淺談軌道車輛制造的粘接工藝工作
2018-04-24 10:34:20張浩
智能城市 2018年5期
張 浩
通號軌道車輛有限公司,湖南長沙 410100
隨著高速列車和城市輕軌的快速發展以及新材料大量應用,粘接技術以其在節能、環保、安全以及新技術、新工藝、新產品的開發中的不斷突破,已經成為軌道車輛制造重要的工藝方法。粘接作為一個對形成的產品是否合格不易或不能經濟地進行驗證的特殊過程,要求全過程的質量管理,需要工藝工程師進行大量的粘接工藝工作來確保軌道車輛產品粘接的質量。
1 粘接接頭的工藝性審查
設計工程師在拿到車輛設計任務后,進行車輛設計、受力分析并出具受力分析報告,確定基材的表面處理方式[1],并將粘接相關信息盡可能多地通過文件、圖紙等方式傳遞給工藝工程師,粘接接頭清單 (見表1) 是其中文件之一。
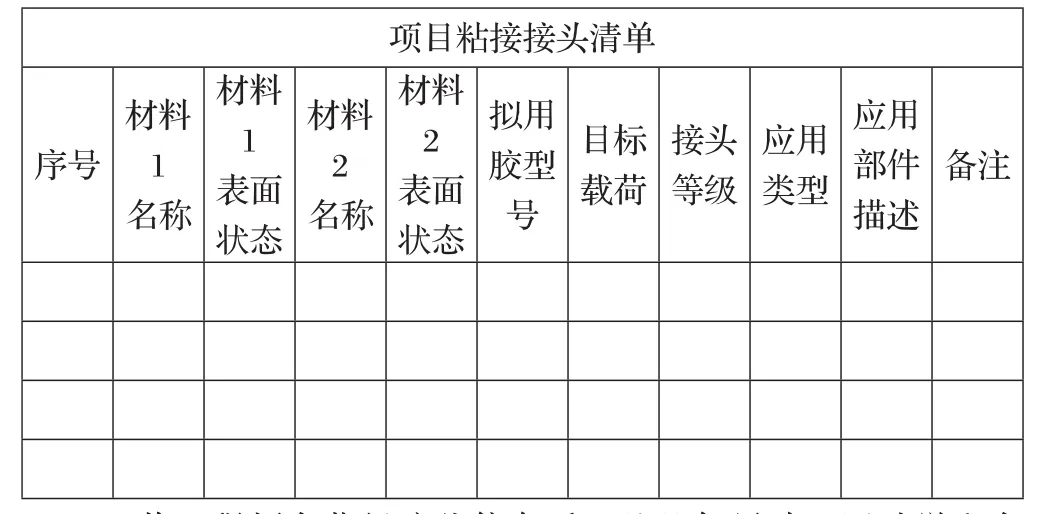
表1 粘接接頭清單
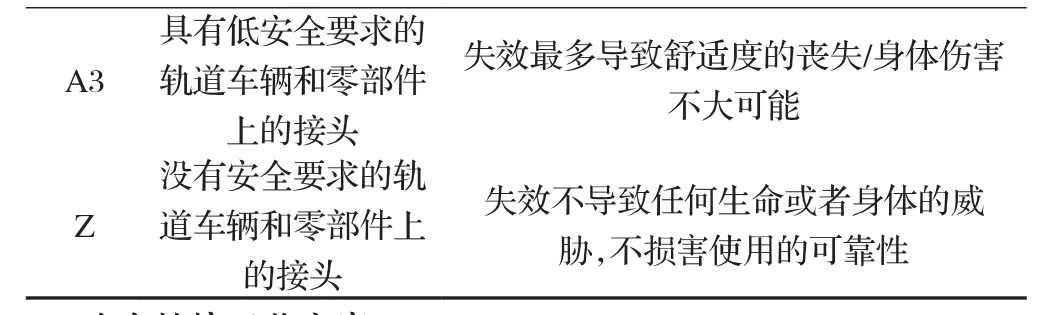
工藝工程師在獲得這些信息后,從幾何尺寸、運動學和負載、材料、安全、人機工程、生產和裝配、控制和驗證、運輸和存儲、使用、維護、循環、成本、約定等13個方面[2]全面地評估,對粘接接頭的設計的合理性進行工藝審查。對于一些信息不確定的粘接接頭,特別是評估為A1/A2等級[3]的粘接接頭 (見表2) ,需要評估其影響,必要時提出進行相關驗證確保粘接接頭的可靠性。
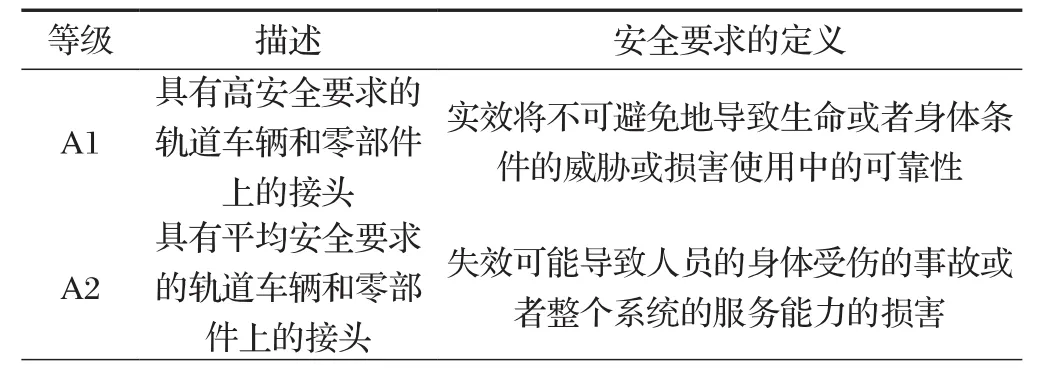
表2 產品的粘接接頭等級劃分
2 確定粘接工藝方案
在對粘接接頭進行了全面評估后,工藝工程師應組織一個包括設計、工藝、質量、采購等成員的粘接團隊編制PFMEA表和控制計劃,設計粘接工藝方案并組織評審。在工藝方案中需從人、機、料、法、環、測6個方面全面識別粘接工藝工作,并提出相關需求,如工藝驗證需求、新增工裝設備需求、人員及培訓需求等。工藝方案應考慮影響粘接產品質量的全過程,包括有:(1)基材、化學品、消耗品和工具的采購,包括明確化學品的運輸條件、交貨要求、檢驗方法等;(2) 原材料的收貨,包括來料檢查文件和清單,拒收條件,產品隔離等;(3) 基材、化學品、消耗品的儲存和廠內運輸,包括儲存地點、存儲條件、存儲標識,明確內部運輸條件和運輸條件等;(4) 確保粘接過程具有足夠大的工作場地并定制管理,考慮職業安全和環境保護;(5) 基材的表面處理,包括環境要求、處理方式、工藝參數、遮蔽方式、檢測方法、過程記錄、工序完工后的存儲和廠內運輸至下一工序;(6) 膠粘劑的準備及施膠,包括工作記錄表、保護容器、施膠工具、施膠劑量、施膠時間、施膠保護等;(7) 連接和固定,包括需要的夾具、夾具的保養、膠層厚度控制、溢膠處理、現場保護等;(8) 膠的固化,包括固化條件、現場保護、夾具移除時間等;(9) 粘接件的存儲、廠內運輸和發貨,包括廠內運輸的路線和條件、存儲地點和條件、保護性措施、包裝標簽、發貨技術要求等;(10) 剩余/過期化學品和不合格產品的處置,包括定期檢查方法、不合格品的處置區域和方法、修復方法、文件統計等;(11) 日常樣品的生產、測試和評估,包括測試計劃、生產伴隨樣品的制作、測試方法等。
3 編制工藝規程
工藝方案評審通過后,工藝工程師應根據評審通過的方案進行工藝驗證和工藝試驗,證明方案可以滿足產品設計的需求,并將條件標準化到作業指導書中。作業指導書應全面規范粘接操作,遵循并覆蓋PFMEA、控制計劃以及工藝方案中所提出的項點。作業指導書應遵循6C原則:正確的 (Correct) 、完整及易懂的 (Complete and Comprehensive) 、時效的 (Current) 、清晰的(Clear) 、審核和批準過的 (Checked and approved) 、觸手可及的(Close at hand) 。同時,應編制過程記錄表,來控制操作過程的溫度、時間、表面處理方式以及夾持和固化的條件是否滿足作業指導書要求[4]。按照DIN6701粘接質量體系要求,根據安全等級的不同,對A1/A2等級的粘接接頭必須進行伴隨試驗,伴隨試驗作業指導書也是工藝文件不可或缺的一環。
4 生產準備
在正式生產前,工藝工程師應根據工廠實際編制定置管理圖并確認現場生產條件是否滿足生產需求;檢測所需設備功能是否滿足作業指導書要求;對粘接工人進行培訓以達到滿足粘接生產要求;結合實際情況編制工藝定額等相關文件。
5 生產技術服務
粘接的質量控制主要是在制造階段的控制,粘接過程中的人、機、料、法、環、測等都應全面控制,文件化記錄和痕跡化管理。工藝服務人員在生產現場,應履行好自己的職責,包括現場技術服務,及時發現和解決生產中的工藝問題;監督現場操作嚴格按照工藝文件要求執行;驗證作業指導書、工藝定額等工藝文件的正確性,發現問題及時糾正。
6 總結和整頓
在生產結束后,工藝工程師應及時做好總結,對工藝文件不適應處進行改版升級并歸檔;對工裝設備在生產過程中的應用進行評估;對設計、工藝等可以改進處提出意見。總結文件經過評審后按照評審意見開展后續改進工作。
7 結語
粘接是一個特殊過程,需要一個質量管理體系來保證產品的質量。粘接工藝工作是產品粘接質量保證中很重要的一環,但只是其中的一部分,設計、工藝、質量、采購、生產各個環節緊密結合,將粘接質量控制落到實處,才能體現粘接技術的優越性。因此,建立完善的粘接質量體系才是企業粘接技術應用的發展之道。
[1] 王紅軍,陳宏,竇磊,等. 軌道客車粘接體系的建立及運用淺析[J].中國戰略新興產業,2017(36) .
[2] 鐵路車輛和其零部件的粘接. 第3部分:軌道車輛上粘接接頭的結構設計和驗證指南[S]. DIN6701-3-2015.
[3] 鐵路車輛和其零部件的粘接. 第2部分:制造商的資質[S]. DIN6701-2-2015.
[4] 夏榮文. 城軌車輛貫通道頂板粘接的工藝設計與驗證[J].冶金叢刊,2016(11) .
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國軍轉民(2017年6期)2018-01-31 02:22:28
故事大王(2016年7期)2016-09-22 17:30:08
銅業工程(2015年4期)2015-12-29 02:48:39
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
石油化工應用(2014年8期)2014-03-11 17:40:03