漁船冷凍魚塊碼垛操作的自動化技術研究
2018-04-11 09:00:56衛錦堯劉玉良
浙江海洋大學學報(自然科學版) 2018年6期
關鍵詞:機械
衛錦堯,劉玉良
(浙江海洋大學船舶與機電工程學院,浙江舟山 316022)
遠洋漁業是指在距離海岸較遠的海域進行水產品捕撈,并且脫離本國補給港口的漁業生產活動[1]。據統計,2016年我國遠洋漁業企業162家,遠洋漁船約2 900艘,遠洋漁業水產品總量達199萬t。遠洋漁船及水產品產量均居世界前列。根據我國“十三五”遠洋漁業規劃,發展遠洋漁業重在創新驅動,強調漁業裝備相關技術的研發,目標是2020年前遠洋漁船在專業化、標準化、現代化等方面取得顯著提升,遠洋漁船裝備自動化升級改造的重要性愈發重要。我國遠洋漁船冷藏艙內冷凍魚塊的人工碼垛仍以仍為主,工作強度大,工作效率不高,工作環境惡劣,導致船員長期在低溫環境健康損害,迫切需要設計一套冷凍魚塊碼垛的自動化裝置,自動完成冷藏艙內冷凍魚塊碼垛作業,實現機器換人[2]。
1 漁船冷凍魚塊的碼垛流程
漁船集水產品捕獲、加工、速凍、冷藏等多功能于一體,船內設置了魚塊加工、魚塊速凍、冷藏、動力和制冷等特色艙室,艙室分布如圖1所示。

圖1 遠洋漁船船艙功能分布圖Fig.1 Function distribution map of ocean fishing vessel
漁船冷凍魚塊加工完成后,首先需要由傳送帶從出艙口運出,然后在冷藏倉進行速凍。設計冷凍魚塊的碼垛方式,需要依據遠洋漁船冷藏艙大小和冷凍魚塊的規格。具體碼垛流程如圖2所示,工作時首先從第一層第一行開始由列數從小到大進行碼垛;然后,采用與第一行碼垛相同的方式,依次碼垛第一層的各行;最后,分別完成各層冷凍魚塊的碼垛。在設計冷凍碼垛方式時,一般要求是按照冷凍魚塊的層、行、列,按先后順序進行編號,便于后續冷凍魚塊碼垛機械臂控制軟件的設計。

圖2 冷凍魚塊碼垛作業方式示意圖Fig.2 Diagram of frozen fish block palletizing work mode

圖3 碼垛機械臂運動控制系統架構Fig.3 Palletizing mechanical arm motion control system architecture
2 冷凍魚塊碼垛控制方案設計
機械臂控制方案一般有3種:一是以專用芯片(ASIC)為硬件核心,二是以可編程控制器(PLC)為硬件核心,三是以PC+運動控制卡為核心的控制方案[3-4]。綜合比較方案一、二、三,本文采用基于PC+運動控制器的控制系統方案。該方案具有以下特點:首先,PC端負責系統管理等非實時任務,運動控制卡負責機械臂控制的實時任務,能夠實現系統資源合理分配,獲得較高的控制效率;其次,該方案是開放式的控制結構,使系統具有較強的擴展性和適應性,在用戶需求發生變化時,可以利用開放的程序接口進行二次開發,完成系統的升級優化;最后,該方案可以實現較為復雜的運動控制算法,滿足漁船冷凍魚塊碼垛機械臂的功能需求。本文采用的以PC+運動控制卡為核心的控制方案如圖3所示。
3 冷凍魚塊碼垛機械臂的設計
3.1 本體結構設計
機械臂的結構類型主要有五種,如圖4所示,它們各具優缺點,適合于不同場合[5-6]。
直角坐標式機械臂的工作空間與任務空間同為矩形空間,其占地面積體積大,動作不很靈活,不適合冷凍魚塊的碼垛工作要求;圓柱坐標式和球坐標式隨著水平位移增加,線位移分辨率會降低,所以應用較少;而SCARA機械臂工作空間為矩形回轉體,多用于垂直方向上的裝配工作;關節式機械臂體積小、操作靈活性高、結構緊湊、操作范圍大、運動速度高,還能避開基座周邊的一些障礙,可以達到高精確的運動,與冷凍魚塊的碼垛要求最為契合。因此本文選擇關節式機械臂。
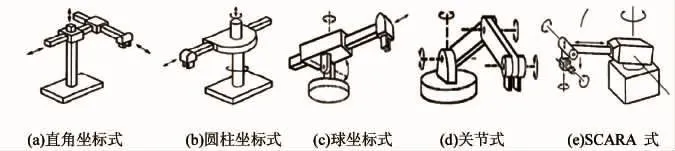
圖4 5種常見機械臂的結構類型Fig.4 Structural types of five common mechanical arms
本文確定機械臂的關節型結構后,根據冷凍魚塊的碼垛任務空間要求,從1號軸至6號軸,各關節的設計參數分別為768、600、270、150、360和768 mm,最后通過UG建模得到機械臂結構如圖5所示。

圖5 機械臂機械結構圖Fig.5 Mechanical structure diagram of mechanical arm

圖6 碼垛機械臂質量分布圖Fig.6 Quality distribution of palletized mechanical arm
3.2 控制系統硬件設計
機械臂硬件由運動控制卡、工業計算機、電機及其驅動器、末端執行器及其驅動裝置等部分組成。根據冷凍魚塊碼垛的功能需求、系統可靠性、以及成本因素等,選擇了MAC-3003SSI2運動控制卡、安川GYS系列伺服電機及其配對伺服電機驅動器、氣爪型末端執行器、4V110-06型電磁閥以及HFY16型氣爪氣缸。其中電機型號選擇,直接關系到機械臂是否能正常的完成碼垛工作;機械臂各軸運轉的極限力矩,又是選擇伺服電機型號的重要依據。本文對機械臂力矩及電機功率的計算依據如下:
根據機器人動力學知識可知,機器人動力學方程如式(1)。

式(1)中,q表示關節位置向量,q˙表示關節速度向量,q¨表示關節加速度向量,M表示慣性張量,C表示與哥矢加速度和向心加速度有關的量,F表示與粘性摩擦、庫侖摩擦和各關節轉角位置有關的量,G表示慣性負載,表示關節廣義力向量。由于冷凍魚塊碼垛機械臂各個關節的運行速度較低,因此本文采用忽略動載荷而只考慮靜載荷的靜力學方法來計算機械臂各關節所需要的極限力矩。具體公式如式(2):

式(2)中,Ti表示i關節極限力矩,mi表示i關節和i連桿的質量,m負載表示冷凍魚塊質量,g表示物體重力與質量比,Li表示i關節與i+1關節軸線至負載質心的距離。將圖6各軸質量代入式(2)可得,從關節一至關節六極限力矩分別為 1 212.8 N·m、999.6 N·m、388.6 N·m、231.8 N·m、52.3 N·m 和 29.4 N·m。根據式(3),可計算得各關節電機所需功率為1 270.1、1 046.8、406.9、242.7、54.8和61.6 W。

由于質心位置為理論質心位置,所以存在一些誤差,而且沒有考慮動力學項,所以實際設計時應該比計算結果大25%的余量。關節一至關節六選擇相應型號的伺服電機分別為GYS-202D5-RA2-B、GYS-152D5-RA2-B、GYS-751D5-RA2-B、GYS-401D5-RA2-B、GYS-101 D5-RA2-B、GYS-101D5-RA2-B。
3.3 控制系統軟件設計
3.3.1 功能需求
根據漁船冷庫碼垛自動化的工作要求和硬件設計,本文的軟件功能框圖如圖7所示。碼垛機械臂控制系統的主要軟件功能包括初始化、機械臂參數設置、機械臂運動控制、自動碼垛、自動監控、安全警報等功能。

圖7 碼垛機械臂系統軟件功能Fig.7 Palletizing mechanical arm system software function
3.3.2 編程思路
首先,在軟件設計界面的新建文件中選擇MFC App-Wizard[exe],建立工程,將靜態鏈接數據庫和運動函數頭文件復制到工作目錄下,在設置中將靜態鏈接數據庫連接到工程中然后根據自身需要進行其他設置和代碼編寫。其次,在界面左側的Resource View中的Dialog中設計碼垛機械臂控制所需要的界面,并為界面中的每個工具編寫控制代碼[7-8]。程序編寫流程如圖8所示。在完成碼垛機械臂控制界面的設計和C++語言代碼的編寫后,對程序進行調試和修改,直至編譯通過。然后在碼垛機械臂PC端運行,測試是否能成功控制碼垛機械臂完成相應運動,再根據測試結果修改代碼。

圖8 軟件流程圖Fig.8 Software flow chart
3.3.3 軟件實現
自動碼垛功能是實現冷凍魚塊自動碼垛的關鍵部分。本文在自動碼垛界面,通過設置碼垛機械臂的運動速度、開始碼垛坐標和結束碼垛坐標,點擊運行按鈕,碼垛機械臂便會從開始坐標位置碼垛冷凍魚塊,直至結束坐標。在設置碼垛坐標時注意,開始碼垛坐標要小于結束碼垛坐標,否則碼垛機械臂無法正常啟動。碼垛機械臂自動碼垛界面如圖9所示。

圖9 碼垛機械臂的自動作業界面Fig.9 Palletizing mechanical arm’s automatic operating interface
自動碼垛功能的實現步驟如下:
(1)通過碼垛機械臂的示教功能,記錄每一塊冷凍魚塊碼垛時的運行路徑,記錄其中的關鍵路徑點,然后根據冷凍魚塊的編號保存為不同的示教文件。
(2)讀入開始碼垛坐標,提取開始的碼垛坐標冷凍魚塊相對應的示教文件進行再現。
(3)完成當前坐標冷凍魚塊碼垛任務后,關閉當前示教文件提取下一個坐標的示教文件并進行再現。
(4)循環步驟3,直至完成結束碼垛坐標的示教文件。
4 自動碼垛實驗
自動碼垛實驗前期,在考慮漁船作業特殊要求后,在實驗室內使用碼垛機械臂對冷凍塊進行碼垛實驗,測試其自動碼垛功能的可行性。
4.1 漁船搖晃對自動碼垛的影響
漁船航行時會受到波浪沖激力影響導致船體搖晃,冷凍魚塊碼垛過程中會受到船體搖晃影響發生滑動,導致無法正常完成碼垛任務。因此確定碼垛任務可以順利進行時,船體搖晃的幅度范圍至關重要。
冷凍魚塊在船體搖晃時,冷凍魚塊受到本體重力和冷凍魚塊包裝袋間的靜摩擦力影響,具體受力分析如圖10所示。
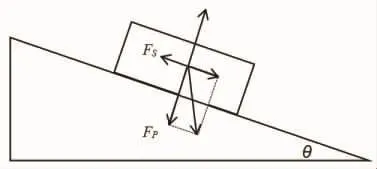
圖10 冷凍魚塊受力分析Fig.10 Force analysis of frozen fish piece
其中FP為法向力,FS為靜摩擦力,θ為船體相對于水平面傾斜角。確保碼垛任務可以順利進行需要滿足公式(4)。

其中μ為冷凍魚塊包裝袋間的摩擦系數,FP、FS由公式(5)(6)求得:

通過查閱資料可知尼龍袋之間摩擦系數為0.25,可求出θ的最大值為14.1°。通過實際模擬測試當傾斜角度達13°左右時,冷凍魚塊發生滑動。
4.2 自動碼垛實驗
在漁船冷藏艙自動碼垛時,盡管船體搖晃導致機械臂與冷凍塊在晃動,但是船體傾斜角小于13°時,冷凍塊不發生滑動相對于機械臂的位置也未發生改變,機械臂的碼垛運動路徑基于本體基座坐標系規劃,因此當冷凍塊未發生滑動時,機械臂都能順利實現碼垛任務。調用相關的示教文件,在自動碼垛界面完成設置后,開始冷凍塊自動碼垛實驗,自動碼垛工作流程為冷凍塊抓取、冷凍塊碼垛、碼垛機械臂歸零,具體流程如圖11所示。

圖11 碼垛任務流程Fig.11 Stacking task flow
通過數十次的機械臂自動碼垛實驗,機械臂均能完成預定冷凍塊碼垛任務。機械臂自動碼垛用時見表1。

表1 機械臂自動碼垛實驗數據Tab.1 Stacking mechanical arm frozen fish block stacking time
實驗結果表明,冷凍魚塊碼垛機械臂可以快速準確的完成冷凍塊碼垛任務,實現自動碼垛功能。工作效率大大高于人工碼垛效率,整體實驗情況符合預期目標。
5 結論
本文針對漁船冷凍魚塊碼垛自動化程度較低的問題,提出關節式冷凍魚塊碼垛機械臂的自動化方案。通過機械臂的機械設計、硬件設計、軟件設計完成對漁船冷凍魚塊碼自動化的初步實現并進行實驗,實驗結果符合預期的設計目標。本文設計的漁船冷凍魚塊自動化裝置下一步可以在末端執行機構加裝攝像機,通過計算機視覺引導技術,在碼垛目標產生滑動時確定碼垛目標滑動位置,規劃運動路徑完成對碼垛目標的抓取并完成碼垛任務。
猜你喜歡
機械工程材料(2022年10期)2022-11-21 12:08:44
小學科學(學生版)(2021年9期)2021-11-02 05:26:46
電腦報(2020年35期)2020-09-17 13:25:53
當代工人(2020年8期)2020-05-25 09:07:38
電腦報(2019年40期)2019-09-10 07:22:44
建材發展導向(2019年13期)2019-08-24 06:37:40
電子制作(2018年14期)2018-08-21 01:38:14
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
筑路機械與施工機械化(2017年6期)2017-07-10 11:54:50
科技知識動漫(2016年8期)2016-07-29 20:40:09