整車制造信息化執(zhí)行系統(tǒng)的應(yīng)用
2018-04-11 06:38:45董建軍趙晟孫毅高紅杰蒲松劉樹符蘇俊
汽車實用技術(shù) 2018年6期
董建軍,趙晟,孫毅,高紅杰,蒲松,劉樹,符蘇俊
(中國汽車工業(yè)工程有限公司,天津 300113)
1 系統(tǒng)概述
整車制造信息化執(zhí)行系統(tǒng)提供從生產(chǎn)計劃的制定到整車裝配完成的全部生產(chǎn)過程的管理功能。通過對訂單、物料和設(shè)備狀態(tài)等數(shù)據(jù)的采集,對訂單和設(shè)備、物料的變化做出迅速的響應(yīng),根據(jù)具體情況安排和調(diào)整生產(chǎn)活動,通過PC客戶端、看板和手機移動端實時發(fā)布生產(chǎn)信息,有助于按時交貨、提高物流效率和整車質(zhì)量的提高。系統(tǒng)具有如下特性:
1.1 承接性
把銷售訂單與下層負責(zé)生產(chǎn)和物流調(diào)配的執(zhí)行工作二者聯(lián)系起來,高效整合訂單、物流、人員、設(shè)備四方面的資源。
1.2 精益生產(chǎn)
系統(tǒng)能實現(xiàn)從接受訂單到整車下線全流程的管理,根據(jù)訂單事先自動制定生產(chǎn)計劃并根據(jù)訂單的變化實時調(diào)整計劃、物料提前調(diào)動,追求零庫存、有效減少停線時間。
通過多種生產(chǎn)看板、移動APP消息推送方式高效率拉動物料,及時改正質(zhì)量問題,使計劃、物料、人員三者無縫連接。
1.3 全面質(zhì)量管理
通過對工廠的車身、裝配件、人員的全面管理,同時通過產(chǎn)前計劃(質(zhì)量控制計劃)、生產(chǎn)監(jiān)視分析(質(zhì)量數(shù)據(jù)、設(shè)備運行狀態(tài)實時自動采集和統(tǒng)計,并實時推送到看板和移動端)、事后品質(zhì)追溯(分析和統(tǒng)計質(zhì)量問題發(fā)生的原因)實現(xiàn)不斷改進生產(chǎn)工藝和提高質(zhì)量管理水平。
2 系統(tǒng)硬件架構(gòu)
硬件可分為控制層、網(wǎng)絡(luò)層、設(shè)備層,系統(tǒng)架構(gòu)見圖 1所示。
2.1 控制層
控制層是整個系統(tǒng)的核心。它采用刀片式服務(wù)器接受訂單、采集生產(chǎn)線實時數(shù)據(jù)并將數(shù)據(jù)存入磁盤陣列,經(jīng)過本系統(tǒng)的軟件處理后,對受控設(shè)備發(fā)出相關(guān)指令(物流路由信息、生產(chǎn)順序等)和信息(裝配信息、噴漆顏色等),當(dāng)設(shè)備故障時進行相關(guān)的語音和視覺報警提示,相關(guān)信息全部存入數(shù)據(jù)庫。
主要設(shè)備為刀片式服務(wù)器。
2.2 網(wǎng)絡(luò)層
網(wǎng)絡(luò)層擔(dān)負著“承上啟下”的功能,采用TCP/IP標準工業(yè)以太網(wǎng)環(huán)網(wǎng),車間所有受控設(shè)備都接入環(huán)網(wǎng)。
主要設(shè)備采用6類綜合布線產(chǎn)品和支持環(huán)網(wǎng)的工業(yè)級交換機。
2.3 設(shè)備層
設(shè)備層是整個系統(tǒng)的基礎(chǔ),在系統(tǒng)中處于最底層。
主要設(shè)備包括顯示看板,現(xiàn)場讀寫站,查詢客戶端和輸送PLC、質(zhì)量信息采集儀器等設(shè)備。
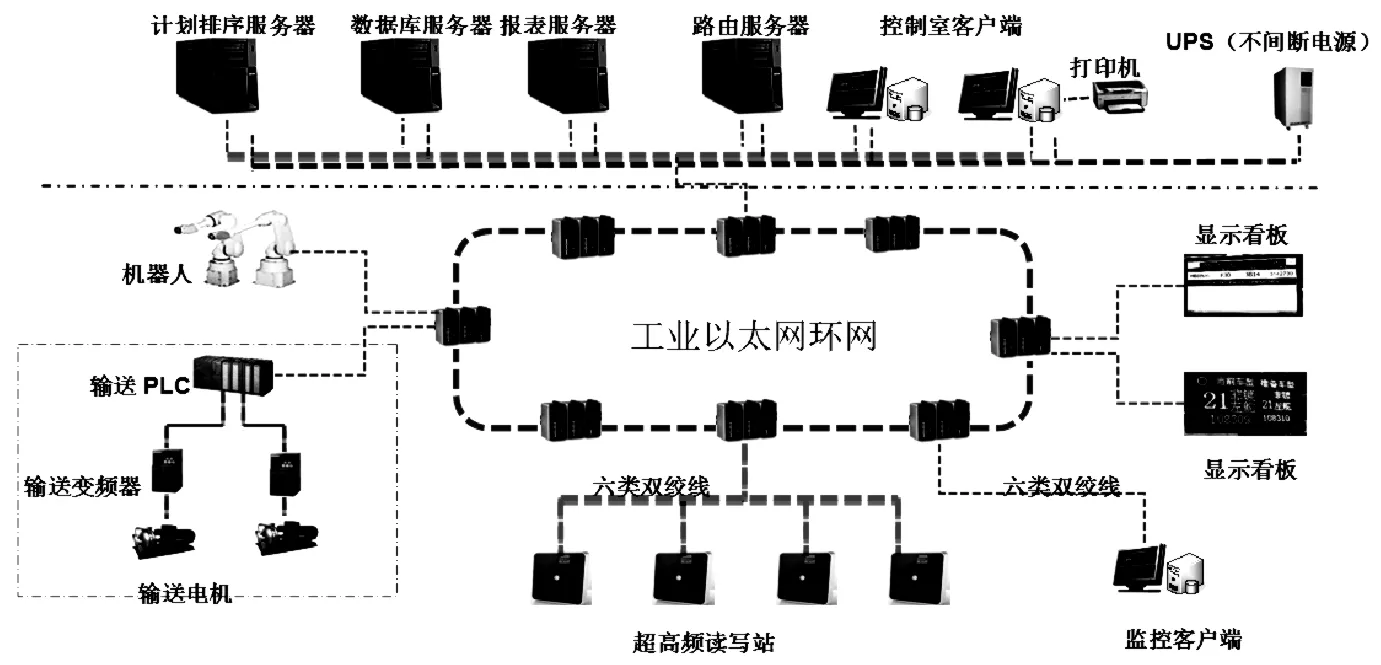
圖1 架構(gòu)圖
以下是主要設(shè)備的用途:
2.4 服務(wù)器
在核心機房設(shè)置數(shù)據(jù)庫、報表、路由服務(wù)器、計劃排序服務(wù)器各1套,客戶端2套。服務(wù)器采用刀片式服務(wù)器,服務(wù)器安裝相關(guān)的控制管理及數(shù)據(jù)庫軟件。服務(wù)器與顯示看板、超高頻讀寫站通訊,在服務(wù)器生成整車生產(chǎn)順序、車體跟蹤信息,記錄所有的質(zhì)量和生產(chǎn)過程信息,通過服務(wù)器的監(jiān)控畫面可以快速定位車體位置。
2.5 超高頻識別設(shè)備
本系統(tǒng)依靠安裝在車身上的超高頻載碼體和固定在車間重要位置的超高頻讀寫站實現(xiàn)車體識別和路由跟蹤功能。每臺車身上都會裝有一個超高頻載碼體,所有的車身信息都是通過這個載碼體與生產(chǎn)訂單系統(tǒng)進行綁定,每個載碼體的編號都是唯一的,不存儲任何信息,所有的信息都是存儲在中央數(shù)據(jù)庫,當(dāng)終端設(shè)備需要數(shù)據(jù)時,由終端向服務(wù)器發(fā)送請求,服務(wù)器根據(jù)請求進行相關(guān)的數(shù)據(jù)處理后向終端發(fā)送數(shù)據(jù)。
超高頻識別設(shè)備見圖2所示:

圖2 超高頻讀寫站和載碼體
2.6 計劃顯示屏和客戶端
對于關(guān)鍵的工位通常會配置計劃和車體信息顯示屏,顯示屏根據(jù)讀寫站提供的車體信息從服務(wù)器獲取車體配置信息提供給生產(chǎn)人員,方便配送部件和工位操作,使生產(chǎn)人員能夠正確快速的完成相應(yīng)工作。顯示內(nèi)容包括生產(chǎn)車輛的車型、車身號、配置等信息。
計劃顯示屏見圖3和圖4所示:

圖4 LED顯示看板
2.7 在線品質(zhì)追溯設(shè)備
在關(guān)鍵工段安裝塵埃粒子傳感器、紅外測溫儀、風(fēng)速儀、色差儀等設(shè)備實時采集工藝參數(shù)、環(huán)境參數(shù)、設(shè)備參數(shù),實時監(jiān)測生產(chǎn)數(shù)據(jù)。
塵埃粒子傳感器見圖5所示:

圖5 塵埃粒子檢測
2.8 工業(yè)以太網(wǎng)
工業(yè)以太網(wǎng)采用環(huán)網(wǎng)交換機和6類屏蔽雙絞線。環(huán)網(wǎng)上的某一路鏈路斷開后,不會對網(wǎng)絡(luò)上數(shù)據(jù)的轉(zhuǎn)發(fā)產(chǎn)生影響,環(huán)網(wǎng)交換機同時又避免了廣播風(fēng)暴。
采用工業(yè)以太網(wǎng)環(huán)網(wǎng)實現(xiàn)了形網(wǎng)絡(luò)的冗余性和高可靠性,所有的終端設(shè)備都提供有冗余網(wǎng)絡(luò)接口。
3 數(shù)據(jù)處理模型及功能實現(xiàn)方式
系統(tǒng)是建立在.net平臺上的管理軟件。系統(tǒng)內(nèi)核采用面向?qū)ο笳Z言 JAVA、非對稱加密、模塊化編程、斷點續(xù)傳等多項技術(shù),有效保證了系統(tǒng)的安全性、可靠性、擴展性。
數(shù)據(jù)處理模型見圖6所示。
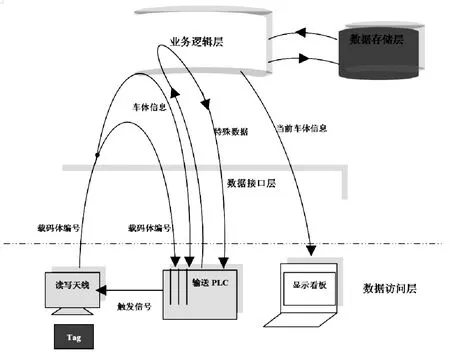
圖6 數(shù)據(jù)處理模型
3.1 數(shù)據(jù)訪問層
客戶端提供給用戶圖形化的操作界面,系統(tǒng)采用web瀏覽器模式進行訪問,用戶可以通過臺式機、移動終端實現(xiàn)數(shù)據(jù)查詢。
3.2 數(shù)據(jù)接口層
底層設(shè)備可以通過數(shù)據(jù)接口層獲取數(shù)據(jù),數(shù)據(jù)接口層采用分散部署和冗余結(jié)合的方式,保證數(shù)據(jù)通訊的平衡能力和速度。系統(tǒng)提供OPC Server、ISO On TCP、ETAG的方式進行數(shù)據(jù)接口交互。
3.3 業(yè)務(wù)邏輯層
采用根據(jù)用戶需求定向開發(fā)的軟件進行工廠訂單分類,編制人工很難做好的按訂單、顏色、車型、配置等需求的綜合排產(chǎn)計劃,實現(xiàn)車體跟蹤,質(zhì)量統(tǒng)計和分析,處理客戶端的查詢請求和移動端消息推送。
3.4 數(shù)據(jù)存儲層
數(shù)據(jù)庫采用獨立的磁盤冗余陣列,實現(xiàn)數(shù)據(jù)的可靠存儲,數(shù)據(jù)接口層無法直接訪問數(shù)據(jù)存儲層,只有通過業(yè)務(wù)邏輯層才可以訪問數(shù)據(jù)。
當(dāng)車身到達相應(yīng)的工位時,PLC觸發(fā)讀寫站讀取車身的超高頻載碼體編號,讀寫站讀出載碼體信息后,將信息發(fā)送給服務(wù)器,業(yè)務(wù)邏輯層查詢載碼體編號對應(yīng)的車體信息,將載碼體編號、車身類型、顏色、路由等常規(guī)信息發(fā)送給PLC。數(shù)據(jù)接口層把載碼體編號直接發(fā)送給PLC,2個數(shù)據(jù)包的載碼體編號對比一致則數(shù)據(jù)發(fā)送成功。同時業(yè)務(wù)邏輯層通過數(shù)據(jù)接口層把顯示信息發(fā)送給現(xiàn)場的顯示設(shè)備。當(dāng)工位需要特殊數(shù)據(jù),例如扭矩、加油油量等信息,發(fā)送對應(yīng)的請求代碼給服務(wù)器,服務(wù)器返回PLC請求的車體特殊信息,PLC再控制設(shè)備進行相關(guān)動作。
系統(tǒng)實現(xiàn)了如下功能:
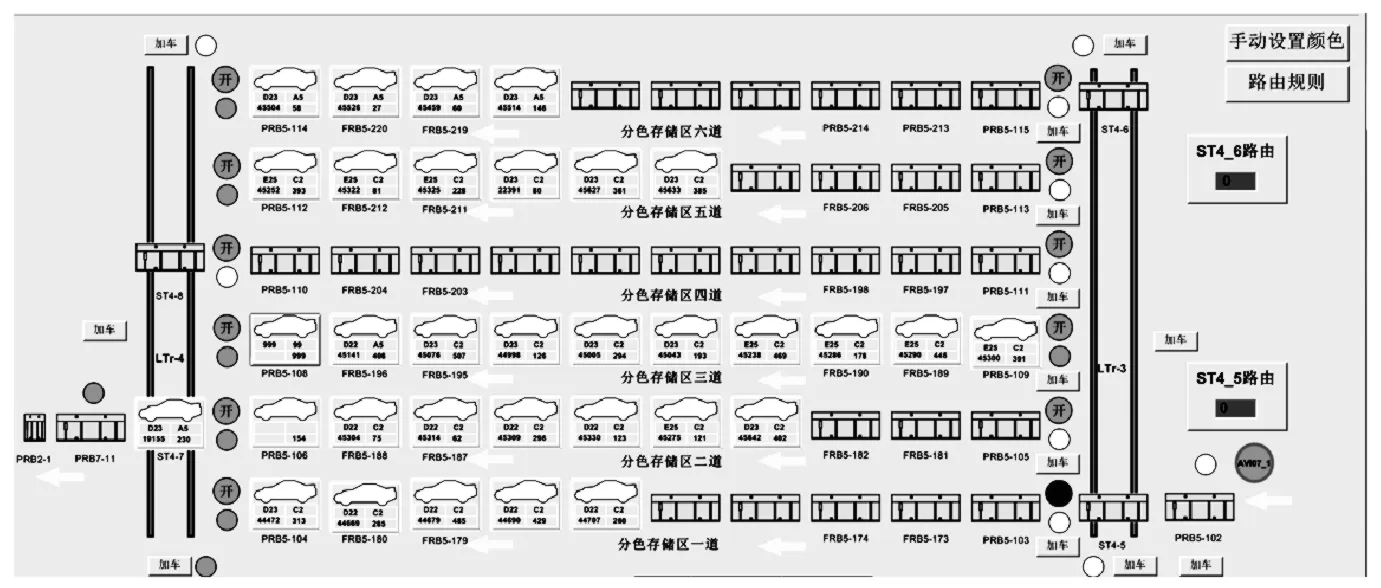
圖7 車體跟蹤畫面
3.5 柔性化生產(chǎn)
車身顏色在噴漆入口指定、裝配信息(高配、低配)在內(nèi)飾安裝前指定,可以根據(jù)訂單實時指定車輛的特征,而不是通常在焊裝上線前指定,最大程度的實現(xiàn)柔性化的訂單生產(chǎn),避免不必要的庫存。在排產(chǎn)時,系統(tǒng)會將交車時間相近訂單里顏色相近的車體排在一起,避免噴漆機器人頻繁換色。
3.6 物流按順序調(diào)配
在前期規(guī)劃時設(shè)定MIX(物流調(diào)配點)點,此MIX點的過車信息將會發(fā)送給供應(yīng)商和物流,相關(guān)供應(yīng)商將座椅、輪胎、儀表板等配件按此順序配送給總裝車間,極大的提高了物流調(diào)配效率。同時前期規(guī)劃時需要設(shè)置存儲區(qū),當(dāng)相關(guān)車體沒有生產(chǎn)計劃或特殊零部件供應(yīng)商暫時無法提供時,可將該車體存在MIX存儲區(qū)。
3.7 車體全廠區(qū)跟蹤
在出現(xiàn)問題時能快速查詢到所要查找的車輛特別是滯留車、特殊訂單車的具體位置,使相關(guān)工作人員能隨時了解車間生產(chǎn)情況并對生產(chǎn)做出及時調(diào)整。通過WEB報表以及監(jiān)控軟件可以實時監(jiān)控廠內(nèi)生產(chǎn)情況。
3.8 質(zhì)量信息錄入和查詢功能
在質(zhì)檢工位提供移動 APP輸入返修原因和車身部位、VIN碼,系統(tǒng)將質(zhì)量信息和VIN碼一起存入數(shù)據(jù)庫,用戶可以在PC客戶端或手機移動端上查詢每輛車體的質(zhì)量情況,能方便地找出頻繁發(fā)生的質(zhì)量問題及經(jīng)常發(fā)生質(zhì)量問題的線體(針對雙線),從而對相關(guān)工藝和設(shè)備、人員進行調(diào)整。在上游工段設(shè)置質(zhì)量看板,可以讓上游工段的人員快速地了解發(fā)生了哪些質(zhì)量問題及原因分析,從而采取應(yīng)對措施。
所有質(zhì)量數(shù)據(jù)存入數(shù)據(jù)庫并永久保存,為車輛的終身質(zhì)量跟蹤提供數(shù)據(jù)。
3.9 品質(zhì)在線追溯
品質(zhì)在線追溯實現(xiàn)對車身生產(chǎn)過程的質(zhì)量進行實時的管理和追溯。
通過塵埃粒子傳感器、紅外測溫儀、色差儀等設(shè)備實時采集的相關(guān)數(shù)據(jù)可以對工藝參數(shù)及質(zhì)量信息等超標及時反饋,車身信息與工藝參數(shù)、缺陷以及設(shè)備故障等一一對應(yīng),方便用戶實現(xiàn)質(zhì)量追溯。
通過品質(zhì)在線追溯可以獲取每輛車的以下生產(chǎn)信息。
工藝條件:噴房溫濕度、風(fēng)速、壓差及烘房溫度等;
工件條件:噴漆前車身表面溫度等;
設(shè)備條件:設(shè)備狀態(tài),如停線信息;機器人信息,如旋杯轉(zhuǎn)速、漆霧吐出量等;
物料條件:油漆加料情況、油漆管路溫度等;
人力條件:當(dāng)前生產(chǎn)班次及人力信息。
4 結(jié)束語
該系統(tǒng)能幫助整車工廠實現(xiàn)根據(jù)訂單精益生產(chǎn),有效實現(xiàn)了零庫存生產(chǎn),縮短企業(yè)資金的運轉(zhuǎn)周期,實現(xiàn)了整車制造業(yè)的生產(chǎn)計劃制定和實時調(diào)整,實現(xiàn)了提高生產(chǎn)節(jié)拍減少能耗的目標,最終實現(xiàn)降低成本,提高品質(zhì)的目標。
[1] 呂鳳民.制造執(zhí)行系統(tǒng)(MES)介紹.自動識別技術(shù)與應(yīng)用.2004.
[2] 胡志輝.設(shè)備處車間生產(chǎn)管理系統(tǒng)(MES)開發(fā)與實施.浙江冶金.2011.
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
電子制作(2018年11期)2018-08-04 03:26:08
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
中華手工(2017年2期)2017-06-06 23:00:31
工業(yè)設(shè)計(2016年12期)2016-04-16 02:52:00
中外會展(2014年4期)2014-11-27 07:46:46
消費者報道(2014年7期)2014-07-31 11:23:57
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44