農機復雜件精密模型數控加工和成型技術研究
2018-04-12 00:52:38張鐵創徐文靜
農機化研究 2018年4期
關鍵詞:方法
張鐵創,徐文靜
(洛陽職業技術學院,河南 洛陽 471003)
0 引言
復雜零件造型技術是計算機輔助設計和計算機圖形學中最為活躍、最為關鍵的學科分支之一[1-3]。隨著現代制造技術的發展和CAD/CAM軟件功能的日趨完善,采用數控編程技術已成為復雜零件精密加工的主要方法[4-6]。農用果園修理機的驅動裝置部分由于葉輪的存在,曲面形狀較多,其零部件的加工較為困難[7-13]。如果采用造型技術,利用NURBS插補算法,先對加工刀具的軌跡進行規劃,通過仿真技術確定刀具參數后再實際加工,會大大零件的加工效率,對于復雜農機零件的設計和制造工藝的制定都具有重要的意義[13-19]。
1 復雜零部件數控加工技術
對于復雜曲面類零件,由于其曲面不能采用直接編程加工的方法,所以加工精度較低[19-24]。近年來,隨著數控編程技術和先進制造機床的高速發展,具有復雜編程功能的多軸加工機床可以滿足復雜件的加工需要。例如,山西機電職業技術學院宋理敏等采用數據加工的方法,對橢圓類復雜零件進行了工藝分析,通過數據加工最終得到了加工產品,如圖1所示[25-27]。

圖1 橢圓類復雜零件加工產品
采用曲線插補技術可以完成橢圓類等復雜曲面的零件的加工,保持零部件和裝配體等。本研究基于NURBS曲線插補技術,其加工流程如圖2所示。采用NURBS曲線插補的數控加工系統的工藝路線主要包括圖紙分析、自動數控編程、刀具軌跡生成、程序輸出和實際數控加工,而NURBS曲線插補主要是采用數學建模的形式。
2 基于NURBS曲線的刀具軌跡插補算法
果樹修理機驅動裝置由橢球面類葉輪軸和葉片、軸套、凸輪軸、底座及臺階銷等多個零件構成,以橢球面類葉輪軸和葉片最為復雜,如圖3所示。
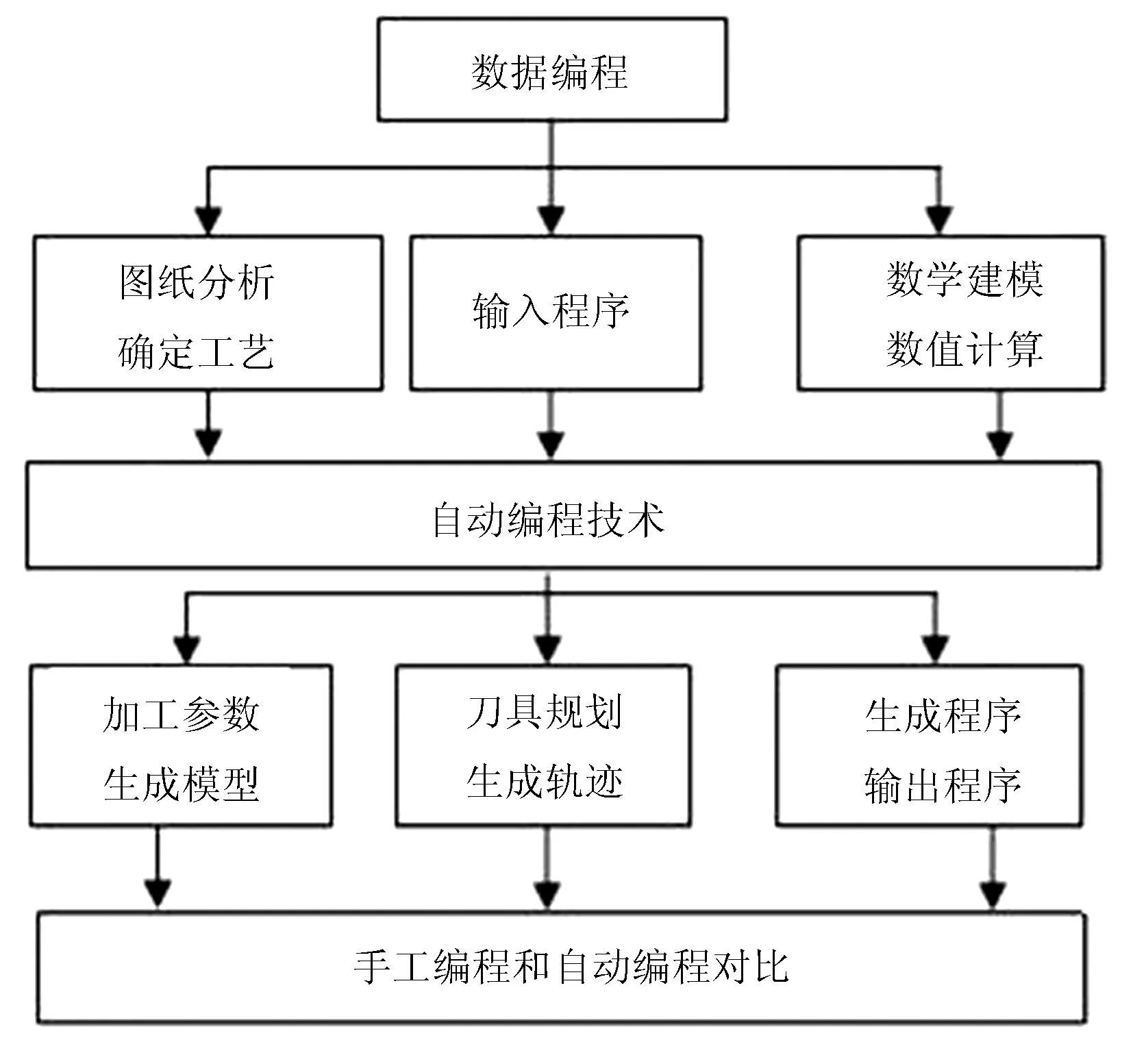
圖2 基于NURBS曲線插補的數控加工流程

圖3 農機橢球面類葉輪軸和葉片復雜零部件
葉輪部分屬于復雜的機械零部件,由于存在較多的曲面,采用一般的方法很難進行加工,而借助曲線插補技術可以實現這種復雜零件的精密加工。NURBS曲線通常被稱作非均勻有理B樣條曲線,主要由3部分組成,其表達式可以寫成
(1)
其中,P(K)為NURBS上的位置向量;Ni,m(K)為m次樣條基函數;Pi為曲線的控制點;Ri為權因子;K為節點向量。由遞推公式可得
(2)
在農機復雜零部件數控加工時,曲面部分可以采用曲線插補的形式,具體需要借助于NURBS曲線插值。假設給定n+1個型值點,從而可以構造一條k次的NURBS曲線,曲線的端點是首和末的型值點。將曲線按照型值點進行分段,分為n段后有n+k個控制頂點di(i=0,1,....,n+k-1)。節點矢量U=[u0,u1,...,un+2k],u0=u1...=uk≤uk+1=un+k+1=...=un+2k,在數控編程時可以采用三次NURBS曲線擬合。三次曲線具有個控制點和個節點矢量,具體可以表示為

(3)
令t=(u-ui+3)/(ui+4-ui+3),則三次NURBS曲線可以表示為矩陣形式,即
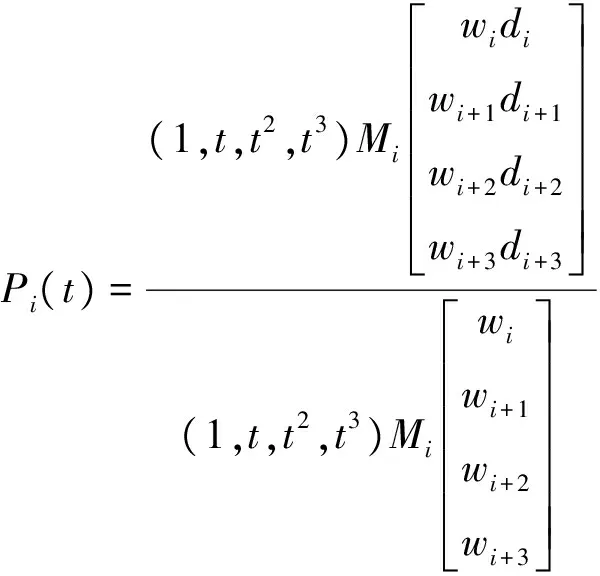
(4)
其中
(5)
根據NURBS曲線的插值原理,可以采用曲線插補的方法對農機復雜零部件加工進行數控編程,其流程如圖4所示。

圖4 NURBS曲線插補算法編程流程
采用曲線插補算法進行數控編程時,首先需要設置型值點和權因子的數據;然后,計算節點矢量U和系數矩陣Mi,得到控制頂點的權因子后求出控制頂點;最終得到NURBS插值曲線作為數控加工的刀具軌跡線。
3 農機復雜精密件數控加工測試
為了驗證NURBS曲線插補技術在數控加工刀具軌跡控制中使用的可行性,采用五軸數控加工銑床進行了實驗測試。實驗采用數控編程的方法,農機的機型如圖5所示。

圖5 果樹修剪農機
圖5為一款果樹修理農機,其驅動裝置采用了較為復雜的機械零部件。由于曲面較多,在加工制造時需要采用曲線插補技術,具有曲線插補功能的數控系統示意圖如圖6所示。

圖6 NURBS曲面插補數控系統
在數控系統中引入曲線插補功能后,CNC系統刀具軌跡可以由簡單的直線運動變為曲線運動,可以對曲面進行加工,從根本上解決了傳統的系統做不到的功能。
銑削加工中常用的刀具有帶倒圓的端銑刀、球頭銑刀及平面端銑刀等,本次數控加工采用的是球面銑刀,在加工復雜曲面時具有更好的光滑性。利用軟件編程對NRUBS曲線插補軌跡進行規劃后,得到了如圖8所示的效果圖。
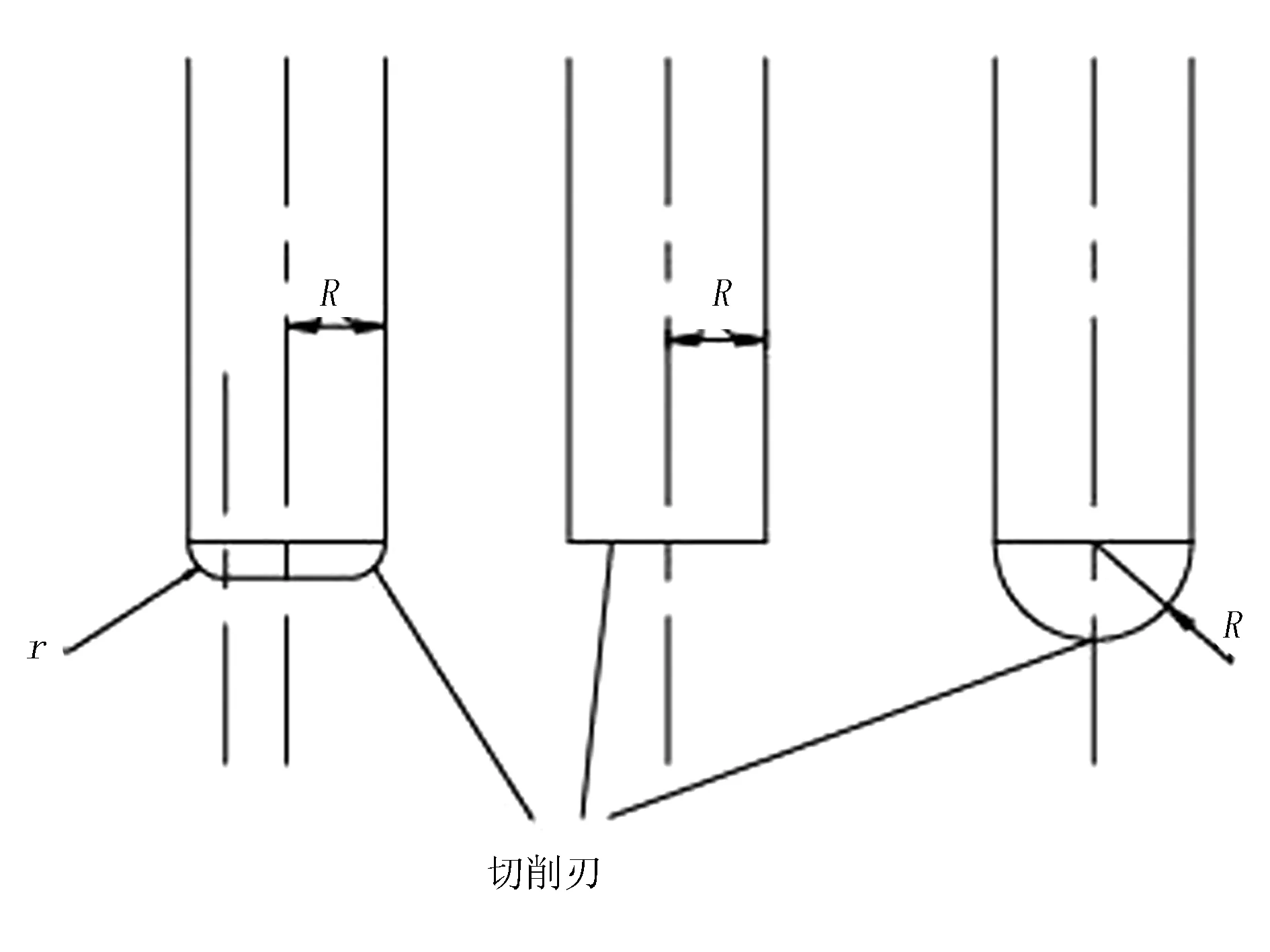
圖7 刀具庫示意圖

圖8 刀具軌跡規劃圖
采用NURBS曲線插補算法可以成功地實現曲面的刀具規劃,在數控加工時采用該形狀的走刀軌跡,可以實現復雜曲面的加工,其加工效果如圖9所示。

圖9 NURBS插補和傳統加工方法對比
為了驗證基于NURBS插補算法的可靠性,將采用該種曲線插補算法加工的零件(a)和傳統的加工方法加工的零件(b)進行了對比,如圖9所示。
對同一個數控加工軌跡點進行了跟蹤測試,得到了仿真軌跡和實際加工的對比曲線,結果表明:實際加工曲線和仿真曲線非常吻合,從而驗證了NURBS插補算法的可靠性。

圖10 仿真和實際加工曲線對比
4 結論
在果園修剪機的復雜零部件加工制造時,由于存在較為復雜的曲面部分,給數控加工過程帶來了較大的困難。為了解決這個問題,將基于NURBS曲線插補算法引入到了數控編程過程中,并根據預先設計好的數學模型,生成了刀具的走刀軌跡。為了驗證方法的可行性,采用虛擬仿真的形式對刀具的軌跡進行了實驗,通過優化確定了刀具的具體參數數據。根據插補算法制定的走刀軌跡,對零件進行了實際加工,將加工的零件和傳統方法加工的零件進了對比,充分驗證了基于NURBS曲線插補算法加工的優越性。
參考文獻:
[1]梅伶.淺析曲面回轉體零件的數控車削加工[J].機床液壓,2007,35(8):76-78.
[2]陳匯,郎利輝,杜傳軍,等.薄壁精密罐多次縮口過程及其機理[J].北京航空航天大學學報,2011,37(7): 805-810.
[3]劉宏,羅麗麗,樊永強.三軸橢球精密曲面的數控雙指令銑削加工技術[J].制造業自動化,2015,37(10):21-23.
[4]丁漢,畢慶貞,朱利民,等.五軸數控加工的刀具路徑規劃與動力學仿真[J].科學通報,2010(25):2510-2519.
[5]王晶,張定華,羅明,等.復雜曲面零件五軸加工刀軸整體優化方法[J].航空學報,2013(6):1452-1462.
[6]羅明,吳寶海,李山,等.自由曲面五軸加工刀軸矢量的運動學優化方法[J].機械工程學報,2009(9):158-163.
[7]章永年,趙東標,陸永華,等.平底刀最優刀軸矢量規劃算法[J].機械工程學報,2012(5):180-186.
[8]姬俊鋒,周來水,安魯陵,等.一類開式整體葉輪五坐標數控加工刀軸矢量生成及其光順方法的研究[J].中國機械工程,2009(2):202-206.
[9]任軍學,何卿功,姚倡鋒,等.閉式整體葉盤通道五坐標分行定軸加工刀軸矢量規劃方法[J].航空學報,2012(10):1923-1930.
[10]李炳林,王學林,胡于進,等.基于區域劃分的刀具方向控制方法[J].中國機械工程,2010(4):452-457.
[11]陳曉兵,廖文和,戴寧.三角網格曲面等參數線刀軌生成算法[J].中國機械工程,2013(8):1047-1051.
[12]樂英,韓慶瑤,賈軍.復雜曲面數控加工刀具軌跡的生成技術[J].機床與液壓,2008(6):25-27.
[13]孫玉文,劉偉軍,王越超.基于三角網格曲面模型的刀位軌跡計算方法[J].機械工程學報,2002(10):50-53.
[14]上官文斌,王益有,吳敏,等.基于無量綱性能曲線的發動機冷卻風扇設計方法[J].汽車工程,2010,32(5): 455-458.
[15]席光,王志恒,王尚錦.葉輪機械氣動優化設計中的近似模型方法及其應用[J].西安交通大學學報,2007, 41(2):125-135.
[16]趙其國.當前我國農業發展中存在的深層次問題及對策[J].生態環境學報,2013,22(6):911-915.
[17]趙其國,黃國勤,王禮獻.中國生態安全、農業安全及“三農”建設研究[J].農林經濟管理學報,2014,13(3):237-243.
[18]高春城.我國農業發展的資源環境問題與展望[J].當代生態農業,2013,3(4):151-154.
[19]萬寶瑞.當前我國農業發展的趨勢與建議[J].農業經濟問題,2014,4(1):110-114.
[20]徐茂,鄧蓉.國內外設施農業發展比較[J].北京農學院學報,2014,29(2):75-79.
[21]孫殿柱,康新才,孫永偉,等.基于三角Bézier曲面刀軌快速生成算法[J].北京工業大學學報,2012(10): 1446-1450.
[22]劉雄偉,張平,劉飛鵬,等.基于三角面-三角形相交檢測的五軸數控加工碰撞干涉檢測算法研究[J].機床與液壓,2011(9):23-26.
[23]張永超,于洋.五坐標加工中使用坐標內插法控制刀具軸向研究[J].組合機床與自動化加工技術,2011(8): 39-42.
[24]王秋紅,葛勝蘭,陳德華.利用FANUC宏程序銑削半球零件的3種方法[J].機床與液壓,2011,39(16):81- 84.
[25]趙曉燕,劉志剛.宏變量在數控加工中的應用[J].現代制造工程,2010(8):121-122.
[26]王鋒波,孫士彬.FANUC系統宏程序在拋物線類零件中的應用[J].煤礦機械,2011(10):148-150.
[27]牛衛中.薄壁圓筒工件拋物面性縮口成形的力學分析[J].金屬成形工藝,2003,21(3):43-45.
ID:1003-188X(2018)04-0037-EA
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
