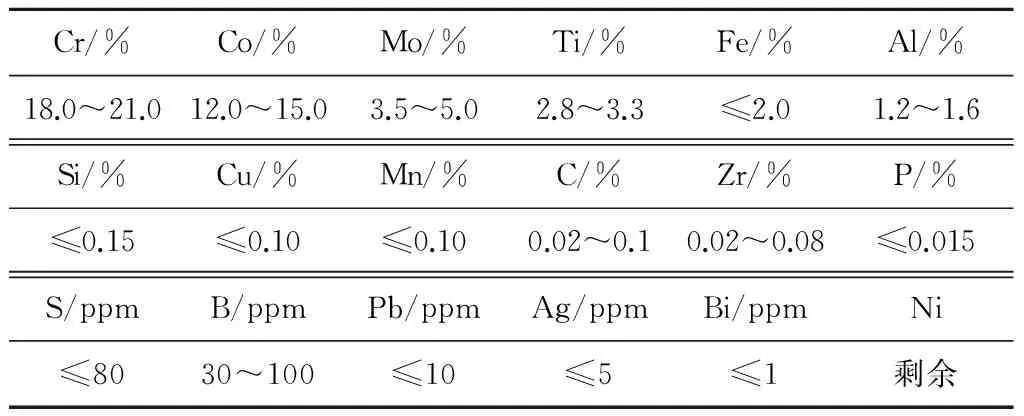
表1 MSRR7192材料主要化學成分
該零件總高約為600 mm,直徑為950 mm,最薄壁厚為2 mm,零件內型有20個凸臺結構區域距離大端約為240 mm,懸伸較長,內型面復雜,銑加工任務量大(外型面示意圖如圖1所示,內型面示意圖如圖2所示),使用彎頭加工效率低,因此引進插銑加工方法。
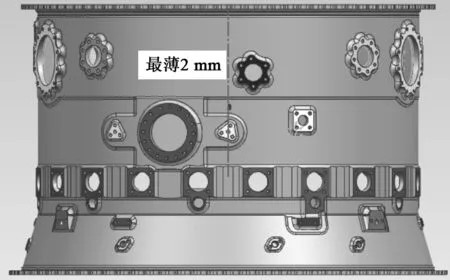
圖1 燃燒室機匣外形面示意圖
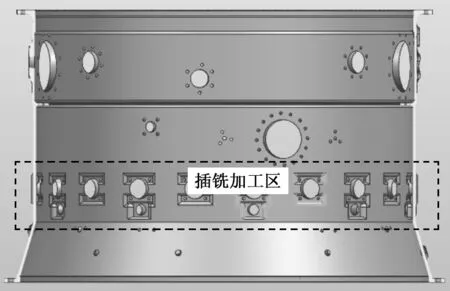
圖2 燃燒室機匣內型面示意圖
由于其工作環境處于高溫高壓狀態,其表面完整性要求較高。為了滿足零件壽命和性能,其表面完整性有特殊要求(見表2)。
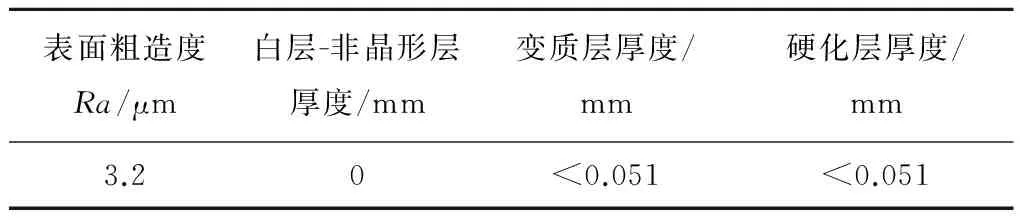
表2 燃燒室機匣表面質量要求
1.2 插銑原理
插銑法又稱為Z軸銑削法,是實現高切除率最有效的加工方法之一。插銑加工時,刀具沿主軸方向做進給運動,利用底部的切削刃進行鉆、銑組合切削。插銑完一刀后,軸向抬刀,水平進給1個步距S,移動到下一個加工點,再進行第2刀插銑,如此反復,直至加工完成。插銑工藝機理圖如圖3所示。
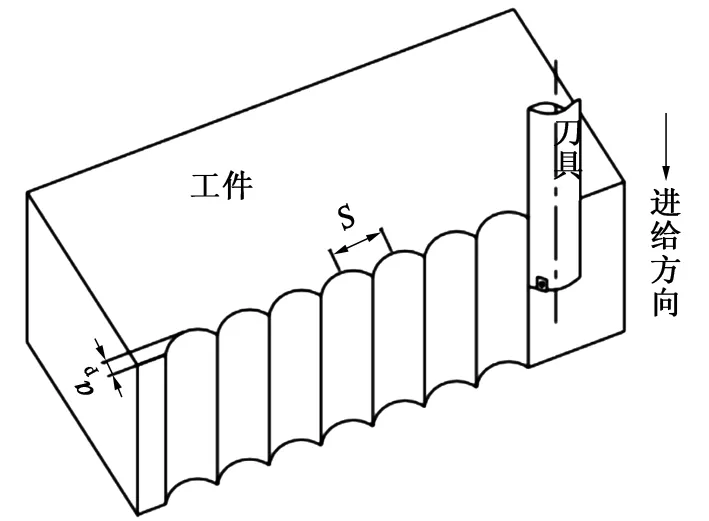
圖3 插銑工藝機理圖
刀具繞自身中心軸做旋轉運動,并且沿軸向做進給運動, 因此刀刃上的每個點的運動軌跡形成了不同半徑的圓柱螺旋線,所有點的運動的集合組成了一個螺旋面,即切削平面,利用CATIA可以得到刀尖點的運動軌跡曲線(見圖4)。
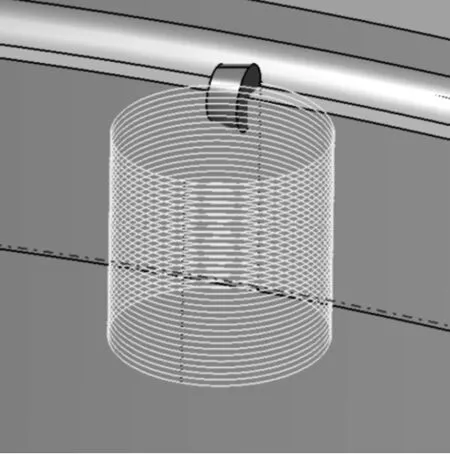
圖4 刀尖點軌跡螺旋線圖
1.3 試驗條件
試驗加工設備為DUM125P五軸數控加工中心,冷卻液為16EP,濃度為8%~9%,內冷壓力為20 bar,外冷壓力為6 bar。所使用的刀具型號見表3。其中,圓刀片刀頭示意圖如圖5所示,抗震刀柄示意圖如圖6所示。
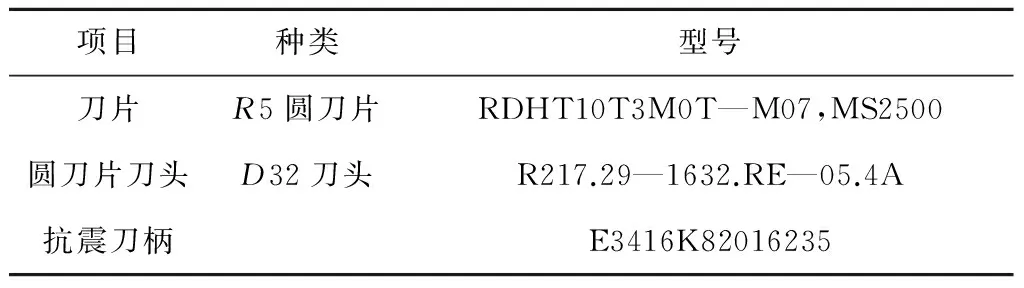
表3 試驗刀具采用SECO涂層硬質合金刀片

圖5D32R5插銑刀刀頭示意圖

圖6插銑刀抗震刀柄示意圖
機械加工參數見表4。為了保證加工后表面粗糙度為Ra3.2 μm,fz和S設為恒定值。為了合理利用刀片保證加工的經濟性,設vc為25~45 m/min,ap為恒定值。
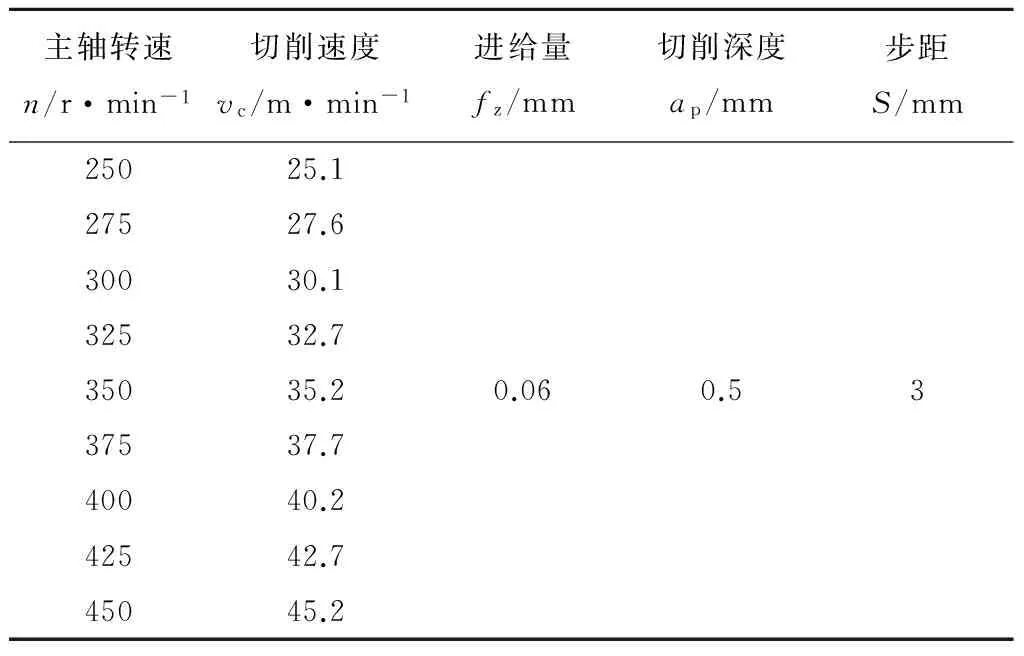
表4 機械加工參數
根據上述所使用的設備、刀具及加工參數編制出加工程序,其加工刀具路徑示意圖如圖7所示,試驗現場實際的刀具加工狀態如圖8所示。
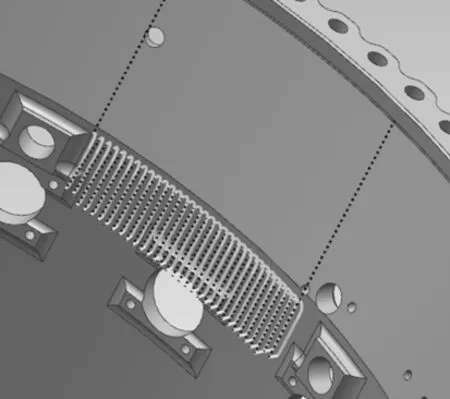
圖7加工刀具路徑示意圖
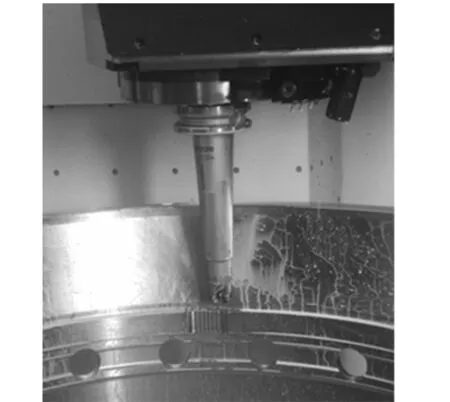
圖8試驗現場實際的刀具加工狀態
試驗中,每組參數加工都選用新的切削刃進行加工。試驗完成后,采用線切割對加工試樣進行分割,然后制備金相試樣并進行腐蝕,腐蝕劑配比見表5,采用Leica DM6000M設備進行微觀形貌觀察。
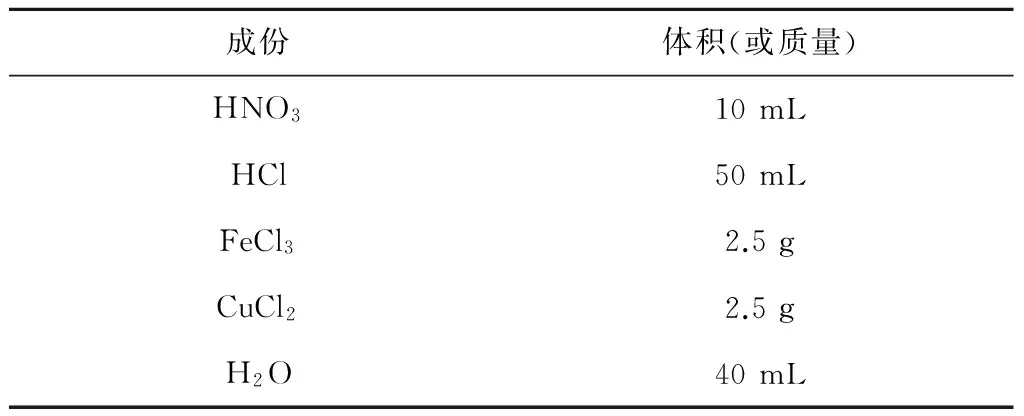
表5 腐蝕劑配比表
2 試驗結果與分析
2.1 切削速度對變質層的影響
表面變質層是一種形成條件極寬、表現形式各異的微觀組織結構,根據加工方法的不同,變質層的微觀組織及力學性能存在差異。不同加工條件下獲得的材料截面形貌如圖9所示,不同切削速度下獲得的變質層厚度情況如圖10所示。
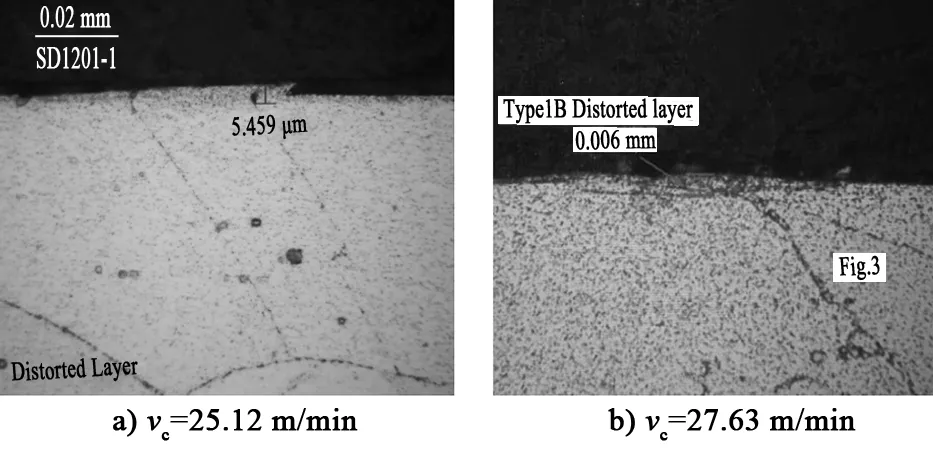
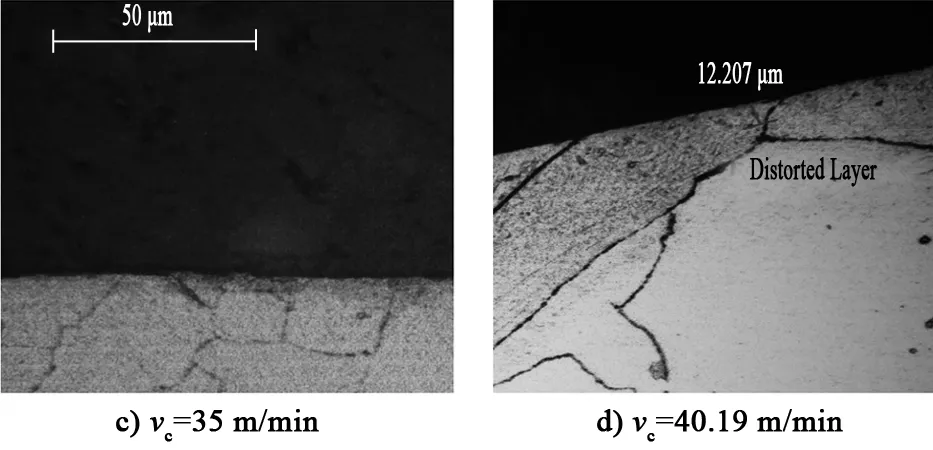
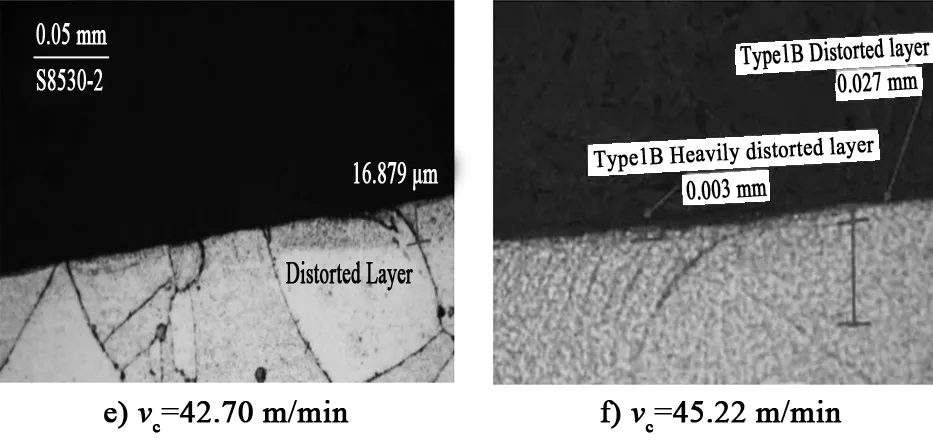
圖9 不同加工條件下獲得的材料截面形貌
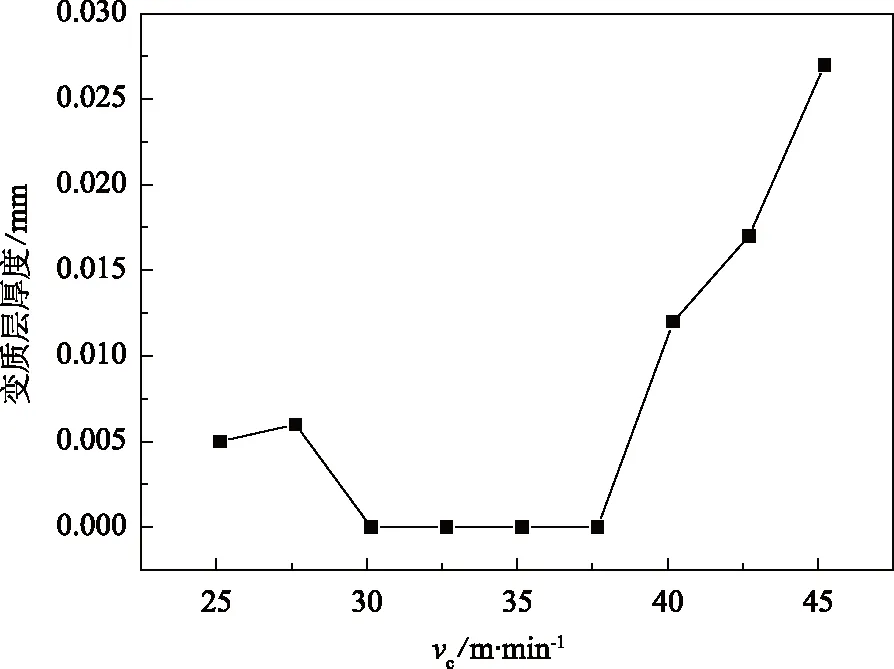
圖10 切削速度與變質層厚度的關系曲線
從試驗結果可以看出,當切削速度<30 m/min時,由于機械擠壓過程產生了較大的塑性變形,因此出現了變質層;當切削速度為30.1~37.7 m/min時,由于刀具接觸時間減少等綜合作用的結果,未達到變質層的臨界條件,因此未出現變質層;當切削速度>37.7 m/min時,溫度升高,塑性變形增大,刀具磨損加劇,變質層厚度將逐漸加厚,出現的最大變質層厚度為0.027 mm。從上述數據可以看出,變質層的形成依賴于切削加工條件,隨著刀具磨損量增加,表面塑性變形和結構變質層相應增加[3-5],而且隨著刀具磨損狀態的加劇,加工表面變質層發生更嚴重的塑性變形,加工表面影響區深度增加[6]。
2.2 切削速度對加工硬化層的影響
金屬切削加工過程中,表層金屬受到了復雜的塑性形變,使晶格扭曲畸變,晶粒間產生滑移,晶粒被拉長,使表面層金屬的硬度增加,統稱為加工硬化。加工硬化會減少金屬塑性,金屬的物理性質也會發生變化。不同切削加工條件下獲得的變形層情況如圖11所示,切削速度和加工硬化層厚度之間的關系如圖12所示。
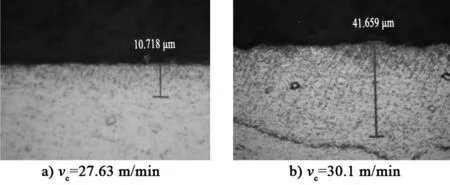
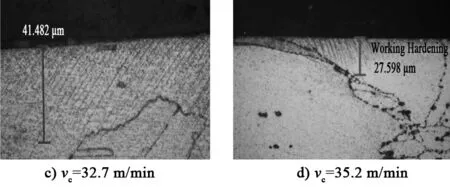
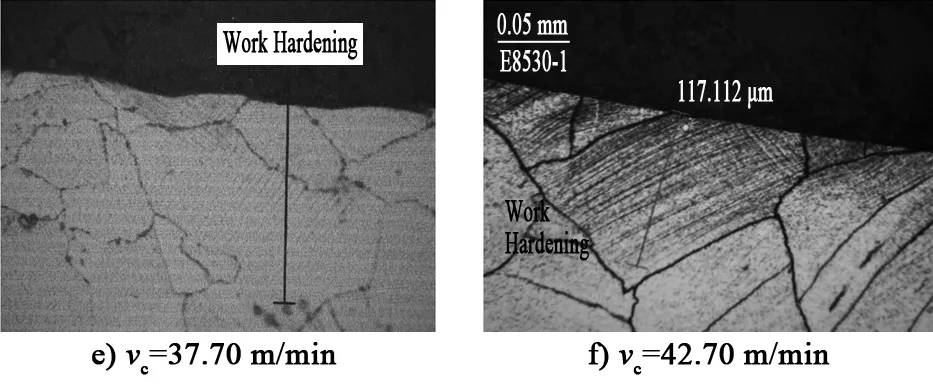
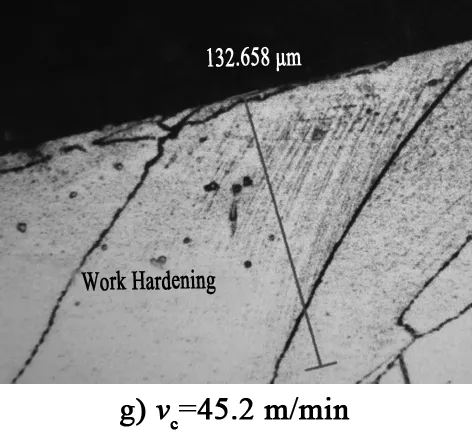
圖11 不同切削加工條件下獲得的變形層情況
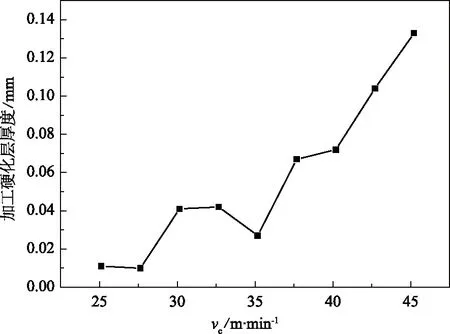
圖12 切削速度與加工硬化層厚度的關系曲線
從試驗結果可以看出,當切削速度為25~32 m/min時,表面的加工硬化呈上升趨勢;當切削速度從32 m/min上升到35 m/min時,加工硬化程度呈減小趨勢。這種加工硬化程度的減小主要是由于刀具與工件的作用時間減少,使塑性變形的擴展深度減小,使硬化來不及進行,并且增高切削溫度,切削熱引起的軟化,因此表面硬化程度減小[7]。而后隨著切削速度的進一步提高,加工硬化層的厚度又迅速增加,這是因為切削溫度隨切削速度的上升而持續上升,單位時間的金屬去除率顯著提高,材料變形程度的增大,刀工的摩擦作用的加劇,表面氧化作用增強,切削加工表面層始終處于高應變和高應變率狀態下,同時切削加工產生的切削熱的大部分被切屑帶走,材料表層塑性變形的速度大于溫度軟化的速度,使得加工硬化程度增加[8]。
2.3 切削速度對白層-非晶形層的影響
白層是指在不同條件下存在于金屬材料表面或者亞表面下的,經金相試劑浸蝕后在光學顯微鏡下無特征形貌并呈白色的硬層的通稱。白層有2個顯著的特征:比基體硬度高和無特征組織形貌。在硬態切削中在已加工表面極易出現白層,與基體相比,白層通常是硬相組織,并且導致表面變得很脆,從而進一步引起裂紋的滲透使產品失效。不同切削速度下獲得的材料截面形貌如圖13所示,切削速度與白層-非晶形層厚度的關系如圖14所示。
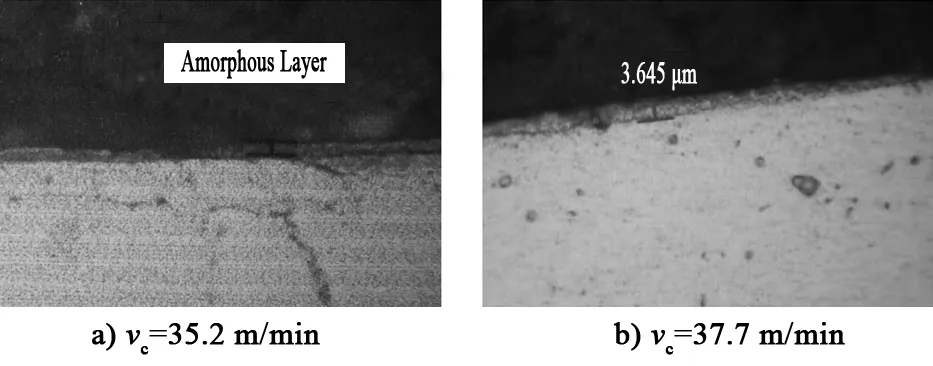
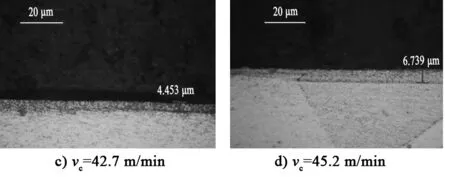
圖13 不同切削速度下獲得的材料截面形貌
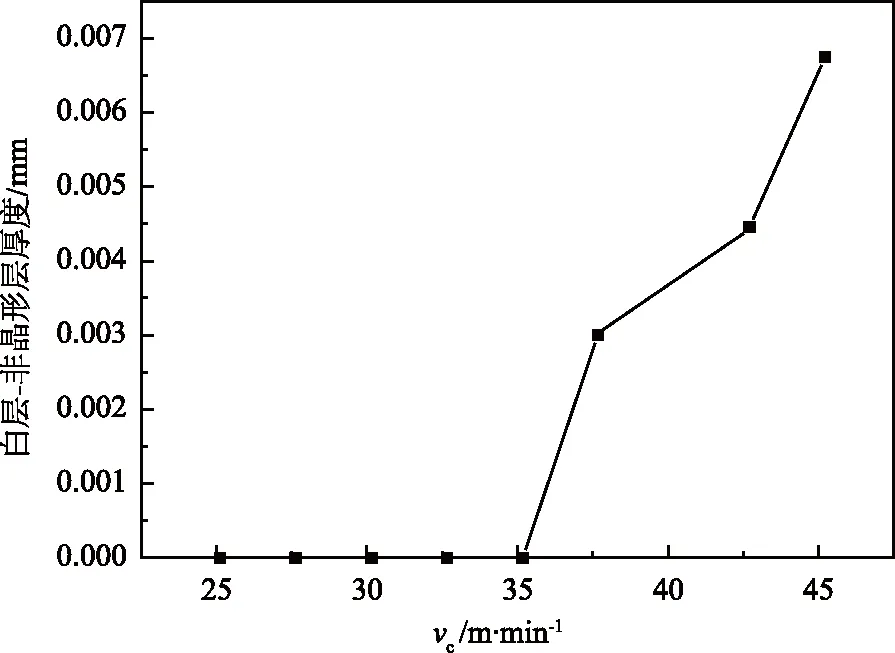
圖14 切削速度與白層-非晶形層厚度的關系曲線
圖13顯示白層-非晶形層是同時出現的,但當切削速度為27.6~35.1 m/min時未出現白層-非晶形層;當切削速度到達35.2 m/min時出現了較薄的白層-非晶層,隨后該層隨著切削速度的上升而不斷增厚;當切削速度為45.2 m/min時,出現的白層-非晶層厚度約為6.739 μm。從試驗結果可以看出,白層的形成依賴于切削速度,隨著切削速度的增大,切削溫度的增加,白層厚度將逐漸加厚。這表明本研究中白層的形成一方面是機械載荷作用下劇烈塑性變形的結果[9],其主要前提是切削速度不高;另一方面,白層的形成依賴于材料本身和切削加工條件[10-11],其厚度取決于切削速度、刀具的刀面磨損、進給速度、切削深度、刀尖圓弧半徑、硬車削機床和材料屬性等。
3 結語
本文對高溫鎳基合金燃燒室外機匣零件插銑工藝的切削速度對變質層、加工硬化層、白層-非晶層的影響規律展開了研究,得到結論如下。
1)當插銑切削速度為30~35 m/min時,能夠達到燃燒室外機匣零件表面完整性要求,即適用于現場加工的主軸轉速為300~350 r/min。
2)變質層的形成依賴于切削加工條件,與切削速度密切相關。當切削速度>37.7 m/min時,變質層厚度隨著切削速度的增大而增大。
3)當切削速度為30~35 m/min時,隨著切削速度的增加,加工硬化程度有減小的趨勢;但當切削速度>35 m/min時,隨著切削速度的增大,整體呈現上升趨勢。
4)白層-非晶形層的形成依賴于切削速度。當切削速度為35~45 m/min時,隨著切削速度的增大,切削溫度上升以及刀具磨損加劇,白層厚度將逐漸加厚。
[1] Field M, Kahles F. Review of surface integrity of machined components[J]. CIRP Ann, 1971, 20(2):1-11.
[2] 韓榮第. 金屬切削原理與刀具[M]. 哈爾濱:哈爾濱工業大學出版社,2007.
[3] Sharman A R C, Hughes J J, Ridgway K. Workpiece surface integrity and tool life issues when turning Inconel 718 nickel based superalloy[J]. Machining Science and Technology, 2004, 8(3):399-414.
[4] Che-Haron C H, Jawaid A. The effect of machining on surface integrity of titanium[J]. Journal of Materials Processing Technology, 2005, 166:188-192.
[5] Che-Haron C H. Tool life and surface integrity in turning titanium alloy[J]. Journal of Materials Processing Technology, 2001, 118:231-237.
[6] Ginting A, Nouari M. Surface integrity of dry machined titanium alloys[J]. International Journal of Machine Tools and Manufacture, 2009, 49:325-332.
[7] 陳日耀. 金屬切削原理[M]. 北京:機械工業出版社, 2002.
[8] 楊振朝,張定華,姚倡鋒,等. TC4鈦合金高速銑削參數對表面完整性影響研究[J]. 西北工業大學學報,2009, 27(4):538-543.
[9] 戴素江,邢彤,文東輝,等. 精密硬態切削表面組織形態的研究[J]. 中國機械工程,2006,17(10):1007-1014.
[10] 杜勁,劉戰強,張入仁,等. 鎳基高溫合金高速銑削加工表面完整性[J]. 中南大學學報:自然科學版,2012,43(7):2593-2600.
[11] 金潔茹,張顯程,涂善東,等. 車削速度對GH4169加工表面完整性的影響[J]. 中國表面工程,2015,28(3):108-113.
猜你喜歡
《學習方法報》歷史中考版(2023年21期)2023-11-09 07:40:38
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當代貴州(2019年41期)2019-12-13 09:28:56
娃娃樂園·3-7歲綜合智能(2016年1期)2016-10-25 09:32:48
中國共青團(2015年7期)2015-12-17 01:24:38
中學生數理化·八年級物理人教版(2014年1期)2015-01-09 08:50:45
中國扶貧(2014年8期)2014-06-27 15:33:39
中國扶貧(2014年8期)2014-06-27 04:09:02
中學生數理化·八年級物理人教版(2014年2期)2014-04-02 08:50:44
能源(2014年3期)2014-03-27 09:55:20