成型工藝對復合材料帽型加筋板軸壓特性的影響
2018-04-18 08:27:10,,
材料工程 2018年4期
,,
(航空工業第一飛機設計研究院,西安 710089)
纖維增強復合材料因其比強度和比剛度高、可設計性強、疲勞性能好、耐腐蝕等許多優異特性,近年來被廣泛運用到飛機結構設計中[1-2]。飛機機翼機身結構多為加筋結構,加筋結構主要破壞模式是喪失穩定性。Ovesy等[3]使用有限條素法對加筋結構穩定性進行了研究,Stamatelos等[4]針對加筋結構的局部失穩問題進行了研究。復合材料加筋板在局部失穩后仍具有較強的承載能力,即后屈曲承載,研究表明,充分利用加筋板后屈曲承載能力可以大幅提高結構承載效率[5-6]。加筋板筋條形式常采用易成型的T型、Z型及I型等,隨著復合材料成型技術的發展,尤其是以共固化和共膠接為核心的大面積整體成型技術的發展使得成型更復雜形式加筋板得以實現[7]。相對于其他筋條結構形式,帽型筋具有結構穩定性好,傳遞周向載荷效率高的優點,是機身段等筒狀結構部件的首選[8]。Mo等[9]對帽型加筋曲板進行了實驗和數值模擬研究,分析對比蒙皮曲率和厚度以及筋條間距對結構穩定性的影響,并給出修正后的工程簡化算法。張彌等[10]對共固化工藝和二次膠接工藝成型的I型復合材料加筋板進行了四點彎曲實驗,研究結構脫粘性能及破壞機理。Kim等[11]對不同工藝成型帽型加筋板進行了拉拔實驗,分析對比了共固化、共膠接和二次膠接成型加筋板工藝穩定性以及拉拔強度。
工程中加筋壁板實際承載時受到各種約束,包括翼肋和隔框的周向限制以及長桁和梁的軸向約束等,尤其是翼肋支撐使得加筋板兩端面介于簡支和固支約束之間[12-13],對此類約束下加筋板的軸壓特性國內外均缺乏研究。隨著復合材料成型工藝的發展,亟須對不同工藝成型加筋板承載特性進行研究。本工作通過專用夾具模擬翼肋支撐限制帽型加筋板兩加載端,同時側邊受到簡支約束,實驗研究成型工藝對帽型加筋板軸壓特性的影響。
1 實驗
1.1 實驗對象
實驗選用的復合材料加筋板為典型的三筋條結構形式,筋條剖面為帽型,實驗件基本尺寸如圖1所示,實驗件兩端各有一長為50mm的灌封區,避免實驗過程中端部壓潰。實驗件共4組,每組3件,前3組均為二次膠接成型加筋板,筋條形式如圖2(a)所示,其中第2組與第1組相比主要是蒙皮厚度減小,第3組與第1組相比不含PMI填充泡沫;第4組為共固化成型加筋板,結構與第1組相同,筋條形式如圖2(b)所示。
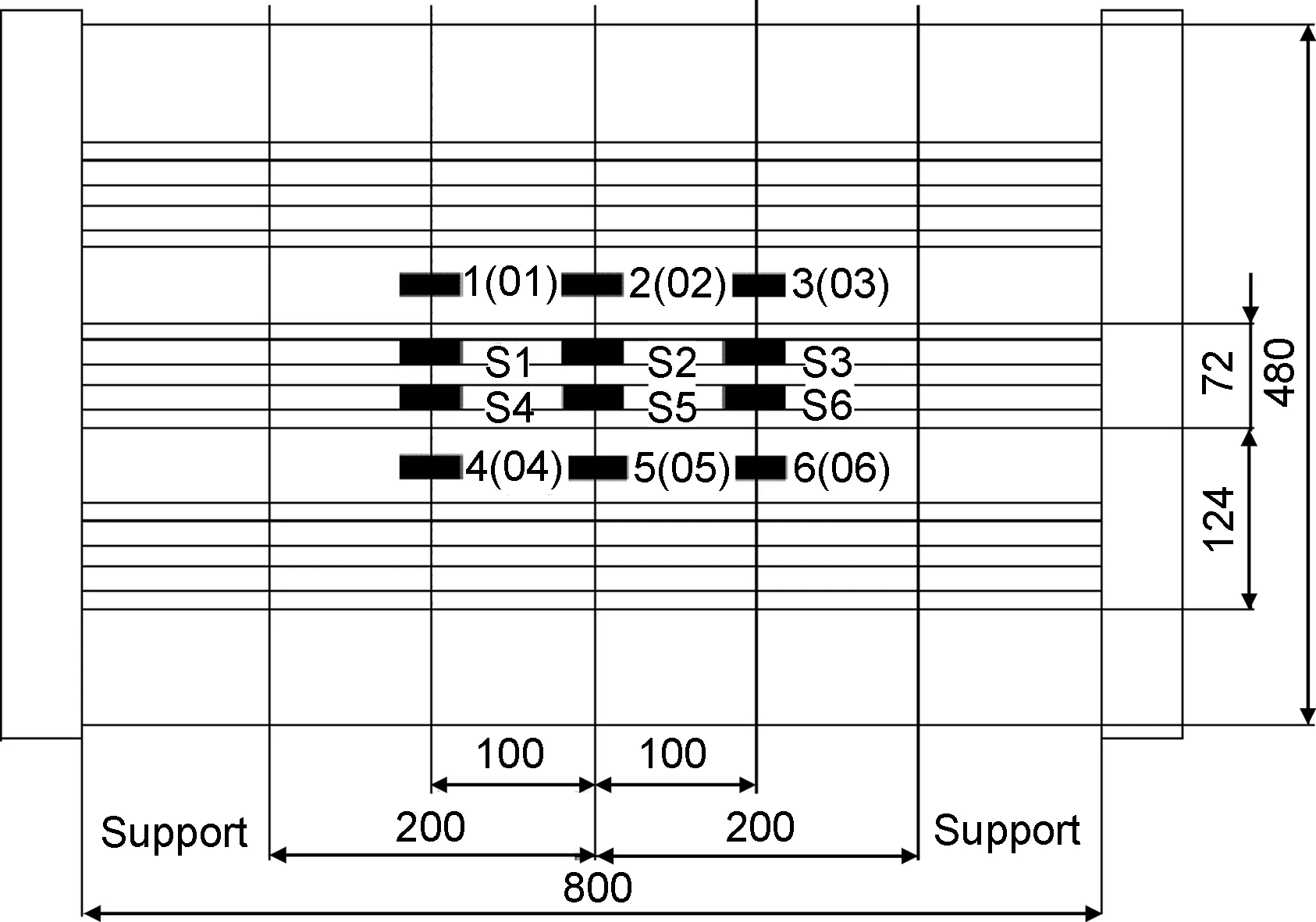
圖1 實驗件示意圖Fig.1 Schematic diagram of the specimen
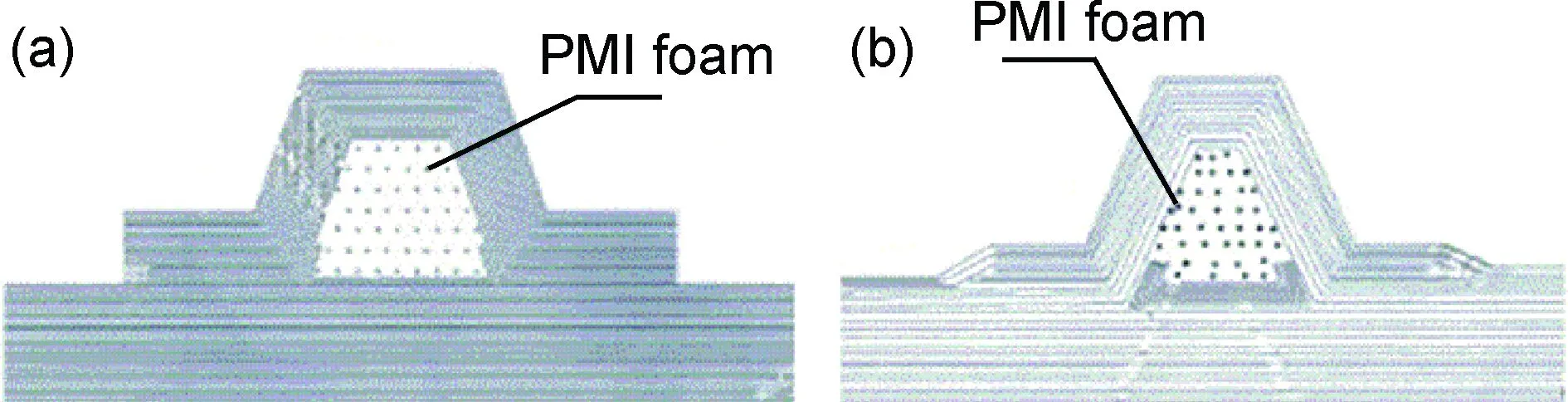
圖2 帽型筋條截面 (a)二次膠接加筋板筋條;(b)共固化加筋板筋條Fig.2 Stiffener section of hat-stiffened panels(a)stiffener of secondary bonded panels;(b)stiffener of co-cured panels
實驗件采用T300/BA9913預浸料制備,固化后單層厚度為0.125mm。各組鋪層信息及詳細特征如表1所示。
1.2 實驗方法
實驗采用WAW-2000A型電液伺服萬能試驗機進行加載,實驗中固定加載速率為1.0mm/min。圖3所示為模擬翼肋支撐作用,在距實驗件中心上下各200mm處施加簡支支撐。為滿足支撐要求,設計上下兩副完全相同的實驗夾具:在筋條一側使用4段可獨立拆卸的分離式支撐刀口限制蒙皮面外位移,在另一側使用連續圓弧形支撐刀口約束蒙皮的離面位移。距實驗件左右兩側邊12mm使用專用夾具提供簡支約束,夾具設計為活動U型鋁槽內套活動鋼制圓弧形墊塊,可保證整個壓縮過程中側邊完全受到約束。為保證壓縮傳載均勻,在試驗機上壓盤與實驗件間設計一梯形等強梁,將壓盤區域的載荷均勻地施加在實驗件灌封區。對實驗件支撐刀口間重點位置布置應變計,監測實驗過程中的局部屈曲,應變計布置如圖1所示。圖1中筋條之間蒙皮區域正反兩側(括號內編號為無筋條一側)均布置應變計,監測蒙皮失穩情況,而在帽型筋條斜邊對應位置也布置應變計,監測筋條壓縮失穩情況。實驗過程中及時記錄實驗聲響,輔助分析結構漸進損傷,實驗后對破壞位置進行剖面切割,觀測斷面分析結構破壞機理。
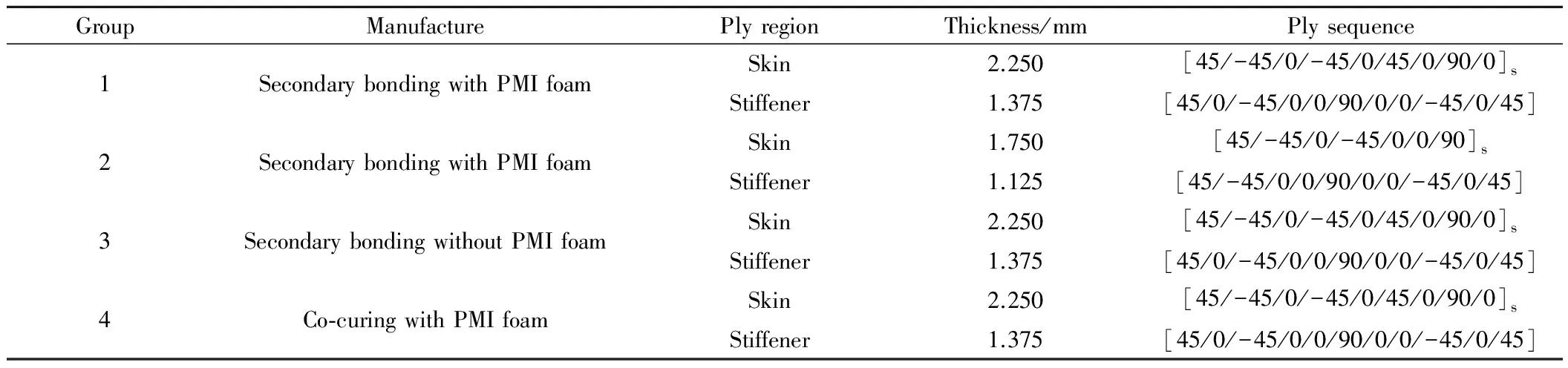
表1 4組實驗件特征與鋪層Table 1 Feature and ply sequence of four groups
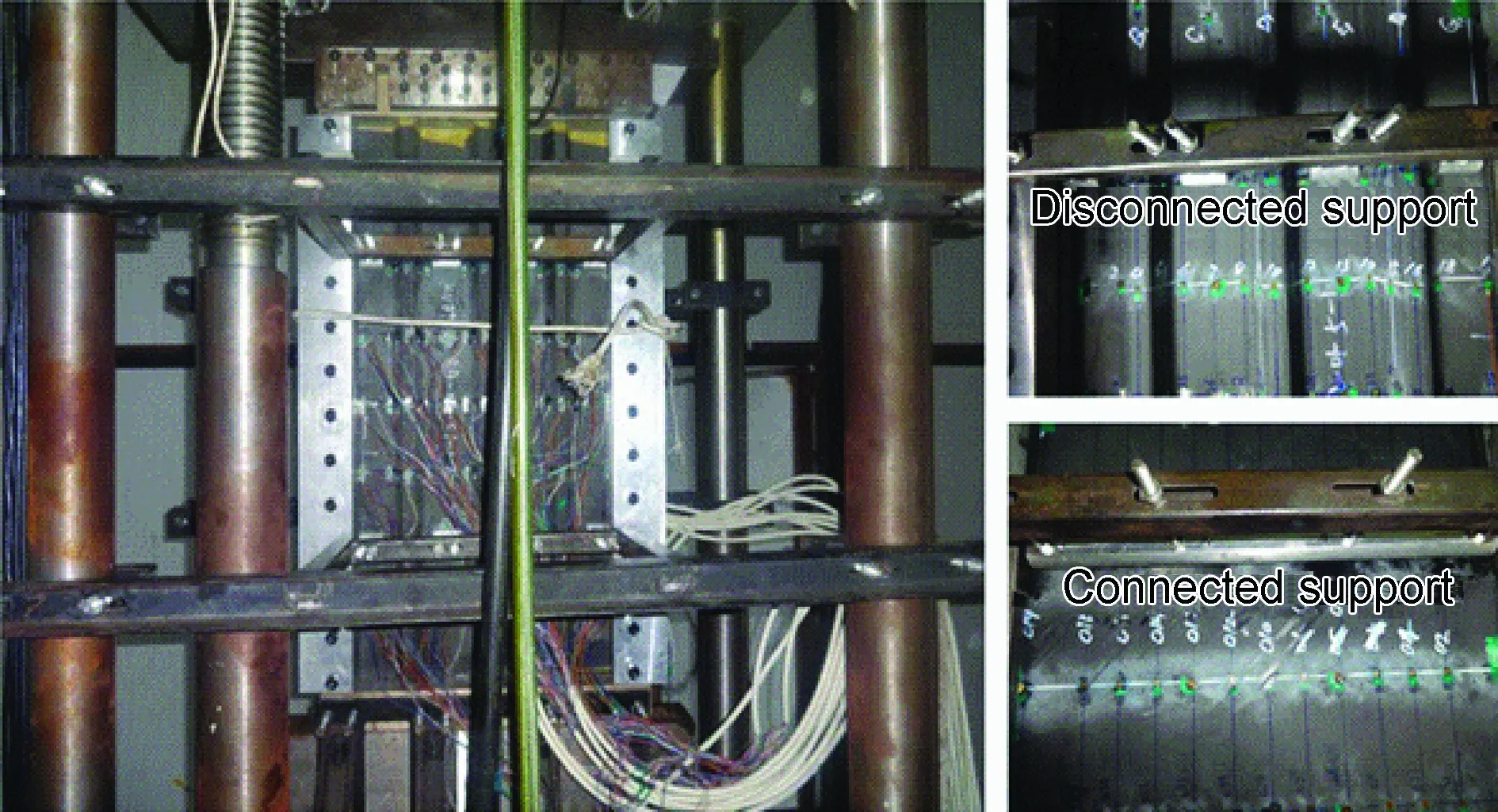
圖3 實驗加載系統和夾持系統Fig.3 Loading system and clamping system of test
2 結果與討論
2.1 破壞過程及破壞模式
在承受軸壓載荷過程中,4組加筋板具有相似的變形破壞過程,在加載起始階段,載荷隨壓縮位移線性增加,直至蒙皮出現局部失穩,結構進入后屈曲承載階段。在這一階段內,隨著載荷的增加可以聽到不同的聲響,表明結構內部出現損傷,蒙皮失穩變形增大,結構主要依靠筋條承載,隨后筋條折斷,結構失去承載能力。二次膠接成型加筋板具有相似的破壞模式如圖4所示,共固化成型加筋板破壞模式如圖5所示。分析對比圖4和圖5可知:損傷位置均在實驗件上下支撐刀口處及其附近,破壞后3根筋條全部折斷;蒙皮橫向折斷,且伴隨部分碎片脫落,斷口附近蒙皮分層嚴重;對于二次膠接成型加筋板,筋條蒙皮之間出現大面積分離,而共固化成型加筋板筋條和蒙皮折斷更徹底,破壞更嚴重,蒙皮完全橫向折斷。各組實驗件失穩載荷及破壞載荷統計如表2所示。
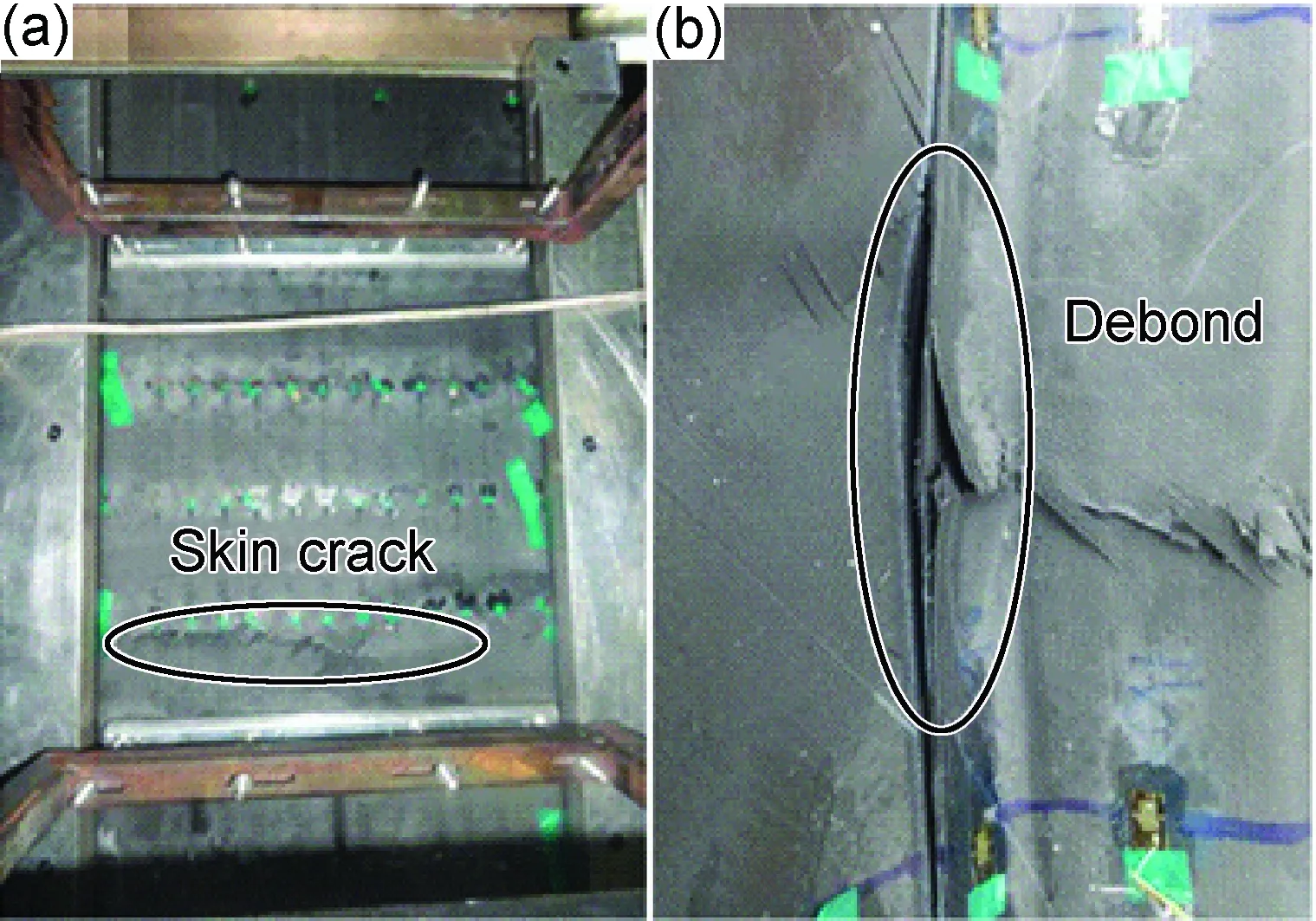
圖4 二次膠接加筋板典型破壞模式 (a)蒙皮開裂;(b)脫粘Fig.4 Typical failure mode of secondary bonded stiffened panels(a)skin crack;(b)debond
2.2 蒙皮厚度影響
實驗中由于第1,3和4組實驗件結構尺寸相同,表現出相似的應變曲線,圖6所示為第1組實驗件典型載荷應變曲線,圖7所示為第2組實驗件典型載荷應變曲線。加筋板在蒙皮失穩前,蒙皮應變隨載荷線性增加,蒙皮失穩時明顯可見蒙皮兩側對應位置應變曲線發生分岔;而筋條應變直至結構破壞均保持線性增加,表明加筋板結構在蒙皮失穩后主要依靠筋條承載。結合表2失穩載荷及破壞載荷分析可知,與第1組相比,蒙皮較薄的第2組具有更長的后屈曲承載階段,蒙皮厚度減小0.5mm,即厚度減小22%,失穩載荷降低45.3%,破壞載荷降低33.6%。工程上對于承受壓縮載荷的加筋板,筋條間蒙皮可近似為四邊受到約束的層合板,結構彎曲剛度與蒙皮厚度的三次方相關[14],故加筋板結構蒙皮失穩載荷受蒙皮厚度影響顯著,而膠接成型加筋板破壞通常是由筋條蒙皮脫粘引起,蒙皮的失穩變形加劇了脫粘擴展。
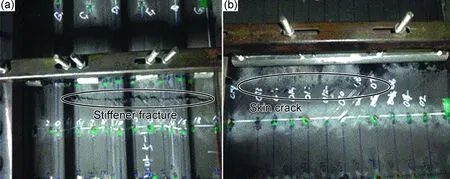
圖5 共固化加筋板典型破壞模式 (a)筋條折斷;(b)蒙皮開裂Fig.5 Typical failure mode of co-cured stiffened panels (a)stiffener fracture;(b)skin crack

GroupManufactureBucklingload/kNCoefficientofvariance/%Ultimateload/kNCoefficientofvariance/%1SecondarybondingwithPMIfoam4302.23548.91.992SecondarybondingwithPMIfoam2353.01364.55.893SecondarybondingwithoutPMIfoam3951.27542.64.564Co?curingwithPMIfoam3554.15450.11.73
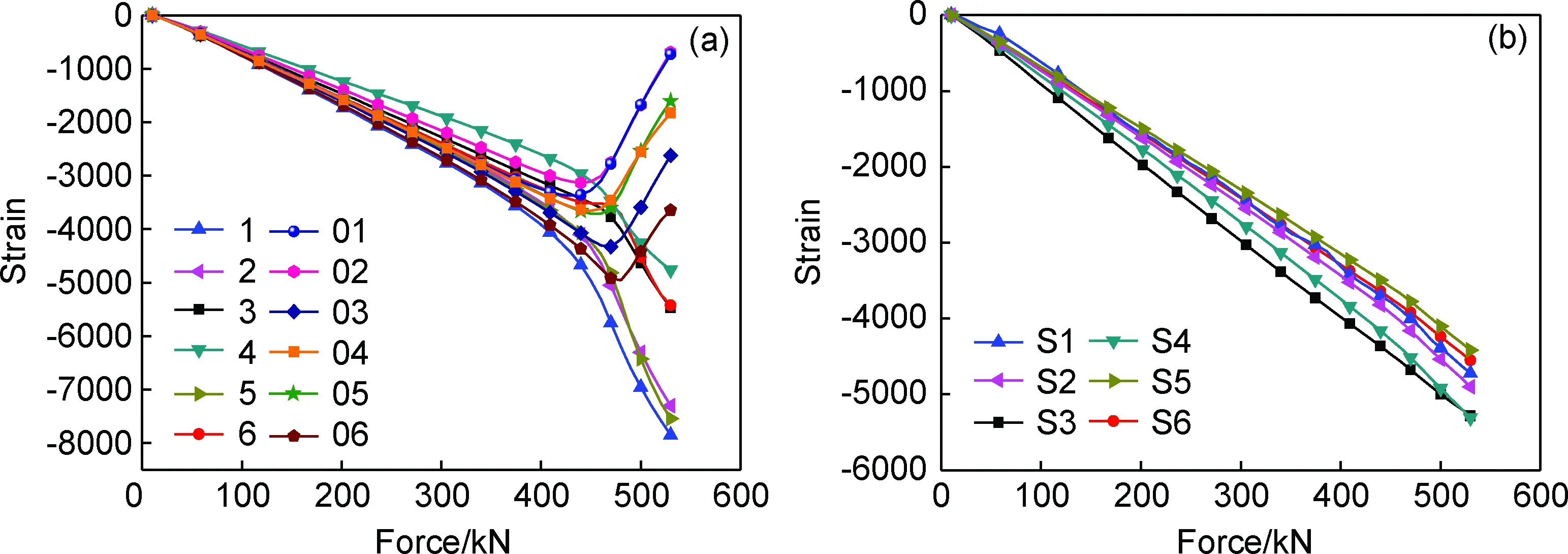
圖6 第1組實驗件典型載荷應變曲線 (a)蒙皮應變;(b)筋條應變Fig.6 Typical results of strain with load for the first group (a)strain on the skin;(b)strain on the stiffener
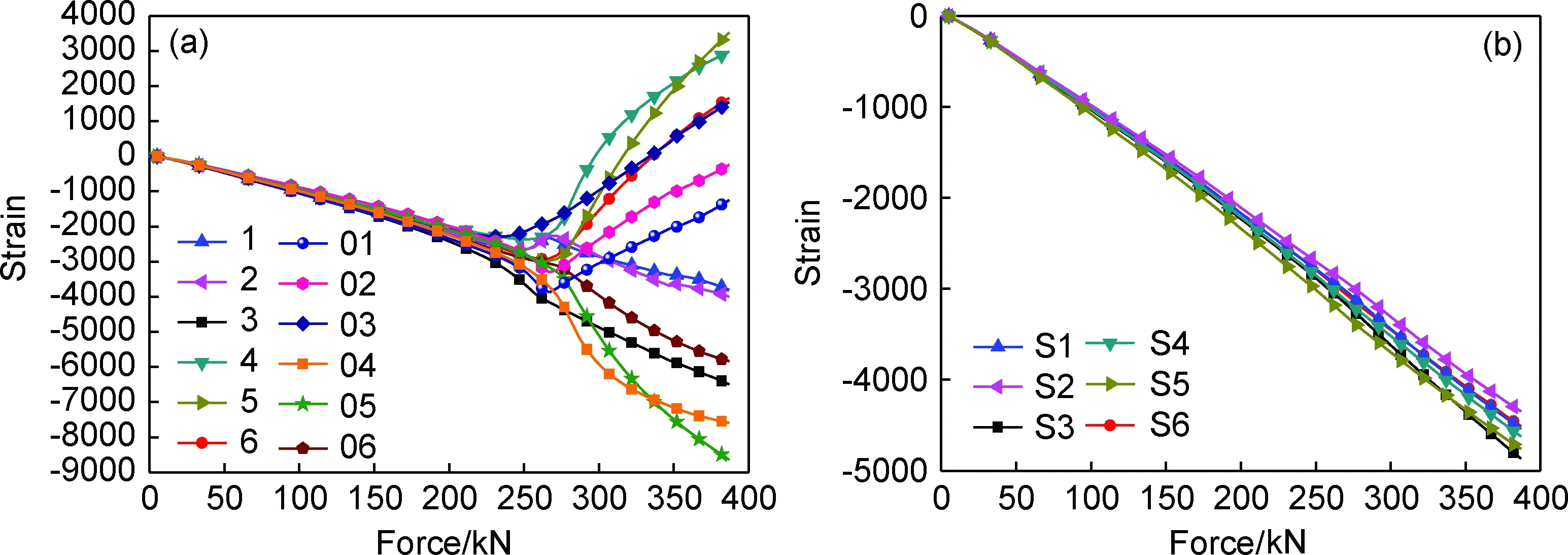
圖7 第2組實驗件典型載荷應變曲線 (a)蒙皮應變;(b)筋條應變Fig.7 Typical results of strain with load for the second group (a)strain on the skin;(b)strain on the stiffener
2.3 填充泡沫影響
泡沫材料是閉孔結構,具有較低的吸水率,且能有效避免筋條側壁產生失穩而導致結構過早破壞而被廣泛用作帽型筋條填充物,中等密度的PMI泡沫材料具有較好的抗壓縮蠕變性能,能夠輔助復合材料帽型加筋板的固化成型[15]。圖8所示為第1組和第3組加筋板失穩載荷及破壞載荷統計圖,可知填充泡沫能小幅度提高結構穩定性,但對結構承載能力無顯著影響,這是因為兩組加筋板結構直至破壞筋條均未出現失穩,用于防止筋條側壁失穩的填充泡沫并未影響到結構承載。
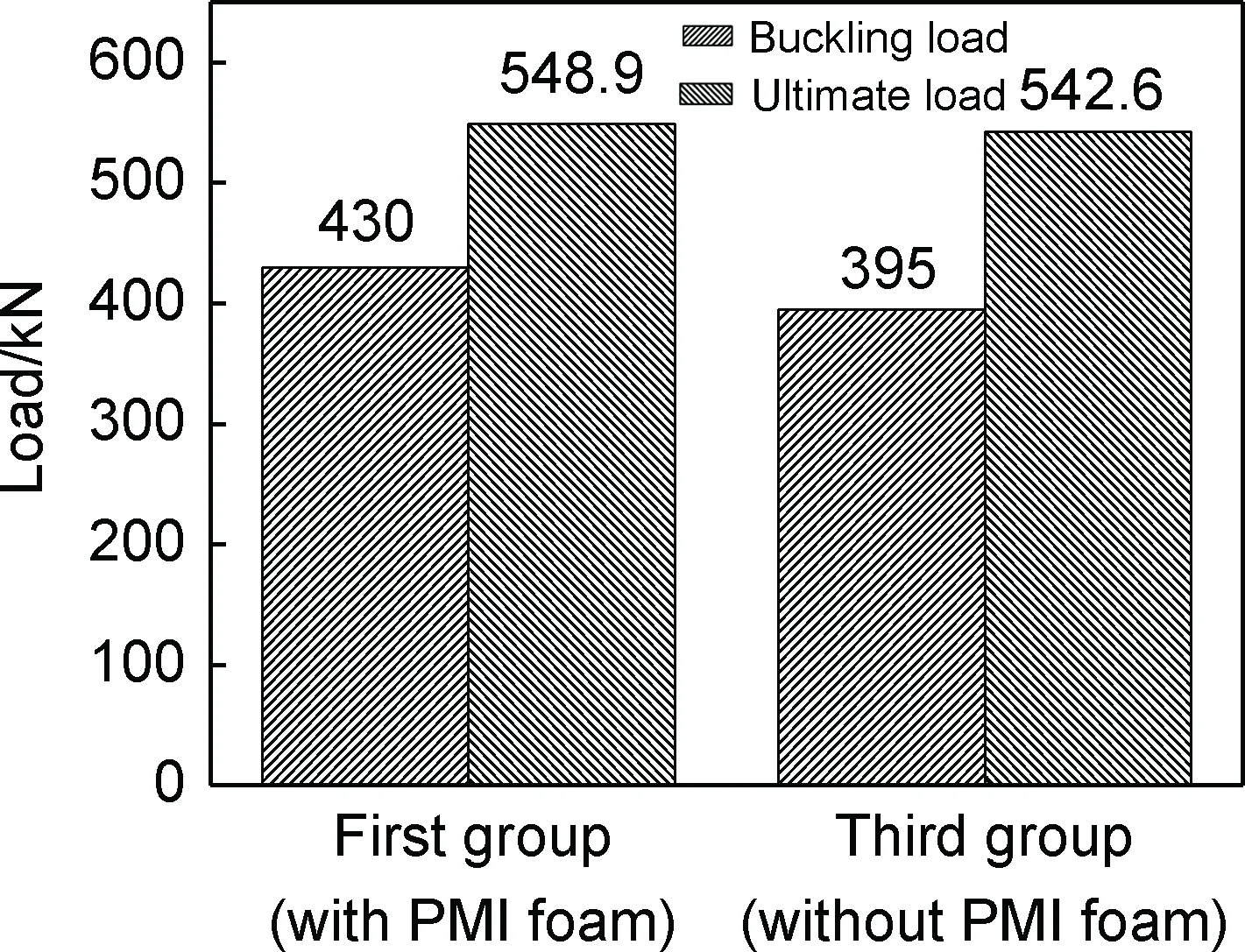
圖8 填充泡沫對結構穩定性及承載能力的影響Fig.8 Effect of PMI foam on the structure stability and carrying capacity
2.4 成型工藝影響
二次膠接成型尺寸穩定性好,工藝簡單但成型昂貴,而共固化成型方法因為是一次整體成型,減少了熱壓罐的使用次數,顯著降低了制造成本。共固化成型不使用膠黏劑,制造出來的構件質量輕,構件變形量小。圖9所示為蒙皮厚度相同的兩種工藝成型加筋板軸壓結果對比,第4組共固化成型加筋板失穩載荷僅為第1組二次膠接加筋板的82.6%,破壞載荷僅為82.0%。圖10所示為兩種工藝加筋板破壞后筋條轉角處典型斷面圖,結合圖2筋條剖面分析,可知二次膠接加筋板破壞主要是筋條蒙皮脫粘引起,而共固化加筋板成型復雜,筋條下緣與蒙皮融合,減小了結構的有效厚度,使得結構彎曲剛度下降,筋條承載能力降低,結構破壞時筋條與蒙皮界面分層,蒙皮內部分層嚴重。且第4組軸壓實驗中,在350kN左右明顯聽見結構撕裂聲響,而第1組加筋板在500kN左右才明顯聽見聲響,表明共固化加筋板比二次膠接加筋板較早出現損傷。
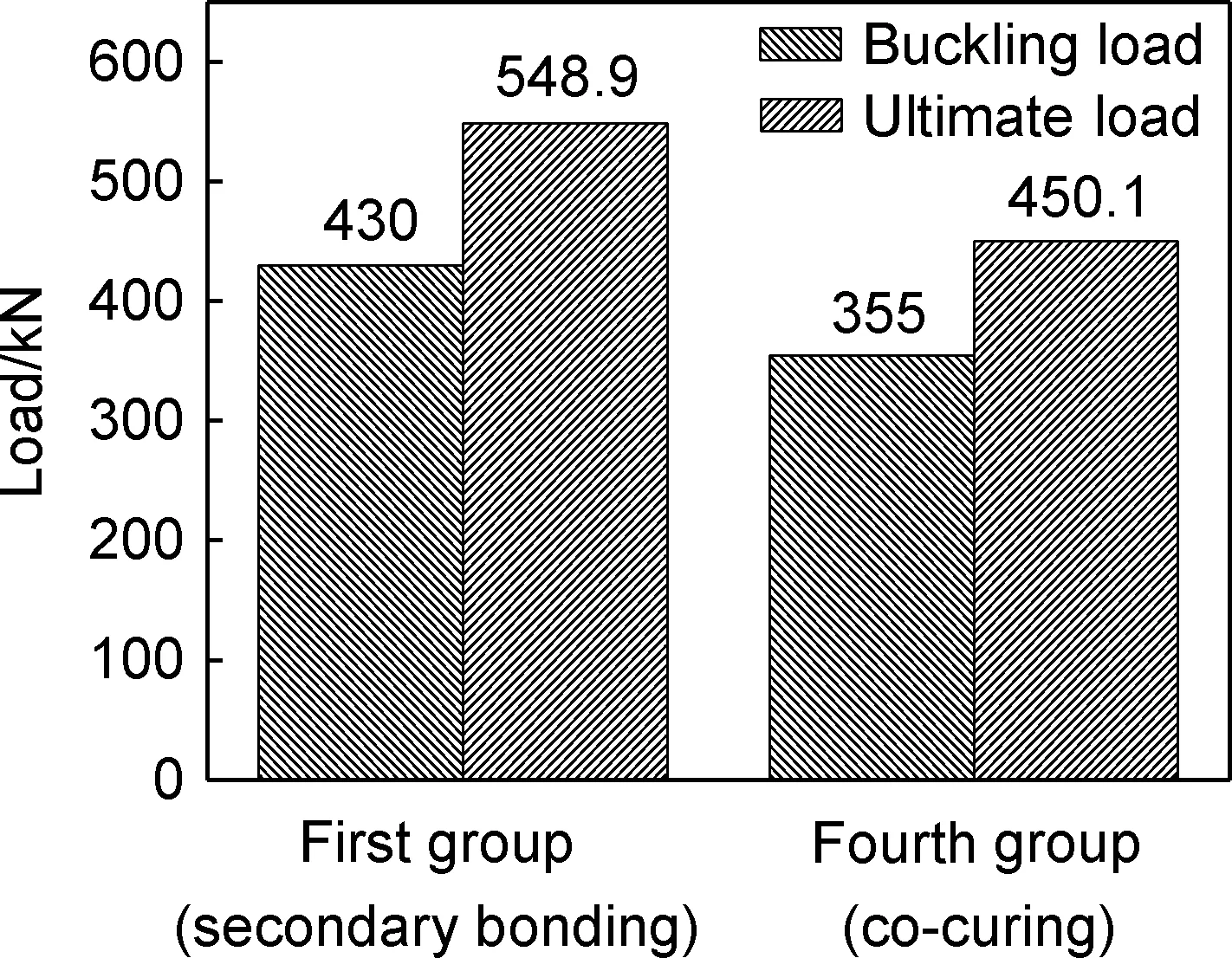
圖9 成型工藝對結構穩定性及承載能力的影響Fig.9 Effect of forming process on the structure stability andcarrying capacity
3 結論
(1)蒙皮厚度對加筋板穩定性及承載能力有顯著影響。蒙皮厚度減小0.5mm,失穩載荷降低45.3%,破壞載荷降低33.6%。
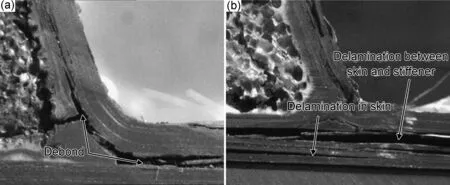
圖10 兩種工藝加筋板典型筋條轉角處斷面圖(a)二次膠接加筋板典型斷面圖;(b)共固化加筋板典型斷面圖Fig.10 Typical fracture section in the corner of stiffener for two types of manufacture(a)typical fracture section of secondary bonded stiffened panels;(b)typical fracture section of co-cured stiffened panels
(2)PMI填充泡沫能小幅度提高結構穩定性,但對結構承載能力無顯著影響。
(3)相同蒙皮厚度的共固化成型加筋板失穩載荷僅為二次膠接加筋板的82.6%,破壞載荷僅為82.0%。
(4)二次膠接加筋板破壞主要是筋條蒙皮脫粘引起,而共固化加筋板破壞與筋條蒙皮界面分層以及蒙皮內部分層損傷相關,且共固化加筋板比二次膠接加筋板較早出現損傷。
[1] 杜善義, 關志東.我國大型客機先進復合材料技術應對策略思考[J]. 復合材料學報,2008,25(1):1-10.
DU S Y, GUAN Z D.Strategic considerations for development of advanced composite technology for large commercial aircraft in China [J]. Acta Materiae Compositae Sinica, 2008,25(1):1-10.
[2] 馬少華,王勇剛,回麗,等. 濕熱環境對碳纖維環氧樹脂復合材料彎曲性能的影響[J].材料工程,2016,44(2):81-87.
MA S H,WANG Y G, HUI L, et al .Influence of hygrothermal environment on flexural property of carbon fiber epoxy composite[J].Journal of Materials Engineering,2016,44(2):81-87.
[3] OVESY H R, GHANNADPOUR S A M, ZIA-DEHKORDI E. Buckling analysis of moderately thick composite plates and plate structures using an exact finite strip [J]. Composite Structures 2013,95:697-704.
[4] STAMATELOS D G, LABEAS G N, TSERPES K I. Analytical calculation of local buckling and post-buckling behavior of isotropic and orthotropic stiffened panels[J]. Thin-Walled Structures,2011,49(3):422-430.
[5] NICHOLLS D J, GALLAGHER J P. Determination of GIC in angle-ply composites using a cantilever beam test method [J]. Journal of Reinforced Plastics and Composites, 1983, 2(1):2-17.
[6] CHAI H. The characterization of mode I delamination failure in nonwoven, multidirectional laminates[J]. Composites, 1984, 15(4): 277-290.
[7] CHEN S J. Composite technology and large aircraft [J]. Acta Aeronautica et Astronautica Sinica,2008,29(3):605-610.
[8] LANZI L.A numerical and experimental investigation on composite stiffened panels into post-buckling[J].Thin-Walled Structures,2004,42(12): 1645-1664.
[9] MO Y M, GE D Y, ZHOU J F. Experiment and analysis of hat-stringer-stiffened composite curved panels under axial compression[J]. Composite Structures, 2015, 123: 150-160.
[10] 張彌, 關志東, 郭霞, 等. 成型工藝對復合材料加筋結構脫粘性能的影響 [J]. 航空材料學報, 2015,35(2): 83-89.
ZHANG M, GUAN Z D, GUO X, et al. Effects of forming process on compression stringer-stiffened panels debonding [J].Journal of Aeronautical Materials, 2015,35(2): 83-89.
[11] KIM G H,CHOI J H,KWEON J H.Manufacture and performance evaluation of the composite hat-stiffened panel[J].Composite Structures,2010,92(9):2276-2284.
[12] LIU L, GUAN Z D, XU R Z, et al. Effects of debond size on buckling and post-buckling behaviors of composite stiffened panels[J]. Acta Materiae Compositae Sinica, 2014, 31(3): 749-758.
[13] BARTON O Jr. Buckling of simply supported rectangular plates under combined bending and compression using eigensensitivity analysis[J]. Thin-Walled Structures, 2008, 46(4): 435-441.
[14] ZHU S H, YAN J Y, CHEN Z, et al. Effect of the stiffener stiffness on the buckling and post-buckling behavior of stiffened composite panels-experimental investigation[J].Composite Structures, 2015,120: 334-345.
[15] 胡培.飛機夾層結構的設計和泡沫芯材的選擇[J].航空制造技術,2010(17):94-96.
HU P. Design of sandwich structure and selection of foam core material for aircraft [J]. Aeronautical Manufacturing Technology, 2010(17):94-96.
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業工程(2015年4期)2015-12-29 02:48:39
現代企業(2015年9期)2015-02-28 18:56:50
應用化工(2014年10期)2014-08-16 13:11:29