基于S7-300與變頻器控制的自動化生產(chǎn)線設(shè)計
2018-04-02 07:17:34朱光波
裝備制造技術(shù) 2018年1期
朱光波
(湖北水利水電職業(yè)技術(shù)學(xué)院電力電子工程系,湖北 武漢430223)
0 引言
隨著居民生活水平的提高,我國的啤酒需求量增長速度很快。為了適應(yīng)這一需求,啤酒生產(chǎn)廠家不斷擴大生產(chǎn)規(guī)模。在擴大規(guī)模的同時,如何保證產(chǎn)品質(zhì)量,提高生產(chǎn)效率,就顯得尤為重要。啤酒灌裝生產(chǎn)線是啤酒行業(yè)不可缺少的主要生產(chǎn)設(shè)備,對其裝酒過程的酒位控制、灌裝壓力控制、同步速度控制等是灌裝質(zhì)量的重要保證。本文提出通過可編程控制器輸出來控制變頻器的多段速調(diào)速,讓電動機轉(zhuǎn)速跟隨檢測的反饋信號而變化,實現(xiàn)對灌裝啤酒傳送帶速度的自動控制,使其與灌裝機的速度相匹配,提高了工業(yè)生產(chǎn)的效率。本設(shè)計將可編程控制器和變頻器控制進行了充分的結(jié)合運用,將可編程控制器的開關(guān)量輸出端直接與變頻器的開關(guān)輸入端相連,具有操作簡便、運行穩(wěn)定與可靠等諸多特點。并運用組態(tài)軟件設(shè)計了生產(chǎn)線實時監(jiān)控畫面,生產(chǎn)過程中的各測控點參數(shù),各流程的動態(tài)圖像都會實時顯示在監(jiān)控屏幕上。便于生產(chǎn)管理者,能夠及時了解生產(chǎn)進度和設(shè)備運行情況,做出及時有效的決策,保證生產(chǎn)的安全性和高效性。
1 系統(tǒng)總體設(shè)計
本系統(tǒng)是以PLC和變頻器為核心,通過各種傳感器以及I/O數(shù)據(jù)采集卡,對灌裝生產(chǎn)線執(zhí)行機構(gòu)進實時控制和調(diào)節(jié)的自動化控制系統(tǒng)。該控制系統(tǒng)需要控制的對象包括各生產(chǎn)工位的傳送電機、保護氣體閥、灌裝閥、下蓋機構(gòu)、壓蓋機構(gòu),需要采集的數(shù)據(jù)包括儲酒缸、在線酒瓶酒位,保護氣體壓力,灌裝時酒的流速,空/滿酒瓶輸送皮帶的速度,空/滿瓶的到位、堆堵、下蓋、打開/關(guān)閉裝酒閥的狀態(tài)。生產(chǎn)線由傳送帶和灌裝液罐組成,傳送帶由電機拖動。電機可以正反轉(zhuǎn)。電機正轉(zhuǎn)時,傳送的易拉罐依次通過空罐位、灌裝位、滿罐和終端4個工位。
控制面板包括自動化生產(chǎn)線控制臺上裝備普通的下位機控制面板和上位機HMI(人機界面)兩種設(shè)備,分別都可對生產(chǎn)線實行控制。
下位機控制面板要求:下位機使用普通的控制面板,在控制面板上要求設(shè)計啟動和停止按鈕、急停按鈕、下位(PLC)/上位(HMI)選擇開關(guān)、手動/自動選擇開關(guān)、正反轉(zhuǎn)點動開關(guān)、故障復(fù)位按鈕、計數(shù)器、計數(shù)清零按鈕和各種指示燈。
上位機人機交互界面:上位機人機界面要求HMI設(shè)備使用TP177B color PN/DP觸摸屏作為控制裝置,具體布置如圖1所示。
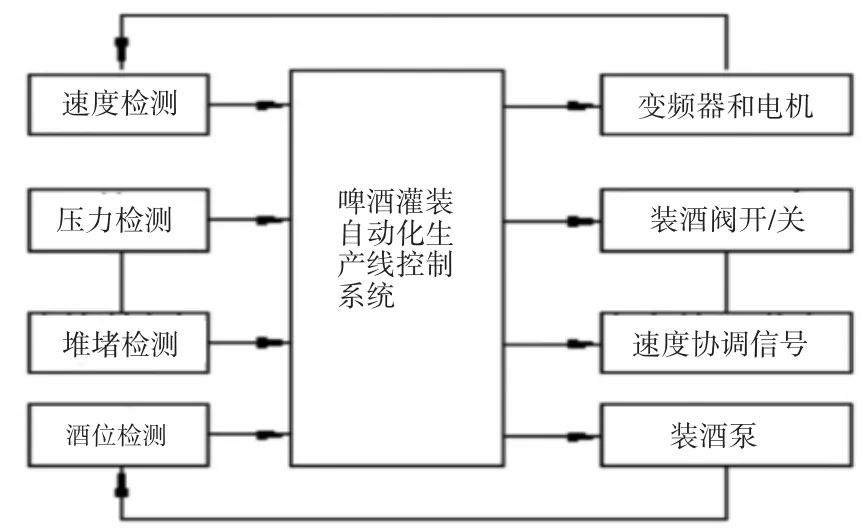
圖1 系統(tǒng)總體結(jié)構(gòu)
控制裝置:整個系統(tǒng)要求下位機使用西門子可編程控制器S7-300進行控制管理,上位機要求使用組態(tài)軟件WinccFlexible,將現(xiàn)場狀態(tài)以圖形、表格、曲線等動態(tài)的再現(xiàn)在TP177B color PN/DP觸摸屏上,對現(xiàn)場實行監(jiān)控[1]。
驅(qū)動裝置:要求使用西門子MM440系列變頻器驅(qū)動傳送帶電機,并要求可編程控制器S7-300通過Profibus-DP網(wǎng)絡(luò)與MM440系列變頻器能夠通訊控制,變頻器驅(qū)動電機。
控制模式:自動化生產(chǎn)線需設(shè)計手動和自動兩種工作模式。手動模式用于設(shè)備的調(diào)試和滿罐計數(shù)值的復(fù)位。自動模式下允許啟動生產(chǎn)線運行。
系統(tǒng)故障與報警:控制系統(tǒng)應(yīng)具備緊急情況的處理以及故障診斷與顯示報警功能。當(dāng)設(shè)備發(fā)生故障時,控制系統(tǒng)能夠立即響應(yīng),在控制面板上或HMI上相應(yīng)的指示燈閃爍,故障排除后,只有按下故障復(fù)位按鈕,生產(chǎn)線才能自動運行。
控制系統(tǒng)其它要求:急停保護與計數(shù)與顯示功能、灌裝液罐中液位監(jiān)視功能等。
系統(tǒng)總體結(jié)構(gòu)如圖1所示。
系統(tǒng)的工作原理:現(xiàn)場的速度傳感器、壓力變送器、堆堵光電傳感器、液位傳感器以及現(xiàn)場各種開關(guān)器件將采集到的信號傳給PLC,PLC根據(jù)采集到的信號狀態(tài),調(diào)用相應(yīng)的控制程序或算法進行數(shù)據(jù)處理,然后對控制對象進行實時控制和調(diào)節(jié)。在控制的同時,PLC會通過工業(yè)以太網(wǎng)將控制對象及各采集器件的實時工作狀態(tài)傳給上位PC服務(wù)器中,并在監(jiān)控畫面中動態(tài)顯示。
2 硬件設(shè)計
根據(jù)啤酒灌裝自動生產(chǎn)線控制和工藝要求,經(jīng)過對現(xiàn)場控制設(shè)備的控制關(guān)系的分析,本系統(tǒng)選用惠普 PC、西門子 PLC(S7-300)和變頻器(MM440)組成上下兩級自動控制系統(tǒng)[2]。上位PC機位于主控室,主要作用是與S7-300進行實時通訊,獲取灌裝生產(chǎn)線上的實時數(shù)據(jù),并顯示灌裝工藝流程,提示報警,報表曲線的生成及打印,對數(shù)據(jù)進行實時保存以便查詢。PLC為下位設(shè)備控制層,主要對系統(tǒng)邏輯、變頻器速度段、各控制閥的啟停、液位數(shù)據(jù)采集等進行控制。并通過工業(yè)以太網(wǎng)與主機PC進行通訊,傳送生產(chǎn)過程中的各種參數(shù)。系統(tǒng)硬件配置圖如圖2所示。
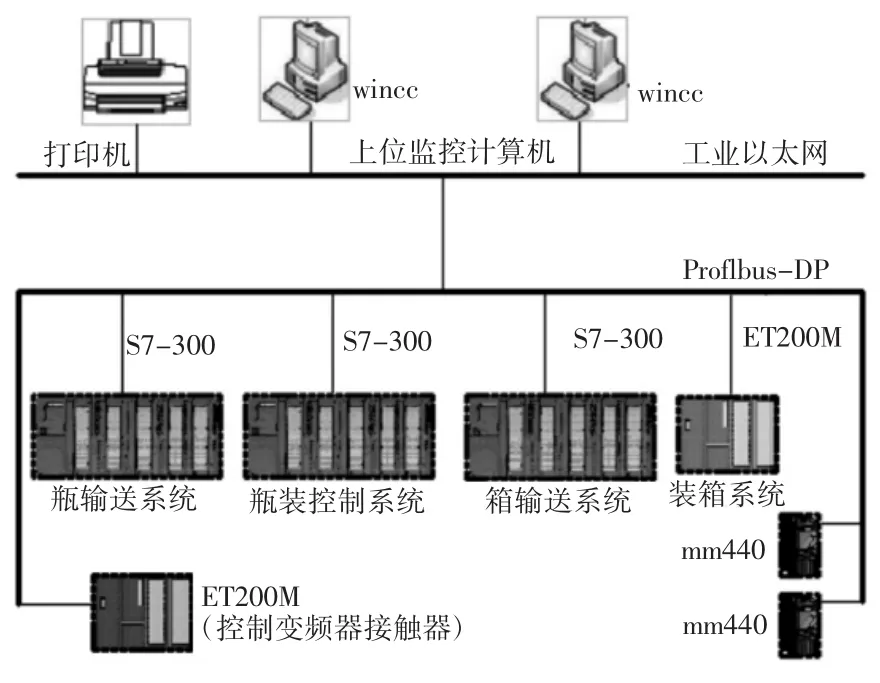
圖2 系統(tǒng)硬件配置圖
2.1 PLC的選型
系統(tǒng)選用SMIATIC S7-300系列PLC,它配有豐富的指令系統(tǒng),易于用戶編程,具有豐富的特殊模塊和通訊能力,非常適合在自動化生產(chǎn)控制系統(tǒng)中應(yīng)用。S7-300系列PLC有六種基本的CPU型號,根據(jù)系統(tǒng)需要檢測和控制的參數(shù),系統(tǒng)選用CPU 315-2DP,可連接32個擴展模塊,帶有RS-485接口及Profibus DP接口。根據(jù)控制及冗余配置要求,選用32點輸入模塊一塊,32點輸出模塊一塊。由于還要對液位、壓力等模擬信號進行測量和控制,故選取8點模擬量輸入輸出混合模塊一塊。由于各測控點位于生產(chǎn)線的各個不同的位置,距離較遠,直接用S7-300進行控制會受到電磁信號的干擾降低系統(tǒng)可靠性,因此系統(tǒng)采用分布式I/O控制設(shè)備ET200M.它是作為S7-300的從站,通過Profibus DP與主站進行實時數(shù)據(jù)通信。
2.2 變頻器的選型
變頻器選用西門子MM440型變頻器,該類型變頻器既支持與主站的周期性數(shù)據(jù)通信,也支持與主站的非周期性通信,為了能夠?qū)崿F(xiàn)S7-300通過Profibus DP協(xié)議與變頻器通訊,本系統(tǒng)選用CB通訊模塊加裝在MM440上。變頻器的硬件控制電路如圖3所示。
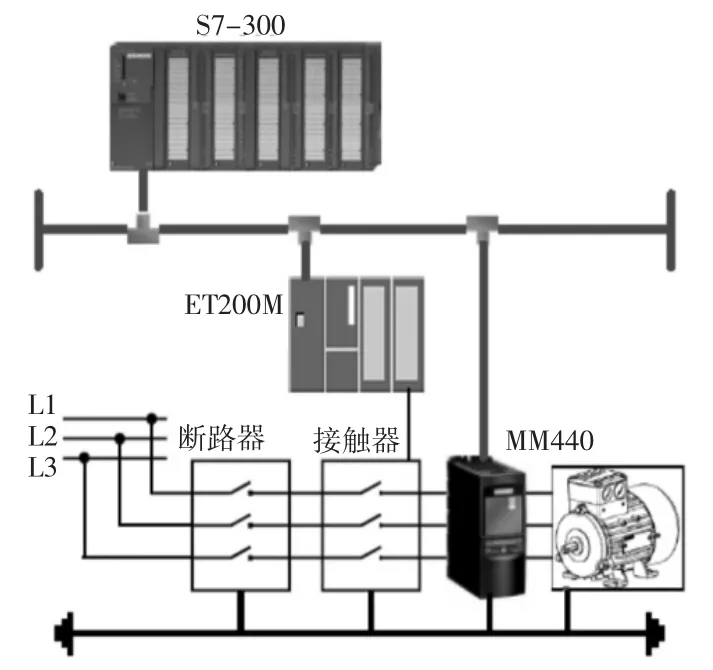
圖3 變頻器控制示意圖
3 軟件設(shè)計
根據(jù)啤酒灌裝的工藝流程及控制要求,系統(tǒng)軟件設(shè)計分為PLC控制和監(jiān)控畫面軟件設(shè)計。PLC控制系統(tǒng)的所有功能都在主循環(huán)OB1里面實現(xiàn),OB1根據(jù)控制需要,調(diào)用各個功能函數(shù)模塊實現(xiàn)各控制功能[3]。系統(tǒng)主程序流程圖如圖4所示。限于篇幅,這里主要介紹一下PLC與變頻器的通訊程序和監(jiān)控畫面軟件設(shè)計。
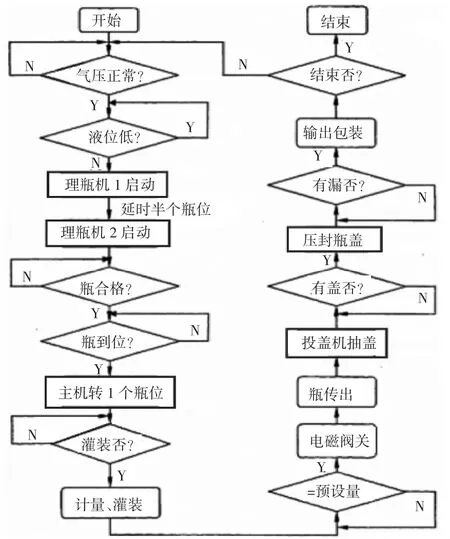
圖4 主程序流程圖
3.1 PLC與變頻器通信設(shè)計
本系統(tǒng)中PLC與變頻器的通信采用Profibus DP總線方式。通信介質(zhì)采用屏蔽雙絞線或光纜。S7-300使用功能塊SFC14/SFC15讀取和修改MM440的參數(shù)值,從而使變頻器能夠按照系統(tǒng)要求對電機進行控制,并能夠?qū)崟r讀取電機當(dāng)前的電壓、電流、頻率值。程序流程圖如圖5所示。
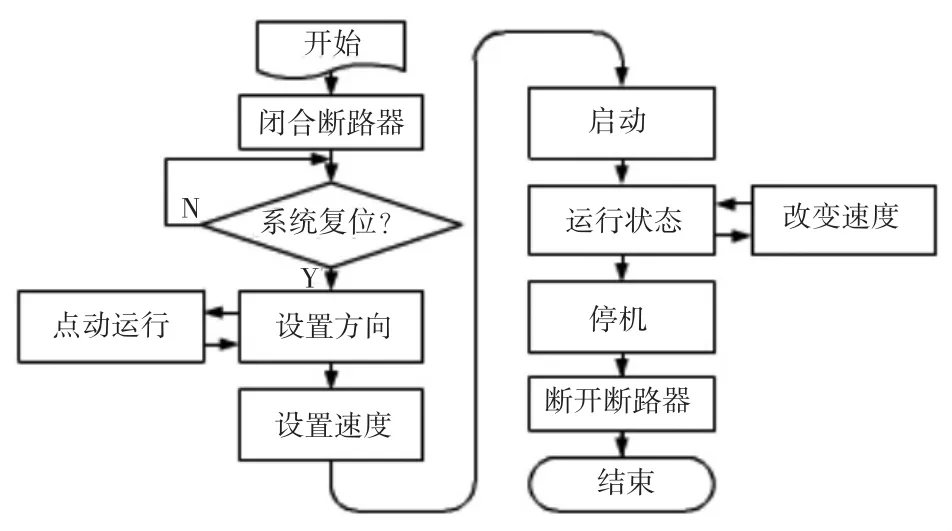
圖5 PLC與變頻器的通訊程序總體流程圖
3.2 監(jiān)控組態(tài)軟件設(shè)計
作為啤酒灌裝生產(chǎn)線上位機控制信息管理系統(tǒng)的一個子系統(tǒng),監(jiān)控畫面起著非常重要的作用。它實現(xiàn)了整個灌裝過程的遠程控制和實時監(jiān)控。系統(tǒng)選用wincc6.2工業(yè)組態(tài)軟件作為上位機的控制軟件開發(fā)平臺。啤酒灌裝生產(chǎn)線監(jiān)控系統(tǒng)有若干監(jiān)控子畫面組成,其系統(tǒng)框圖如圖6所示。
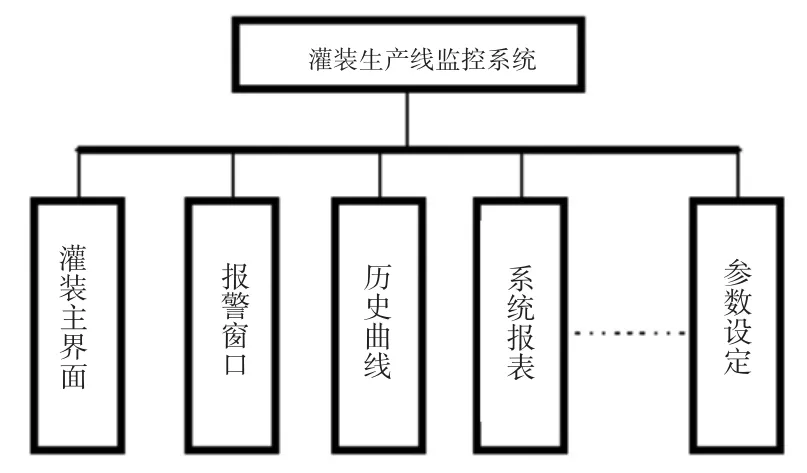
圖6 監(jiān)控畫面框圖
啤酒灌裝生產(chǎn)線監(jiān)控系統(tǒng)的主監(jiān)控畫面(如圖7所示)對傳送電機、保護氣體閥、灌裝閥、下蓋機構(gòu)、壓蓋機構(gòu)的工作狀態(tài),儲酒缸、在線酒瓶酒位,保護氣體壓力,灌裝時酒的流速,空/滿酒瓶輸送皮帶的速度,空/滿瓶的到位、堆堵、下蓋、打開/關(guān)閉裝酒閥的狀態(tài)進行了實時采集,管理人員能夠通過主監(jiān)控畫面監(jiān)控到整條灌裝生產(chǎn)線設(shè)備的運行狀態(tài)。當(dāng)酒位、氣體壓力、皮帶速度超限報警時,監(jiān)控系統(tǒng)能夠通過報警界面顯示報警信息。系統(tǒng)報表會記錄各個信號采集點的歷史信息,并能夠以曲線的形式反映出信息的變化趨勢。參數(shù)設(shè)置可以修改酒位、氣體壓力、皮帶速度、變頻器頻率等參數(shù),操作人員可以根據(jù)實際情況進行操作。
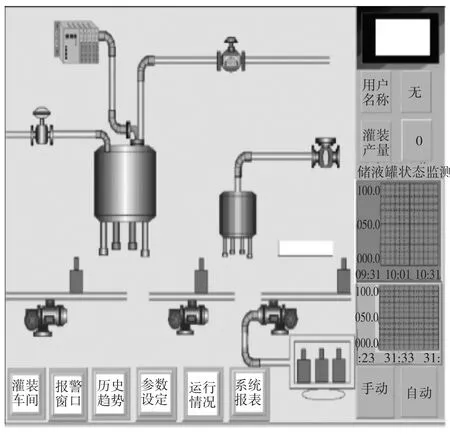
圖7 主監(jiān)控畫面
4 結(jié)束語
本文運用PLC、變頻器和組態(tài)軟件設(shè)計的啤酒灌裝,給出了系統(tǒng)的軟、硬件設(shè)計以及通信設(shè)計的流程方法。實際應(yīng)用效果表明,本系統(tǒng)安全可靠,操作方便。作為現(xiàn)代工業(yè)中自動化生產(chǎn)線的主要控制設(shè)備,PLC、變頻器以其優(yōu)良的特性在實際控制工程中得到了廣泛的應(yīng)用。
參考文獻:
[1]SIMATIC S7-300可編程控制器系統(tǒng)手冊[Z].
[2]凌岳山.PLC在自動化生產(chǎn)線中的應(yīng)用[J].機電工程技術(shù),2008,37(07):78.
[3]盧國華.PLC控制系統(tǒng)在生產(chǎn)線中的應(yīng)用[J].電氣時代,2008(3):112.
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
防爆電機(2020年3期)2020-11-06 09:07:42
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
測控技術(shù)(2018年5期)2018-12-09 09:04:50
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
電子制作(2017年7期)2017-06-05 09:36:13
自動化博覽(2014年12期)2014-02-28 22:34:39
