小型齒輪泵的軸齒輪結構設計及其工藝的研究
2018-04-17 09:17:20蘭小光岑華
學苑創造·C版 2017年11期
蘭小光 岑華
【摘要】本文針對小型齒輪泵軸齒輪加工效率低的難題,從軸齒輪的功能、結構、加工工藝以及設計方面進行分析,探討改進軸齒輪的設計,以提高軸齒輪的加工效率。
【關鍵詞】小型齒輪泵 軸齒輪 結構 設計 工藝 效率
【中圖分類號】G 【文獻標識碼】A
【文章編號】0450-9889(2017)11C-0187-03
小型外嚙合齒輪泵因其結構簡單、體積小、重量輕,自吸性能好,對油的污染不敏感,適應轉速較大范圍的變化,工作可靠,壽命長,以及價格低廉、維修方便的特點,廣泛應用在各種小型機械及動力設備的潤滑上。外嚙合齒輪泵的工作原理很簡單,即由一對齒數、尺寸相同的漸開線齒輪在一個緊密配合的“8”字形殼體內相互嚙合旋轉,齒輪的外徑及兩側與殼體緊密配合。泵體、端蓋和齒輪之間形成密封腔,并由兩個齒輪的齒面接觸線將左、右腔隔開,形成吸、壓油腔。當齒輪轉動時,齒輪脫開側的空間的體積從小變大,形成真空,將液體吸人,齒輪嚙合側的空間的體積從大變小,而將液體擠入管路中去。隨著齒輪的不斷旋轉嚙合,在泵的出口能夠提供一個連續排出的量,齒輪泵的排出口的壓力完全取決于泵出處阻力的大小。
由于齒輪的頂部和齒輪的兩個側面與殼體有一定的間隙,這個間隙的大小與齒輪泵能提供的壓力、排量和效率有關,特別是齒側間隙的大小,對齒輪泵的效率影響最大。當轉速一定的時候,齒輪泵的齒側間隙越大,泄漏就越明顯,齒輪泵能提供的工作壓力、排量及效率就低;反之齒側間隙越小,齒輪泵能提供的工作壓力、排量及效率就高,而齒側間隙的大小跟軸齒輪和齒輪泵殼體的加工精度有關。由于軸齒輪的結構特點,齒輪兩側面與齒輪軸心線垂直度的要求是很高的。
一、小型齒輪泵的結構和加工現狀分析
在傳統的齒輪泵設計中,軸齒輪是一體性設計的(見圖1)。在這么高精度要求的情況下,軸齒輪的加工工藝只能是一次裝夾加工完成才能保證同軸度和垂直度的要求。即加工工藝如下:粗車外圓Φ2一粗車外圓Φ1一切qb3處粗加工一精車Φ2達尺寸一精車Φ2外圓達尺寸一精車Φ2齒輪處兩側面達尺寸一精車Φ3達尺寸一切斷一插齒輪(從動輪)一銑扁位(主動齒輪)。我們一直按著這個工藝生產的,加工出的產品也能夠達到技術要求,只是在加工Φ3軸的時候需要用切斷刀慢慢把多余的材料切除,然后再用尖刀低速加工才能保證Φ1和中3同軸以及Φ1和Φ3表面的粗糙度要求,Φ2處兩側面也必須用兩把調好的刀一次切削才能保證尺寸精度的要求,所以加工速度慢、效率低,同時切斷刀的損耗也很大,另外材料切除量大,浪費多,材料利用率很低。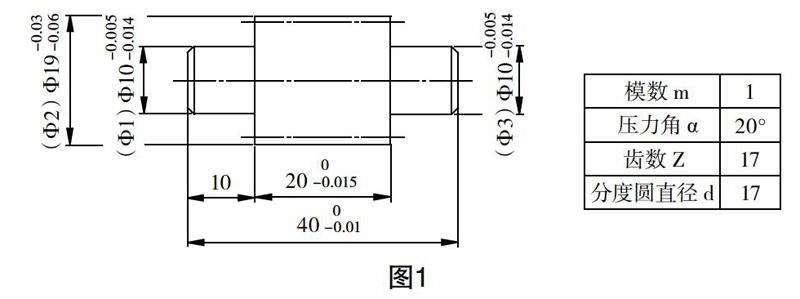
經調研,我們了解到現有齒輪泵的市場已經很成熟,生產企業之間競爭非常激烈,產品的利潤很微薄,因此沒有新資金愿意介入齒輪泵的生產。現有齒輪泵生產的廠家大多是多年從事齒輪泵生產的中小型企業,此類企業技術力量薄弱,設備更新換代不足,大多數企業徘徊在虧損的邊沿。某油泵廠是個有100多名職工的小型企業,小型外嚙合齒輪油泵是這個廠的傳統產品之一,40多年來一直按照這個工藝生產。近年來,雖然企業也添置了數控車床,采用優質合金刀具,但是走的基本還是原來的加工工藝路線,只是用數控機床代替了人工的操作,軸齒輪的加工效率也幾乎提高了一倍,但是還是沒有從根本上解決軸齒輪的生產效率問題。近年來,由于各種成本的上升,市場競爭的激烈,生產齒輪泵的利潤也越來越低,幾乎到了虧損的邊緣,因此必須盡快找到提高生產效率的有效途徑。
二、軸齒輪結構分析
我們生產的小型齒輪泵主要用于小型汽油、柴油機的潤滑油泵。齒輪泵的工作介質——機油,它的黏度不大,對出油壓力沒有特別要求,即出油壓力低,但是對泵的可靠性要求很高,只要發動機運轉就一定要潤滑的供給。
我們把齒輪泵的主動軸齒輪和從動軸齒輪的一體式設計改為分體式設計(見圖2、圖3),即通過分別加工齒輪和齒輪軸,然后再用熱套的方法把他們裝配在一起。在這個工藝中最主要的問題是過盈裝配以后能夠保證齒輪軸和齒輪傳遞的扭矩,即在齒輪泵輸出壓力波動的情況下也能保證齒輪泵正常工作。小型發動機的設計轉速一般在1000轉/分鐘~6000轉/分鐘,我們設計齒輪油泵的工作壓力最高為2MP,按公式分別計算出齒輪軸和齒輪的過盈配合量。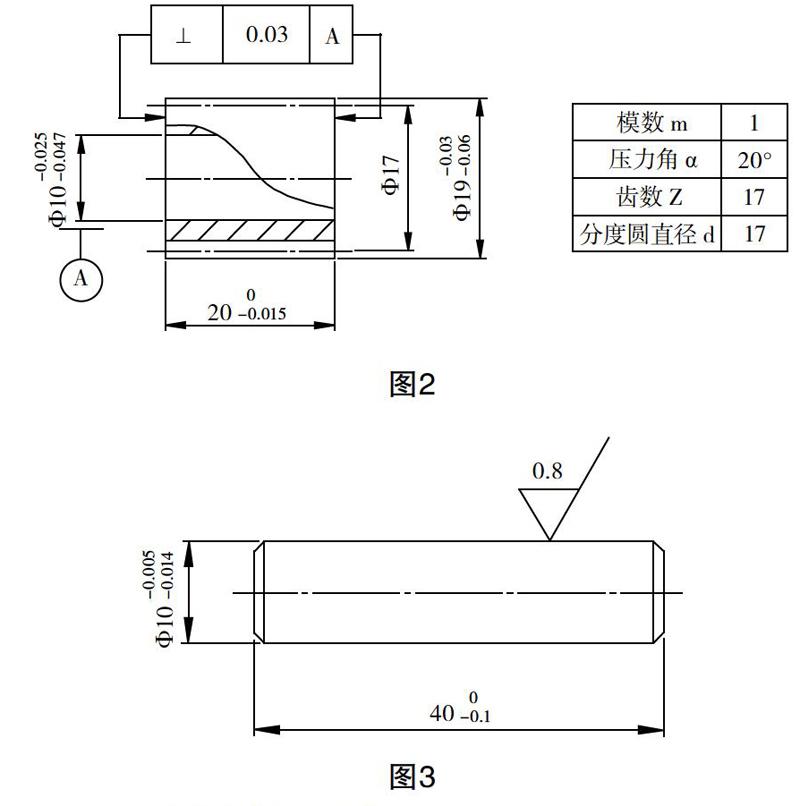
(三)制定齒輪軸與齒輪的配合尺寸
因為齒輪軸與齒輪泵體孔的配合為基孔制10H/g6間隙配合,現在只能選齒輪孔去配齒輪軸了,按10e7/g6過盈配合。
可見在最小過盈量0.011mm的情況下,也可以完全可以滿足齒輪泵的工作需要。
(四)計算熱套裝配的加熱溫度
按簡易的熱膨脹計算公式:鋼的熱膨脹系數取1.17,最大過盈量35微米
膨脹量(微米)=直徑或長度(分米)x(實際溫度一常溫)cC×材料膨脹系數(微米)
(實際溫度一常溫)℃=膨脹量(微米)/[直徑(分米)x材料膨脹系數]
=35/(0.1x1.17)
=299℃
按常溫30℃計算,齒輪必須加熱到330℃以上才能套入齒輪軸。
三、改進后的軸齒輪工藝分析
改進以后齒輪和齒輪軸的加工工藝如下:
齒輪的加工工藝:選用直徑中Φ20的45號鋼正火處理,車端面一車外圓一切斷一磨削兩側面達尺寸一鉆孔一倒角一鉸孔一滾齒。
齒輪軸的加工工藝:選用直徑Φ10.5的冷拉45號鋼,倒角切斷取長度—無心磨外圓達尺寸(從動軸)一銑扁位(主動軸)。
齒輪和軸的熱套組裝:由于熱套需要的溫度比較高,一般的導熱油很難加熱到這樣的溫度,所以宜采用電爐加熱的方法,在350℃左右套入齒輪軸即可。
關鍵工藝點分析:齒輪內孔與端面垂直度的保證。齒輪內孔鉆孔時必須在立式鉆床上進行,用臺鉆或搖臂鉆床鉆孔無法保證垂直度的要求,如果沒有立式鉆床可以改在車床或數控銑床上鉆孔。鉆孔前要打中心孔,用Φ9.8鉆頭鉆孔,然后經過粗鉸和精鉸達到尺寸精度。
四、改進前后的軸齒輪加工經濟性對比分析
首先,由于結構的改進,從生產軸齒輪所用的材料方面可以節約材料費;其次,采用新的生產工藝使得生產率提高,用舊工藝生產一套軸齒輪的費用和用新工藝生產一套齒輪軸的費用之差就是節約的成本;最后,由于采用新工藝而必須投入的設備及工裝夾具的費用如何合理分擔的問題。根據工廠現有的設備,采用新工藝后不需要增添新設備,增添的工裝夾具也很少,可以忽略不計。按現在45號鋼的單價5元,公斤,人工工資(含管理費)按20元/小時計算,軸齒輪改進前后生產費用如表1所示。
從計算的結果中可以看出采用新的軸齒輪結構后,每生產一套齒軸輪泵可以節約成本5元左右,經濟效益非常可觀。
五、軸齒輪改進后齒輪泵運行實驗數據的佐證
雖然我們經過齒輪泵的受力計算分析,能夠證明軸齒輪的改進設計對齒輪泵的使用沒有任何影響,但是在實踐的應用中我們還是非常小心謹慎的。雖然小型汽油、柴油機所用的齒輪泵對供油壓力沒有特別要求,但是對齒輪泵供油可靠性要求是非常高的,也就是說只要發動機工作就必須保證齒輪泵供油,不然發動機就會因為斷供潤滑油而損壞,因此我們要保證萬一在發動機潤滑供油回路部分堵塞的情況下,引起齒輪泵輸出壓力的升高,軸齒輪扭矩增大,這時齒輪泵也不會出現軸和齒輪結合面的打滑,而能夠繼續供油。
第一,在實驗中我們把改進后的齒輪泵出口壓力分別調到1MP、2MP、3MP,在每種壓力下進行6小時連續運轉的實驗。第二,我們還在2MP的壓力下,分別在1000轉/分鐘、2000轉/分鐘、3000轉/分鐘和6000轉/分鐘不同的轉速下,各做了4小時連續運轉的實驗。第三,在2MP的壓力和3000轉/分鐘轉速下,我們還對新齒輪泵做了48小時的連續長時間可靠性實驗,實踐證明改進后的齒輪泵沒有出現任何問題。
六、本研究存在的局限性
第一,本文的研究只是針對小型齒輪泵的結構,由于小型齒輪泵受力小,用熱套的方法能夠保證傳遞需要的扭矩,但是對于大型、中高壓的齒輪泵的結構就不一定實用了,建議還是應該用鍵連接的方法。第二,要解決的問題是齒輪內孔與端面的垂直度一定要嚴格保證,不然會出現齒輪端面與泵體側面間隙過大的問題,影響到齒輪泵的流量和出口的壓力。第三,我們只是在設定的條件下進行受力計算分析和得到的實驗數據,對于齒輪泵安裝在主機上長時間運行的可靠性,特別是在實際工作中的變速變壓力運行條件下還缺乏數據。
總之,小型齒輪泵由于結構簡單、體積小、運行可靠等優點廣泛應用在各個鄰域中。按照一個中等齒輪泵企業的規模,每年生產50萬臺小型齒輪泵,改進設計后每年可以增收250萬元左右,而最關鍵的問題是改進設計及工藝以后,軸齒輪的生產能力可以提高3到5倍,真正解決了企業生產的瓶頸問題。因此,小型齒輪泵的改進設計項目研究,有利于提高生產效率、提高企業競爭力,在企業生產應用中有著非常重要的意義。
【參考文獻】
[1]夏軍.淺談齒輪泵的故障原因分析及處理措施[J].黑龍江科技信息,2011(5)
[2]張宏友.液壓與氣動技術[M].大連:大連理工大學出版社.2013
[3]成大先.機械設計手冊(第六版)[M].北京:化學工業出版社.2016
【基金項目】廣西職業教育教學改革項目“基于CDIO工程教育模式的高職數控技術專業項目教學的實踐與探索”(GXGZJG20158256)
【作者簡介】蘭小光(1964一),男,研究生,廣西現代職業技術學院工程師,研究方向:機械設計與制造;岑華(1977一),男,研究生,廣西現代職業技術學院講師,研究方向:機械設計與制造。
(責編 黎原)
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
甘肅教育(2020年14期)2020-09-11 07:57:42
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業工程(2015年4期)2015-12-29 02:48:39
時代英語·高二(2015年1期)2015-03-16 00:08:11
現代企業(2015年9期)2015-02-28 18:56:50
中國衛生(2014年11期)2014-11-12 13:11:32