核電設(shè)備埋弧自動焊裂紋缺陷分析及質(zhì)量控制
2018-04-18 02:14:40李雙燕張茂龍
上海電氣技術(shù) 2018年1期
李雙燕, 張茂龍
上海電氣核電設(shè)備有限公司 上海 201306
1 埋弧自動焊特點(diǎn)
埋弧自動焊的焊接原理為電弧在焊劑層下燃燒,用機(jī)械自動引燃電弧并進(jìn)行控制,完成焊體的送進(jìn)和電弧移動。埋弧自動焊具有焊接生產(chǎn)率高、焊接質(zhì)量佳、勞動條件好等特點(diǎn),在焊接領(lǐng)域,相比其它自動焊技術(shù)較為成熟,是當(dāng)今生產(chǎn)效率較高的機(jī)械化焊接方法之一,在造船、鍋爐、化工容器、橋梁、起重機(jī)械、冶金機(jī)械、海洋結(jié)構(gòu)及核電設(shè)備中應(yīng)用廣泛。雖然埋弧自動焊技術(shù)較為成熟,但若焊接工藝控制不好,也會出現(xiàn)氣孔、夾渣、裂紋等缺陷。筆者對大厚度接管與大直徑筒體埋弧自動焊出現(xiàn)的裂紋缺陷進(jìn)行分析,并給出預(yù)防缺陷產(chǎn)生的具體措施。
2 埋弧自動焊工藝流程
某核電工程項目承壓設(shè)備接管與筒體材料均為SA508Gr3CL2錳鎳鉬低合金高強(qiáng)鋼鍛件,筒體外徑為6398mm,厚度為139mm。接管外徑為 1100mm,厚度為140mm。如圖1所示,對接時的坡口設(shè)置為雙面U形坡口,采用φ4.0mm低合金鋼焊體進(jìn)行埋弧自動焊,焊接位置為平焊。焊接時的順序為先進(jìn)行外壁埋弧自動焊,再內(nèi)壁清根,然后進(jìn)行內(nèi)壁埋弧自動焊。焊接電流為500~600A,電壓為28~34V,速度為400~500mm/min。焊前預(yù)熱,預(yù)熱溫度≥150℃。焊后去氫處理,溫度為250~350℃,時間至少4h,然后進(jìn)行100%磁粉檢測、100%超聲檢測和100%射線無損檢測。熱處理后再進(jìn)行一次100%磁粉檢測、100%超聲檢測和100%射線無損檢測[1-2]。埋弧自動焊焊接接頭如圖2所示。
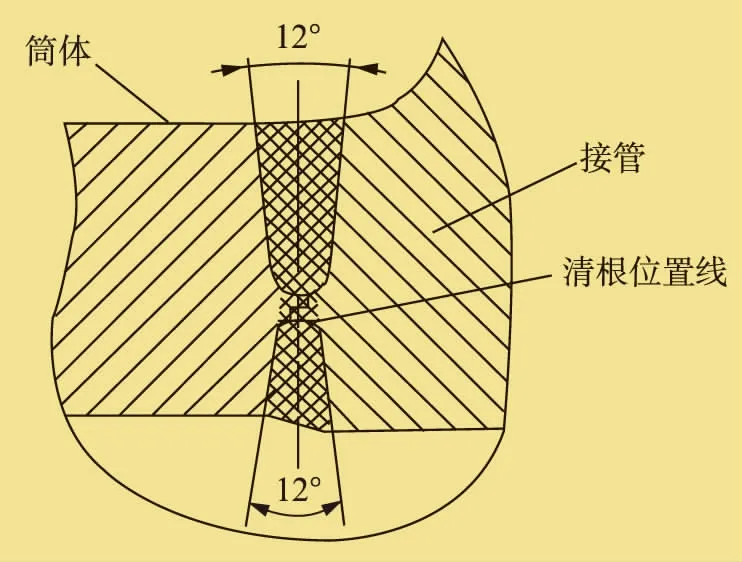
圖1 對接坡口示意圖

圖2 埋弧自動焊焊接接頭
3 焊接缺陷
接管與筒體對接埋弧自動焊后進(jìn)行無損檢測,未發(fā)現(xiàn)缺陷,熱處理后磁粉檢測發(fā)現(xiàn),在接管與筒體對接焊縫內(nèi)壁熔合線區(qū)域有多處線性,長度為20~30mm,如圖3所示。對其中一個磁粉檢測缺陷區(qū)域進(jìn)行滲透檢測,發(fā)現(xiàn)存在線狀顯示,如圖4所示。滲透檢測與磁粉檢測缺陷位置基本重合。

圖3 磁粉檢測缺陷
圖4 滲透檢測缺陷
對滲透檢測缺陷區(qū)域進(jìn)行現(xiàn)場金相觀察,采用5%~10%硝酸酒精腐蝕,在拋光后用肉眼可觀察到位于焊縫熔合線位置有細(xì)長裂紋存在,長度約 20mm。對裂紋進(jìn)行金相觀察,通過顯微鏡發(fā)現(xiàn)裂紋位于焊縫熔合線上,裂紋細(xì)長,如圖5所示。
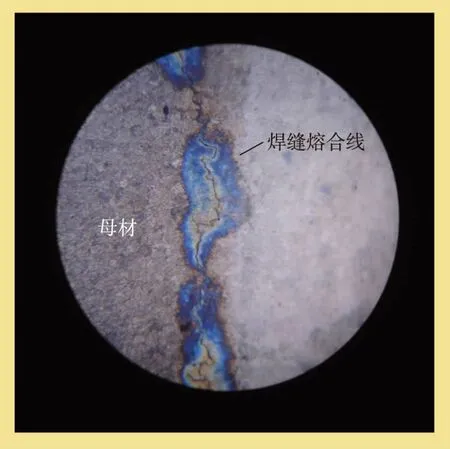
圖5 金相檢查情況
對現(xiàn)場金相觀察區(qū)域進(jìn)行硬度測試,測量設(shè)備為MH210硬度計。以焊縫中心線為基準(zhǔn),傾斜45°劃線,上下方各取10個硬度點(diǎn),間距2mm。每個硬度點(diǎn)進(jìn)行5次硬度測量,取平均值。共標(biāo)記測量5條硬度線,其中1條硬度線標(biāo)記在正常焊縫上,其余4條硬度線標(biāo)記在有缺陷焊縫上,并穿過缺陷區(qū)域。4條硬度線如圖6所示。硬度測試結(jié)果顯示,在焊縫中心線區(qū)域,維氏硬度(HV)為258~302;在焊縫中心線至熔合線之間,維氏硬度(HV)為220~280;在缺陷位置處,維氏硬度(HV)為359~456。
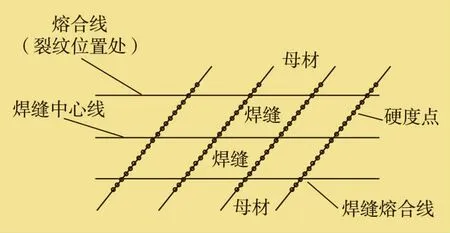
圖6 硬度線示意圖
選取其中一處磁粉檢測缺陷位置進(jìn)行拋磨,每拋磨1mm后立即進(jìn)行磁粉檢測。拋磨深度為 3mm 時,磁粉檢測合格,缺陷顯示消失,表明該缺陷位于接頭近表層。
4 缺陷分析
4.1 缺陷性質(zhì)
根據(jù)探傷缺陷分布顯示,磁粉檢測顯示缺陷位置多發(fā)生于起弧收弧端的焊縫熔合線附近,大部分為細(xì)長形,長度均在20mm左右。在磁粉檢測區(qū)域進(jìn)行滲透檢測,發(fā)現(xiàn)滲透檢測缺陷位置與磁粉檢測基本重合,可以判斷為表面開口缺陷,形狀同樣為細(xì)長。對于滲透檢測缺陷位置,觀察其金相組織,確認(rèn)該缺陷位于焊縫熔合線上,缺陷形狀為細(xì)長,屬于焊接裂紋,而非未熔合。通過超聲檢測及缺陷拋磨,可知該缺陷位于焊縫近表層。對焊縫裂紋處進(jìn)行硬度測量,顯示裂紋區(qū)域維氏硬度(HV)高達(dá)350以上,遠(yuǎn)高于焊縫區(qū)域。根據(jù)以上結(jié)果,可判斷該缺陷屬于焊趾裂紋。
如圖7所示,焊趾裂紋是焊縫表面與母材交界處產(chǎn)生的熔合線開裂,產(chǎn)生在母材和焊縫交界處的應(yīng)力集中部位,在熱影響區(qū)內(nèi)向板厚方向縱向擴(kuò)展,止于熱影響區(qū)的外部邊緣。裂紋的取向經(jīng)常與焊縫縱向平行,一般由焊趾的表面開始,向母材的深處延伸[3]。
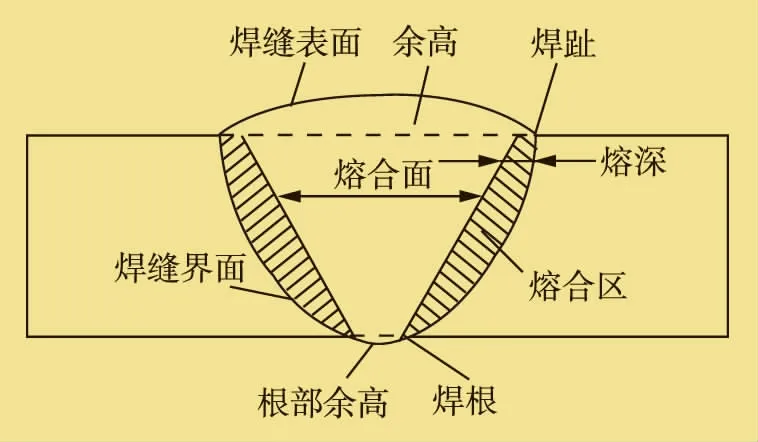
圖7 焊趾裂紋示意圖
4.2 裂紋產(chǎn)生原因
焊縫金屬冷卻過程中或冷卻以后,在母材或母材與焊縫交界的熔合線上產(chǎn)生的焊趾裂紋屬于冷裂紋,這類裂紋有可能在焊后立即出現(xiàn),也有可能在焊后延遲出現(xiàn)。焊趾裂紋屬于冷裂紋中延遲裂紋的一種,延遲裂紋的出現(xiàn)與焊縫金屬中的氫含量、焊接接頭所承受的拉應(yīng)力、由鋼材淬硬傾向決定的金屬塑性儲備有關(guān)[4-9]。
4.2.1 焊縫金屬中氫含量
對每一既定成分組合的母材和焊縫金屬,其塑性儲備是一定的,產(chǎn)生延遲裂紋有一個孕育期,這一期間的長短,取決于焊縫金屬中擴(kuò)散氫的含量與焊接接頭所處應(yīng)力狀態(tài)的交互作用。相對于某一應(yīng)力狀態(tài),焊縫金屬中含氫量越高,裂紋的孕育期越短,裂紋傾向就越大;反之,含氫量越低,裂紋孕育期越長,裂紋傾向就越小。當(dāng)應(yīng)力狀態(tài)惡劣、拉應(yīng)力水平高時,即使含氫量比較低,經(jīng)過不長的孕育期,仍會產(chǎn)生裂紋。決定延遲裂紋是否產(chǎn)生,存在一個臨界氫含量與臨界應(yīng)力值。當(dāng)氫含量低于臨界氫含量時,只要拉應(yīng)力低于強(qiáng)度極限,孕育期將無限長,實際上不會產(chǎn)生延遲裂紋。同樣,當(dāng)拉應(yīng)力低于臨界應(yīng)力值時,孕育期也無限長,即使氫含量相當(dāng)高,也不易發(fā)生延遲裂紋。由于產(chǎn)品焊縫所采用的焊材為超低氫焊材,焊材的儲存和領(lǐng)用均有嚴(yán)格的管理規(guī)定,預(yù)熱和后熱溫度均在工藝要求的范圍之內(nèi),因此氫含量為定值,且氫含量很低,低于臨界氫含量。若拉應(yīng)力達(dá)不到臨界應(yīng)力值,在近焊縫區(qū)母材塑性儲備值較高的情況下,不易產(chǎn)生氫致延遲裂紋的情況。
4.2.2 焊接接頭拉應(yīng)力
接管與筒體馬鞍形焊縫結(jié)構(gòu)具有特殊性,接管內(nèi)壁為典型的高拉應(yīng)力集中區(qū)。從現(xiàn)場金相圖中可以發(fā)現(xiàn),裂紋起源于焊趾部位的應(yīng)力集中處,從表面出發(fā),向厚度的縱深方向擴(kuò)展,止于焊接接頭近焊縫區(qū)粗晶部分的邊緣。母材近焊縫區(qū)裂紋多為沿晶粒邊界發(fā)展,裂紋走向決定于最大應(yīng)力方向,因而裂紋一般表現(xiàn)為沿縱向單道發(fā)展。一條觀察到的具有相當(dāng)尺寸的裂紋是許多裂紋源形成的微裂紋的集合。焊接應(yīng)力是產(chǎn)生焊接裂紋的根本原因,由于馬鞍形焊縫結(jié)構(gòu)的特殊性,焊接應(yīng)力復(fù)雜,因此更容易產(chǎn)生焊趾裂紋。
4.2.3 金屬塑性儲備
在焊接條件下,可以根據(jù)連續(xù)冷卻轉(zhuǎn)變曲線來預(yù)先確定焊接接頭近焊縫區(qū)金屬的組織狀態(tài),從而衡量材料所具有的塑性儲備。慢的冷卻速度有利于塑性高的貝氏體生成,提高材料的塑性變形能力。
討論金屬塑性儲備的作用時,需要考慮晶粒度的作用。在焊接條件下,近焊縫區(qū)母材金屬由于熱循環(huán)的過熱作用,晶粒變得粗大,損耗自身塑性儲備,降低在較低溫度下的韌性。對于焊縫金屬,原始組織是一次結(jié)晶的粗大柱狀晶體,焊接熱循環(huán)的再熱將起到細(xì)化原始柱狀晶體的作用,因而熱循環(huán)的過熱作用對金屬塑性儲備的損害要比對近焊縫區(qū)金屬原始細(xì)晶粒所造成的損害小得多。母材近焊縫區(qū)晶粒粗大,晶界面積減小,單位晶間面積所含的偏聚元素量或晶間脆性相的量增大,更使金屬的塑性儲備降低,使裂紋易于在晶界萌生發(fā)展。可見,在焊接接頭金屬中,晶粒粗大的近焊縫區(qū)金屬塑性儲備最低,抵抗裂紋發(fā)展的能力也最弱。
接管與筒體的焊道較寬,焊接時熱輸入量較大,造成熔池溫度較高,近焊縫區(qū)母材奧氏體晶粒較為粗大,降低了金屬的塑性儲備,同時也減弱了金屬在較低溫度下的韌性,增大了開裂的傾向。根據(jù)現(xiàn)場硬度測量數(shù)據(jù)可知,由于焊接時熱輸入量很大,過冷度較大,淬硬傾向大,同時這一區(qū)域的轉(zhuǎn)變實際上是在周圍已完成冷卻轉(zhuǎn)變的金屬剛性約束下進(jìn)行的,因此加劇了應(yīng)力狀態(tài),使近焊縫區(qū)金屬的塑性儲備進(jìn)一步降低,增加了開裂的傾向。
4.3 焊接過程
4.3.1 加熱方式
接管與筒體馬鞍形焊縫采用的預(yù)熱方式為火焰局部加熱,且加熱過程中火炬僅進(jìn)行整圈加熱,加熱面積不足,加熱區(qū)溫度高,非加熱區(qū)溫度低,溫度梯度大,易產(chǎn)生較大的焊接約束應(yīng)力。接管外壁焊接蓋面層磁粉檢測未出現(xiàn)缺陷,而內(nèi)壁出現(xiàn)缺陷,原因為內(nèi)外壁散熱情況不同,在相同焊接熱輸入量的條件下,外壁容易散熱,內(nèi)壁散熱慢,造成熱量集中,使加熱區(qū)域與非加熱區(qū)域的溫度梯度加大。焊接結(jié)束后,采用火焰加熱進(jìn)行后熱,保溫時間如果不充足,擴(kuò)散氫無法充分逸出,繼而埋下產(chǎn)生延遲裂紋的隱患。焊縫金屬中氫含量越大,裂紋的孕育期越短,裂紋傾向就越大;反之,氫含量越小,裂紋孕育期越長,裂紋傾向就越小。可見,加熱面積小、溫度梯度大是造成焊趾裂紋出現(xiàn)的原因之一。
4.3.2 焊接參數(shù)控制
在整個接頭的焊接過程中,實際施焊的焊接參數(shù)中電流為592A,接近焊接工藝規(guī)程中要求的焊接電流上限600A,造成蓋面層焊接熱輸入量過大,焊道較寬,焊道排布數(shù)量減少,近表層熔合線附近區(qū)域晶粒粗大。在蓋面層焊接時,為避免應(yīng)力集中,應(yīng)該降低焊接熱輸入量,減小焊接電流,控制焊接速度,增加焊道數(shù)量,這樣可有效避免裂紋產(chǎn)生,且避免蓋面焊道數(shù)量少、寬度大、長度長。圖8為早期工程項目與目前項目接管與筒體焊接接頭內(nèi)壁蓋面層對比照片,可以看出,目前工程項目焊道排布更加緊湊,焊縫寬度窄,焊接熱輸入量小,可以有效改善焊縫的應(yīng)力集中,有效減小產(chǎn)生延遲裂紋的概率。
4.4 分析結(jié)論
綜上所述,接管與筒體對接焊縫焊后產(chǎn)生焊趾裂紋缺陷的主要原因為: ① 接頭厚度大,焊接時應(yīng)力較大;② 加熱不均勻;③ 蓋面層焊接時熱輸入量較大。

圖8 焊接接頭內(nèi)壁蓋面層對比
5 應(yīng)對措施
對于大厚度接管與大直徑筒體對接的埋弧自動焊,可從五個方面加強(qiáng)工藝過程控制,以獲得滿意的焊接接頭質(zhì)量[10]。
(1) 降低焊縫金屬中的氫含量。焊接材料的儲存和領(lǐng)用按相應(yīng)規(guī)程進(jìn)行,焊接過程中控制熱輸入量,利于氫的逸散,焊后及時進(jìn)行后熱去氫處理。
(2) 減小近焊縫區(qū)母材淬硬傾向。提高預(yù)熱溫度,由原來的≥150℃提高至≥175℃,防止過冷度大,進(jìn)而導(dǎo)致近焊縫區(qū)母材淬硬傾向大。熱溫度區(qū)間由250~350℃提高至350~400℃,以減緩冷卻速度。焊接過程中,控制熱輸入量,防止近焊縫區(qū)母材晶粒過于粗大,增大晶間結(jié)合力。
(3) 降低焊接接頭所承受的拉應(yīng)力。預(yù)熱和后熱,沒擴(kuò)大焊縫兩側(cè)的加熱范圍,并均勻布置加熱源,設(shè)置足夠的保溫材料,以減小溫度梯度。對于雙U形焊縫,一側(cè)焊完后立即進(jìn)行一次中間熱處理,及時消除應(yīng)力。焊后及時進(jìn)行焊后熱處理,消除應(yīng)力。焊接過程中,控制熱輸入量,減小局部應(yīng)力。
(4) 降低蓋面層的焊接熱輸入量。區(qū)分打底層、填充層與蓋面層的焊接參數(shù)。如圖9所示,焊接順序①的打底層和焊接順序②的填充層的電流為500~600A,焊接順序③的蓋面層的電流為500~550A。 蓋面層焊接時采用低熱輸入量,減小焊道寬度,增加排道數(shù)量,以減小應(yīng)力集中,以及焊接熱影響區(qū)過熱區(qū)的晶粒。同時規(guī)定蓋面層的焊接順序、焊道尺寸及焊道分布,焊道分布如圖10所示。接頭最終幾層進(jìn)行焊接時,蓋面層包括兩部分焊道: 第一部分焊道為蓋面焊道,焊接厚度為6mm或兩層;第二部分焊道為退火焊道。采用退火焊道排道方法,能夠避免試件焊接完成后未能及時進(jìn)行中間熱處理或最終熱處理而導(dǎo)致的焊趾裂紋。焊接時,從坡口的側(cè)面開始焊接,然后焊至中央。
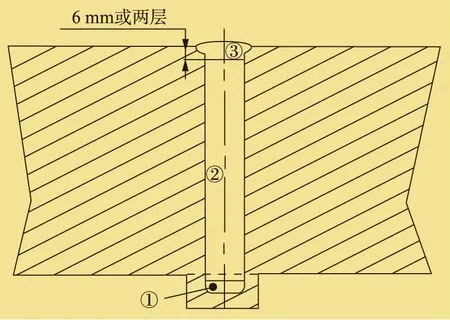
圖9 焊接順序示意圖

圖10 蓋面層焊道分布示意圖
搭接焊道伸出坡口邊緣距離為5~10mm,如圖11 所示。如果需要蓋面焊道的第二層為多個焊道,蓋面焊道的焊接順序為先從搭接焊道的側(cè)面開始焊接,然后焊至中央。
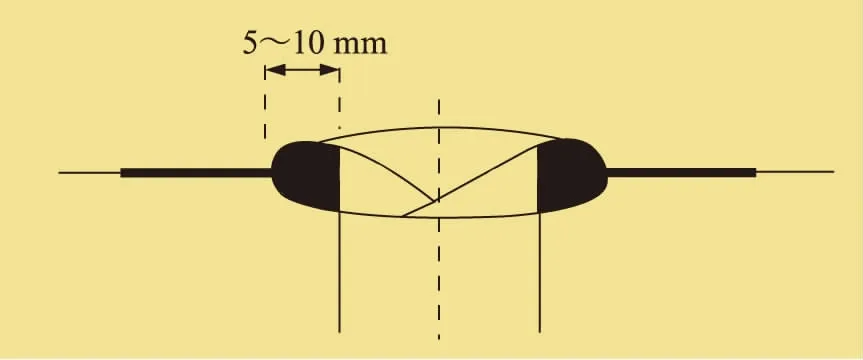
圖11 蓋面層搭接焊道示意圖
退火焊道構(gòu)成熔敷金屬的最后層,焊接順序為先焊接坡口左側(cè)的焊道A,A搭接在焊道①上;再焊接坡口右側(cè)的焊道B,B搭接在焊道②上;最后焊接焊道C,C搭接在A和B上。退火焊道搭接后距離搭接焊道邊緣的距離為搭接焊道寬度L的1/3,最大為10mm,如圖12所示。如果蓋面層需要多個退火焊道,退火焊道的焊接應(yīng)先從退火焊道的側(cè)面開始焊接,然后焊至中央。
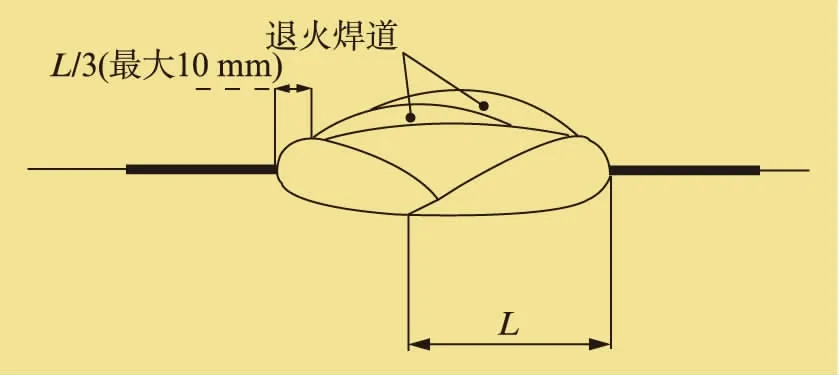
圖12 蓋面層退火焊道示意圖
(5) 細(xì)化工藝操作。預(yù)估焊道排布,避免出現(xiàn)側(cè)壁焊接死角,道間清渣和側(cè)壁修磨到位,對弧坑及成形不良區(qū)域及時修磨。對坡口圓周進(jìn)行加工打磨,使其與坡口內(nèi)表面圓滑過渡,便于蓋面層焊道熔滴過渡,增強(qiáng)熔池流動性。蓋面焊接前打磨前道焊縫,保證深度和寬度均勻,并拋磨坡口兩側(cè)母材至少50mm范圍至金屬光亮。蓋面焊時,應(yīng)控制焊縫增高量不得過大,避免在焊趾處出現(xiàn)應(yīng)力集中,增大裂紋產(chǎn)生的概率。同時,減少引熄弧次數(shù),修磨弧坑。蓋面層焊完后,立即修磨兩側(cè)與母材搭接的焊趾區(qū)域,去除成形不良處,拋磨平滑過渡。按焊接材料供應(yīng)商推薦的焊接參數(shù)范圍進(jìn)行焊接,保證接頭的性能。
6 結(jié)論
使用埋弧自動焊工藝進(jìn)行低合金鋼對接焊縫或接管馬鞍形焊縫的接頭焊接時,采取以下措施可以有效避免焊趾裂紋缺陷出現(xiàn),保證焊接接頭質(zhì)量。
(1) 對于直徑或厚度較大的接管與筒體,應(yīng)適當(dāng)提高預(yù)熱溫度和后熱去氫溫度,增大保溫面積,減小溫度梯度。
(2) 對于雙面坡口接頭,一側(cè)焊完后應(yīng)立即進(jìn)行一次中間熱處理,及時消除應(yīng)力。
(3) 焊接過程中,應(yīng)控制熱輸入量,避免局部應(yīng)力過大。打底層、填充層與蓋面層的焊接參數(shù)應(yīng)進(jìn)行區(qū)分,蓋面層焊接時應(yīng)采用熱輸入量小的焊接參數(shù),并采用退火焊道法進(jìn)行焊接。
[1] 李雙燕.“二代加”百萬千瓦級壓水堆核電機(jī)組蒸汽發(fā)生器焊接技術(shù)[J].上海電氣技術(shù),2011,4(1): 25-31.
[2] 李雙燕.百萬千瓦級壓水堆核電站核島主設(shè)備蒸汽發(fā)生器焊接技術(shù)[J].壓力容器,2011,28(2): 38-43.
[3] 中國機(jī)械工程學(xué)會焊接學(xué)會.焊接手冊[M].3版.北京: 機(jī)械工業(yè)出版社,2008.
[4] 卡里,黑爾策.現(xiàn)代焊接技術(shù)(原著第六版)[M].陳茂愛,王新洪,陳俊華,等,譯.北京: 化學(xué)工業(yè)出版社,2010.
[5] 張金昌.鍋爐、壓力容器的焊接裂紋與質(zhì)量控制[M].天津: 天津科學(xué)技術(shù)出版社,1985.
[6] 陳伯蠡.焊接冶金原理[M].北京: 清華大學(xué)出版社,1991.
[7] 陳伯蠡.金屬焊接性基礎(chǔ)[M].北京: 機(jī)械工業(yè)出版社,1982.
[8] 王建.延遲裂紋的危害及原因分析[J].金屬加工(熱加工),2008(12): 80-82.
[9] 尹大如.厚壁容器接管焊接裂紋的原因分析及應(yīng)對措施[J].中國石油和化工標(biāo)準(zhǔn)與質(zhì)量,2013(6): 114.
[10] 李雙燕,張茂龍.提高焊接接頭表層熱影響區(qū)性能的焊接方法: 201510576359.8[P].2015-12-09.
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(shù)(2021年2期)2021-04-20 12:37:26
農(nóng)村實用技術(shù)(2021年1期)2021-02-27 08:26:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
設(shè)備管理與維修(2015年11期)2015-03-16 05:57:40