數字化氫氧微火焰自動錫焊系統設計*
2018-04-25 07:21:37程輝輝李天龍閆鑫鑫杜建銘苑春曉
機電工程技術 2018年1期
關鍵詞:工藝
程輝輝,李天龍,溫 聰,閆鑫鑫,杜建銘※,苑春曉
(1.深圳市德富強機器人有限公司,廣東深圳 518060;2.深圳大學機電與控制工程學院,廣東深圳 518060;3.深圳市飛泰科自動化裝備有限公司,廣東深圳 518060)
0 引言
氫氧微火焰焊接機是一種可以普遍應用的、可以基本勝任各種火焰焊接任務的焊接機。但氫氧焊接中人工操作比率大,人工焊接存在兩個方面的問題,一方面焊接加熱時間是人為控制,無法精確定時;另一方面人為確定焊點位置無法保證精確定位的需求,經過這樣焊接以后的產品一致性較差[1],不能大規模、批量化的生產。
此項目為了研制出能用于PCB插件、變壓器出線端子等多種零部件的自動錫焊設備,選擇采用了高精度運動控制系統的微火焰自動錫焊設備[2]。解決了電子器件手動錫焊時產生的質量不良的問題,如虛焊、焊點飽和度不夠、透錫率不夠[3]等,同時也避免了常規烙鐵焊接過程中有毒氣體污染等問題。
1 總體設計
1.1 功能劃分與實現
氫氧微火焰自動錫焊系統主要由四大模塊組成,分別是氫氧微火焰發生模塊、送絲模塊、焊針和送絲針頭進給控制模塊、焊點定位模塊。四大模塊可以實現單獨控制,并由上位機示教器進行焊接參數設置,之后和外部安全設施部分、供電部分、外部支撐部分組合,構成整個氫氧微火焰自動錫焊系統,其架構如圖1所示。
1.1.1 氫氧微火焰發生模塊
氫氧微火焰發生模塊由氣體發生器、防回火安全裝置、火焰針頭等組成,其構成如圖2所示。
氣體發生器,通過電離去離子水生成穩定的氫氧混合氣體;防回火安全裝置是氫氧微火焰發生器的主動防御裝置,在氣體管路中安裝防回火裝置能阻止氫氧焰火返回氣體管路,保證系統中氣體的燃燒安全[4];焊接火焰針頭(焊針),位于氫氧焰管路末端,根據不同焊接對象對焊接工藝的要求,可選擇不同孔徑的火焰針頭,確保焊接質量和焊接效率。用戶通過調節氣體發生器上的流量旋鈕控制氣壓大小,生成穩定合適的氫氧微火焰焊接熱源。

圖1 氫氧微火焰自動錫焊機總體框圖

圖2 氫氧微火焰發生模塊構成框圖
1.1.2 送絲模塊
送絲模塊的主要作用是將錫絲按照工藝要求的速度和長度、準確地輸送到焊接目標點。該模塊主要由示教器、運動控制器[5]、R軸步進驅動器及電機、送絲輪傳動機構組成,其模塊架構如圖3所示。該模塊選用示教器為上位機,示教器可對用戶及送絲工藝進行選擇設置并將設置參數傳至運動控制器。運動控制器將接收到的參數轉化成數字信號并傳遞向R軸步進驅動器及電機,電機運行控制送絲模塊運作,將錫絲送至指定位置。

圖3 送絲模塊構成框圖
1.1.3 焊針、送絲針頭進給控制模塊
焊針、送絲針頭進給控制模塊由示教器、運動控制器、電磁閥、氣缸、限位傳感器等組成,其構成如圖4所示。
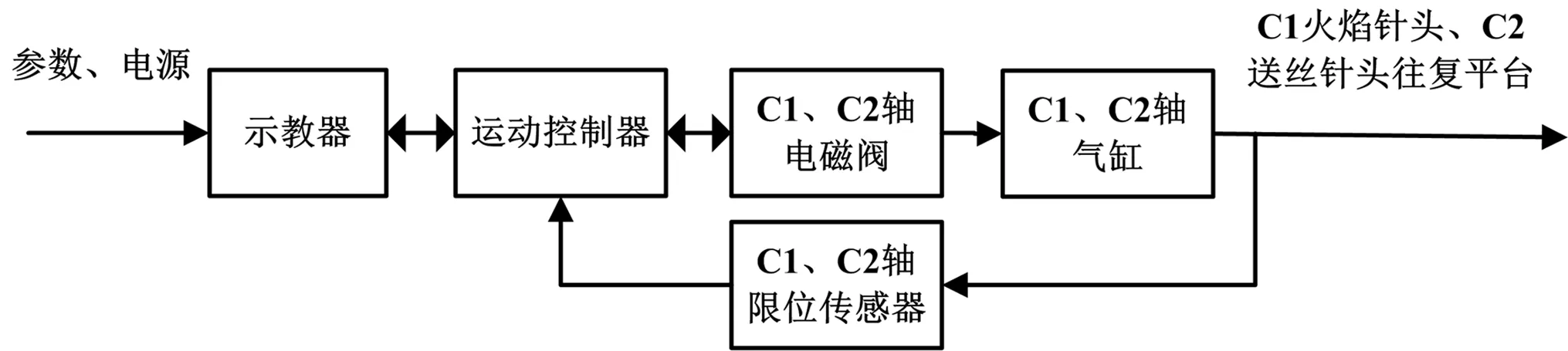
圖4 焊接工藝模塊構成框圖
運動控制器對焊針和送絲針頭進行運動控制,以特定的位置、時間、焊接順序對焊點進行錫焊。在示教器中輸入預熱、加熱、送絲時間等參數;運動控制器在收到上位機參數后控制電磁閥進行氣缸進氣方式,促使火焰針頭和送絲針頭運行,完成對單個焊點的焊接工作,火焰針頭和送絲針頭所在軸搭載的限位傳感器對其有限位和歸原作用。
1.1.4 焊點定位模塊
焊點定位模塊,主要實現PCB焊點焊接位置的精確定位。該模塊是由相機和XYZ笛卡爾直角坐標運動控制[6]平臺組成。工件上的焊點位置可由CAD圖形自動生成,或是示教標定,工件安裝在工作臺上后,相機自動完成工件識別和定位,在執行焊接動作的時候,運動控制器負責把運動分為笛卡爾坐標系的X、Y、Z三個方向上的運動信號,三軸將接收到的電信號解碼轉換為電動機的驅動信號并放大信號,之后傳至各軸的電機,使其運行。在運動同時,電機將位置信息信號反饋至運動控制器,以實現內部循環控制,從而達到PCB運動平臺、送絲及二維可調位置夾具的精確定位,整個焊點定位模塊的構成如圖5所示。
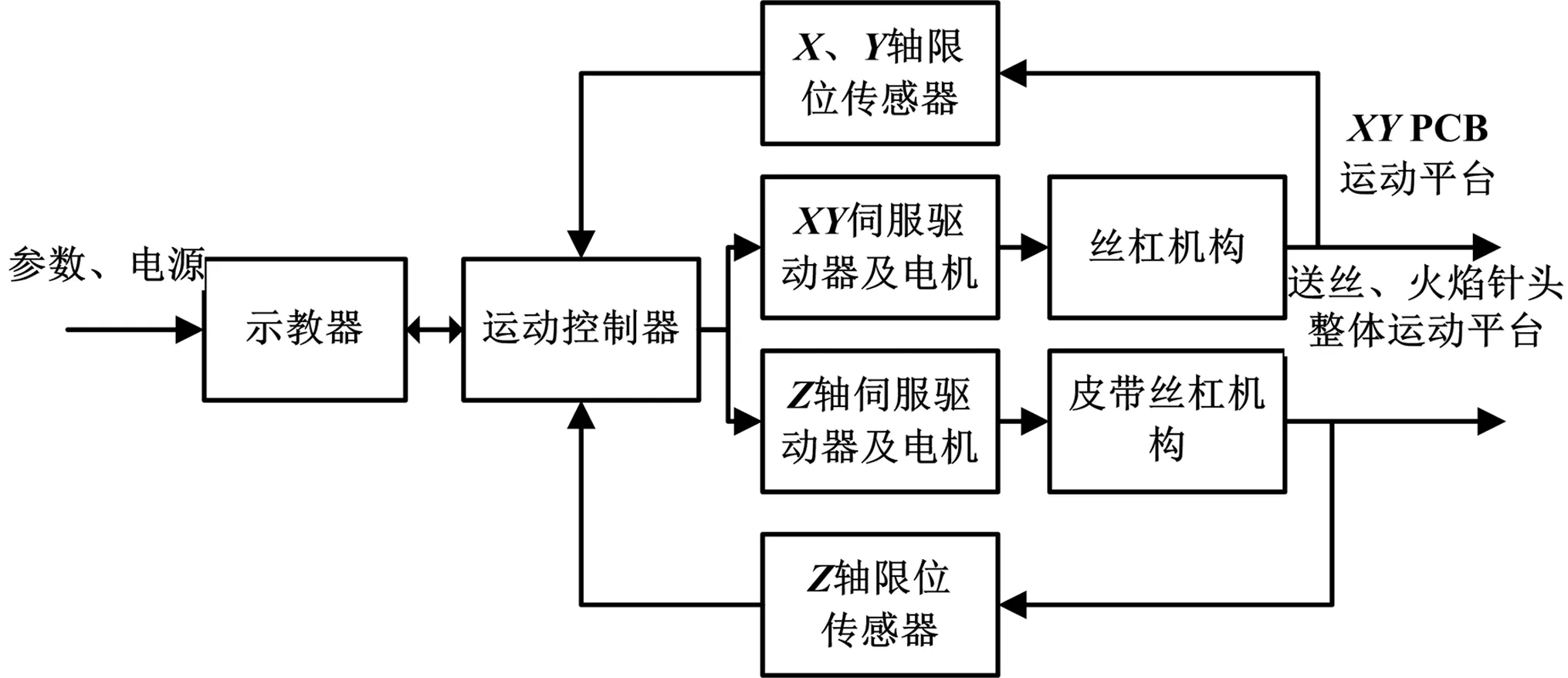
圖5 焊點定位模塊構成框圖
1.2 焊接工藝流程
氫氧微火焰自動錫焊機采用自動工作方式,操作工將需要焊接的PCB板及元器件裝入工作臺的夾具上,在示教器上輸入相對應的焊接工藝參數和位置信息,啟動運行開關按鈕,設備即可自動完成焊孔的定位、送絲以及PCB插件的焊接等工序。錫焊工藝流程[7]包括焊前的準備和自動錫焊階段。
焊前準備包括接通電源、檢查安全裝置的工作狀態、調試氣體發生器以保證其在安全運行區域、XYZ運動控制平臺及火焰針頭和送絲針頭氣動模塊復位、點燃氫氧火焰等。
完成焊前準備后,開始循環焊接工藝,首先通過相機拍照對第一個焊點坐標進行XYZ向定位,該位置信息被送到示教器,控制各軸電機驅動工作臺運動,開始焊點循環焊接過程,具體錫焊工藝時序圖如圖6所示。
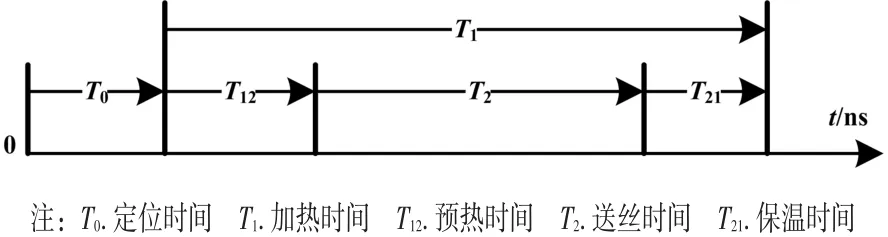
圖6 單個焊點的焊接工藝時序
圖6 具體實施過程如下:經過一個焊點定位時間T0后使第一個焊點停止在指定焊接位置處;緊接著送絲針頭和火焰針頭進給,同時加熱時間T1開始,經過一個預熱時間T12后,送絲針頭開始運行,錫絲送出,達到T2時間后,停止運行,送絲針頭退回;在保溫時間達到T21后,停火,火焰針頭退回,第一個焊點焊接完成。
完成第一個焊點的焊接工作后,工作臺移至下一個焊點焊接處,重復焊接工作全過程,直到焊接完所有焊點,自動錫焊工作結束,焊接工藝過程如圖7所示。
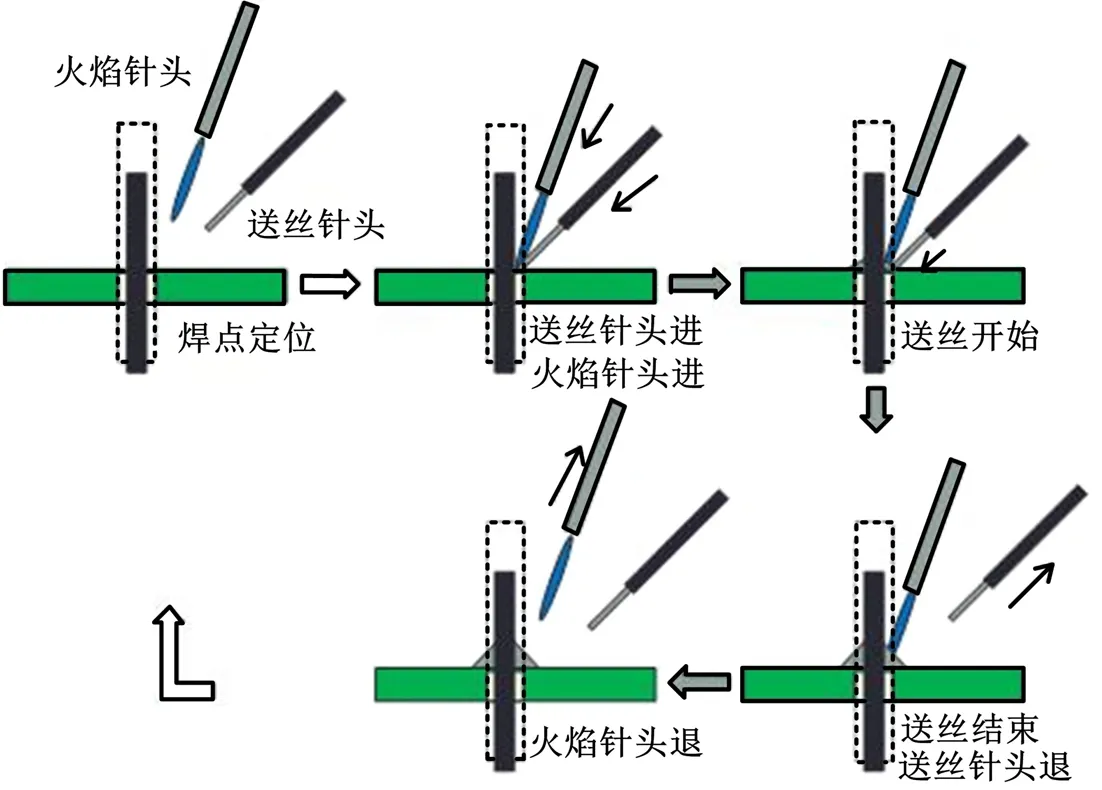
圖7 焊接工藝過程圖
2 控制系統設計
2.1 控制系統硬件設計
控制系統硬件要保證功能的合理性,以達到整個錫焊過程中系統的調試效率、錫焊工藝的穩定運行的目的。
氫氧微火焰自動錫焊控制系統硬件結構如圖8所示,下位機采用ARM+FPGA的控制器硬件結構,上位機采用MCU示教器[2]。結合各部分的特點,下位機負責對上位機示教器擬定的運動信息進行分析處理,利用嵌入的LINUX[8]系統和強大的ARM[9]網絡功能,將處理過的數據傳送至FPGA[10]計算,從而實現多軸的動態控制;上位機負責設置參數和程序參數的管理以進行人機交互作業。兩部分均采用以太網接口進行實時通訊,能更便捷、迅速的完成控制。相比于PC機,示教器更小、高低廉、開發難度更低。
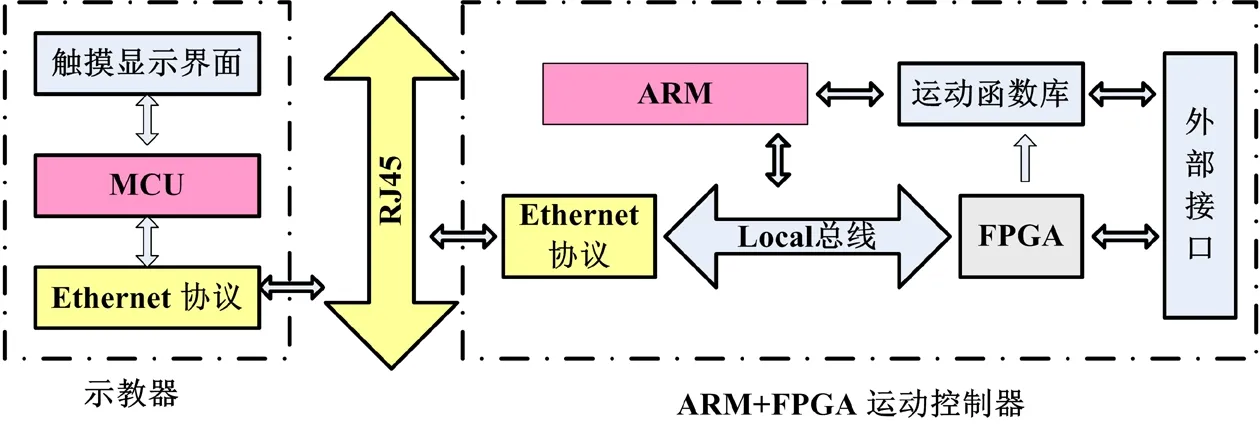
圖8 控制系統硬件架構圖
2.2 控制系統軟件設計
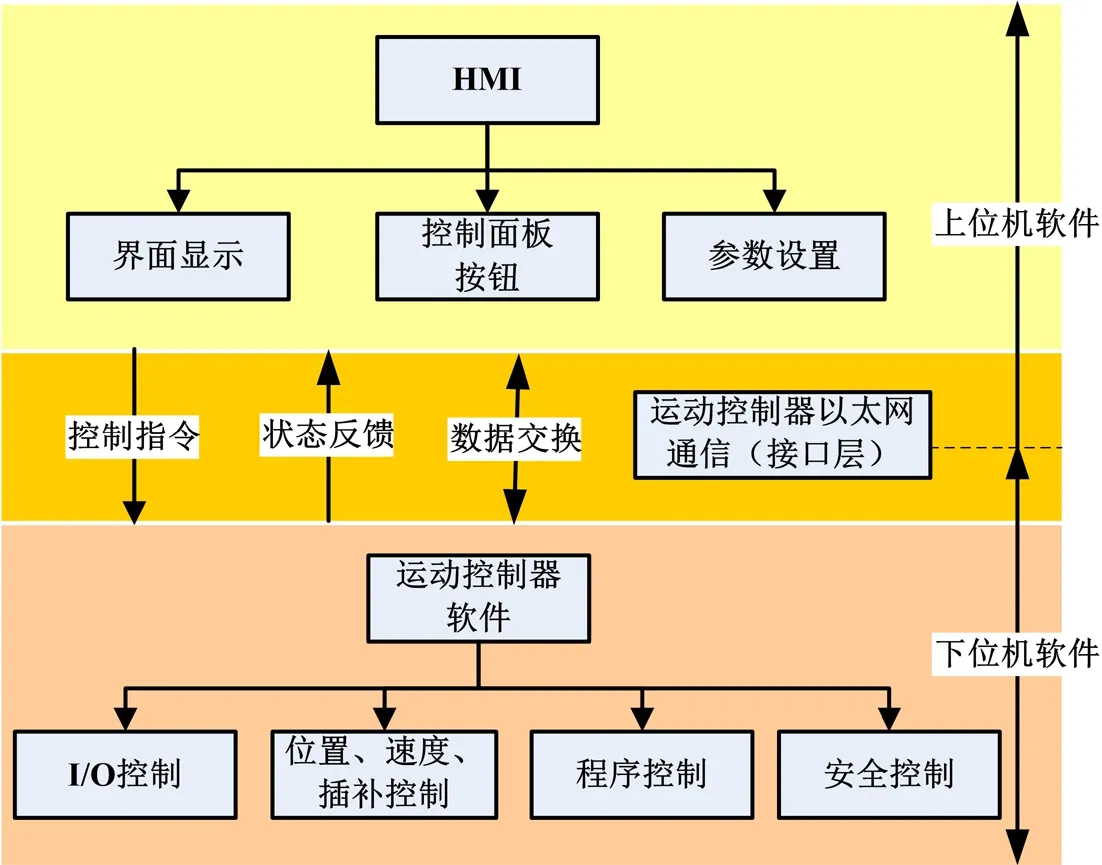
圖9 控制系統軟件結構圖
運動控制軟件的開發,協調了各硬件之間的相互作用,能更為合理地調試硬件之間的運行順序,使自動錫焊工作更為流暢、快速。針對本項目采用示教器作為上位機,以ARM+FPGA為核心組成運動控制器作為下位機的結構特點設計系統軟件的總體結構如圖9所示。
圖9中上位機軟件主要負責對人機交互界面以及程序參數部分進行管理;下位機負責對上位機的用戶及工藝信息進行分解處理,來達到對各個系統、各模塊的精確控制和定位任務;上位機和下位機之間通過Socket[11]協議進行通訊。
2.3 上位機示教器界面設計
為更好的完成人機交互,編寫了基于跨系統平臺的QT[12]用戶界面,其界面如圖10所示。示教器的顯示區中能夠顯示開關機信息和示教點等信息;IP地址連接區,是設置下位機運動控制器IP地址的區域;功能按鍵區是示教任務的操作按鍵區域。
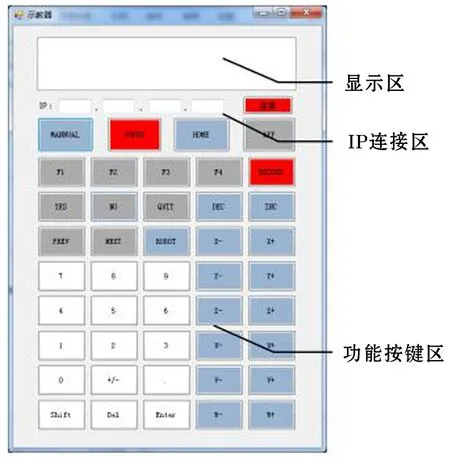
圖10 上位機示教器用戶界面
3 樣機測試
完成樣機的設計、制造以后,需對樣機進行測試。設計完成的氫氧微火焰自動錫焊機如圖11所示。
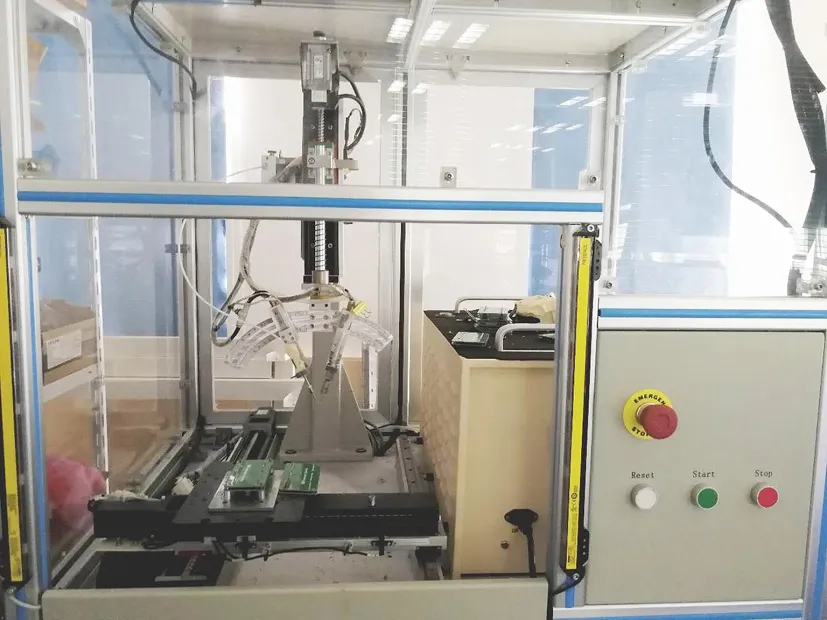
圖11 氫氧微火焰自動錫焊機
首先,需要對氫氧微火焰自動錫焊系統的基本參數進行設置,系統關鍵參數如表1所示。
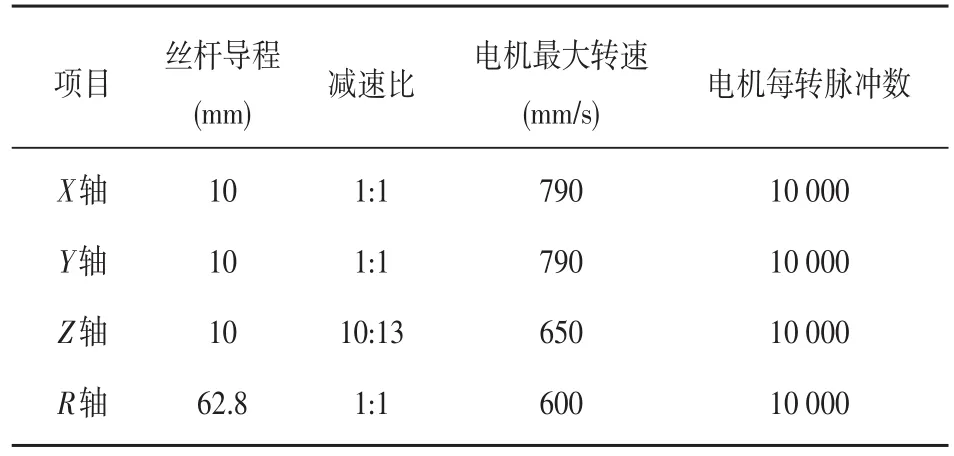
表1 系統的關鍵參數
然后,完成基本的工藝參數設置如表2所示。
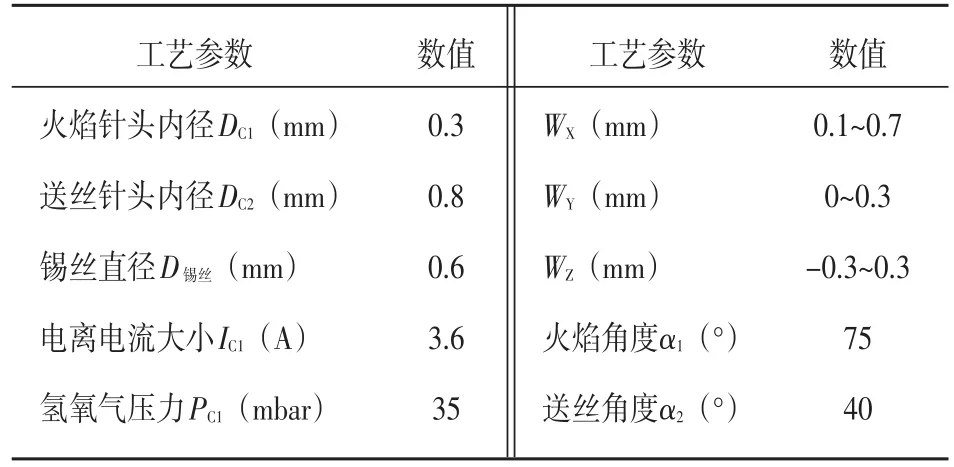
表2 基本工藝參數
最后,將火焰針頭、送絲針頭調整至合適的焊接位置,并保存此時的示教點位置,在工藝配置界面的“抓取與定位”區域,將相應XYZ軸的偏移輸入框中,保存數據[12],然后啟動焊接循環完成焊接。
經過檢驗,焊接完成的樣品達到了以下的質量和效率要求:
(1)焊點質量:按IPC-A-610E標準,高質量插針可接受性的焊點良率為95%,超過了手工焊接焊點良率的93%;
(2)焊接速度:1.75秒/焊點;
(3)焊機氣體功耗:108 W。
4 結束語
本文采用功能模塊化的設計思想,搭建了氫氧微火焰自動焊接系統硬件結構,設計了下位機控制器軟件及上位機示教器界面,完成了樣機研制,并在樣機上針對PCB插針焊接工藝進行了試驗研究,可以滿足IPC標準高質量插針錫焊可接受性的焊點良率要求,但是,對焊點質量良率的精確控制是需要繼續的改進的方面,在進行工藝參數和設備結構的更深層次研究之后,理論上能提高焊點良率的精確控制。
參考文獻:
[1]Camillo J.Computrol Keeps PCBSoldering Simple, Suc?cessful[J].Assembly, 2015,58(2):25-26
[2]閆鑫鑫.氫氧微火焰自動錫焊機的設計和PCB插件焊接工藝研究[D].深圳:深圳大學,2017.
[3]陳強,王一雄.PCB焊點焊接缺陷原因分析[J].印刷電路信息,2014(3):67-70.
[4]袁曉波,雷毅.一種新型氫氧焰回火防止器設計及有限元分析[J].石油化工設備,2006,35(2):37-39.
[5]康存鋒,楊建武,費仁元,等.開放式PC型運動控制器的研究[J].中國機械工程,2004,15(9):800-802.
[6]Walker M W,Wee L B.Adaptive Cartesian Coordinate Control of Space Based Robot Manipulators[C].//American Control Conference.IEEE,2009:1503-1508.
[7]王煒.印制電路板(PCB)板件焊接工藝流程[J].東方電氣評論,2014,28(1):74-80.
[8] Melo R R, Filho E C,Casillo D SS, et al.New Ap?proach in Building Supervision Systems,Automation and Control Based on ARM [J].IFAC Proceedings Vol?umes, 2013,46 (7):128-132.
[9]李傳明,崔更申,尹鵬,等.基于STM32F4的電機控制系統設計[J].計算機測量與控制,2015,23(10):3370-3376.
[10]周國娟, 金紅莉, 蘇福根.基于DSP與FPGA的運動控制器研究[J].電子設計工程,2012,20(19):189-192.
[11] Wang F.Study and Application of the Socket Communi?cation Based on Multithreading in Linux [J] .Comput?er Engineering&Applications, 2004, 40 (16):106-109.
[12]Sousa F R M, Cordeiro L C, Filho E B D L.Bounded model checking of C++programs based on the Qt frame?work [J].IEEEGlobal Conference on Consumer Elec?tronics, 2015:446.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52