氧氮過濾器濾芯的優化設計
2018-04-27 05:39:46王鵬飛郭春立于慧潔劉海飛
真空與低溫 2018年2期
王鵬飛,唐 強,郭春立,張 杰,曹 嶺,于慧潔,劉海飛
(北京航天發射技術研究所,北京 100076)
0 引言
低溫加注系統中氧氮過濾器安裝于加注管路末端,用于去除加注管路系統中多余物顆粒,保證推進劑進箭的潔凈品質,在一定程度上決定著低溫加注任務的完成甚至整個任務的成敗。
低溫加注系統要求氧氮過濾器必須具備流動阻力小、工作可靠性高、工藝性和經濟性好、便于濾芯的檢查和更換等特點。金屬絲網阻力小、可焊接、強度高、能較好的承受熱應力及沖擊[1-2]等要求,而流體流經直流式Y形(斜插式)殼體阻力小[3],常作為氧氮過濾器的外殼結構。目前,國內低溫加注系統中氧氮過濾器采用Y形直流式殼體、單層金屬絲網+金屬骨架+固定件的結構形式。該種結構特點的過濾器已得到應用,然而在液氧加注系統調試中,液氧轉注過程中出現了濾網破裂的故障,因此,為了滿足低溫加注系統要求,順利完成液氧推進劑的加注,有必要對濾芯結構進行優化,提高工作的可靠性。
1 氧氮過濾器的結構
低溫加注系統中氧氮過濾器采用斜插式殼體、金屬骨架+絲網+固定件濾芯設計方案,主要包括殼體、濾芯、堵蓋、緊固件、密封墊等,如圖1所示。
氧氮過濾器中殼體作為過濾器的主體部件,與堵蓋、緊固件、密封墊組成承壓殼體。濾芯作用是去除來流液氧液氮中固體雜質,濾芯的完好性和有效性很大程度上決定了過濾器的工作效率。圖2為原濾芯結構示意圖,濾芯主要由位于其軸線上部的隔熱部分(內管段)、中部的通流部分(濾網段)、下部的密封部分組成,中間通流部分起到介質流動通道和去除固體雜質作用。密封部分通過燕尾槽中模壓的聚四氟乙烯密封環與殼體中密封座、密封環面組成密封副,防止雜質從下部直接進入過濾器下游。濾芯需要保證足夠的有效通流面積(不小于管道通流面積的1.5倍);骨架與濾網、固定件(壓條、壓環)之間有足夠的結合強度;下部與殼體之間有良好的密封性能。

圖1 氧氮過濾器結構示意圖Fig.1 the structure of the nitrogen and oxygen filter

圖2 原濾芯結構示意圖Fig.2 the structure of the nitrogen and oxygen filter element
分析濾芯的結構可知,濾網開裂的原因在于濾網、骨架、固定件三者的結合強度不足,在液流沖擊下發生局部固定點失效導致濾網開裂,通過觀察濾網開裂局部實物發現骨架通流部分為6個長條形孔,濾網、骨架、固定件的電阻焊焊點(固定點)偏少,焊點之間軸向方向和徑向方向(根據濾芯結構特點,僅能在非開孔部分進行濾網、掛架、固定件之間的固定)間距較大,同一軸向位置,最多有6個固定點,焊點分布不利于保證濾芯耐壓力、液流沖擊,焊點外觀、焊點間距、焊點分布一致性不好,特別是縱向固定件(壓條)和橫向固定件(壓環)之間結合部位無焊點,而來流方向靠近密封側壓條與壓環結合部位液流速度較快,沖擊較大。壓條與端面間的最近焊點距離端面較遠,且濾網在骨架外側纏繞重合部分較少,一旦固定件局部開裂,容易發生濾網開裂現象。主要目的在于提高濾網、骨架、固定件三者的結合強度,從而提高濾芯抵抗介質壓力、液流沖擊的能力,提高過濾器濾芯的工作可靠性。
2 過濾器濾芯的優化
根據上述分析,過濾器濾芯優化主要方法為增加濾網、骨架、固定件三者結合(固定)點的數量,改善結合點分布和提高結合點質量控制,從結構設計和工藝方法兩方面進行。
2.1 結構設計優化
(1)通過將內骨架筋條周向均布的6個長條孔分為3排長條孔,每排長條孔均為周向均布的20個長條孔,如圖3所示,筋條和長條孔在圓周方向上間隔布置,在保證內骨架加工工藝前提下,筋條數和長條孔數越多,增加軸向固定件(壓條)個數,同時在滿足通流面積時筋條盡可能寬,以保證焊接工藝性;(2)為保證內骨架足夠的剛度,筋條需要保證一定厚度,不低于4 mm,而固定件便于成形,盡可能薄(1 mm)。根據過濾精度和濾網標準,濾網厚度為0.04 mm,為保證3個厚度差異較大的零件焊接強度,同時避免較大的焊接變形,采用能量密度大、熱變形較小的電阻焊;(3)增加濾網在內骨架表面纏繞重合部分寬度,重合部分增加至5個單元(周向方向1個筋條+1個長條孔);(4)壓條設置為兩端凸出形狀,兩端凸出部分壓在壓環上,且通過氬弧焊與壓環進行固定。

圖3 改進后濾芯結構示意圖Fig.3 the optimized structure of the nitrogen and oxygen filter element
2.2 工藝優化
(1)壓條、壓環修邊:點焊前應對壓條壓環各邊進行修磨,去除毛刺,避免出現虛焊現象;(2)濾網完成下料后,對4個飛邊進行處理,方法為用兩塊厚5 mm紫銅板將濾網沿厚度方向夾住,使濾網邊緣正好露出,將氬弧焊機電流調至5 A(參考),對濾網邊緣飛邊用氬弧焊進行燒熔處理;(3)壓條凸出部分與壓環之間通過氬弧焊點焊連接,在兩個側面均進行點焊;(4)壓環對接接縫寬度應控制在1 mm左右,環向接縫部位盡量處于骨架周向未開長條孔處(方便用壓條凸出部分對接縫部位變形進行控制);(5)需保證沿骨架周向在每個長條孔中心位置處設置點焊點,焊點盡量保證位于骨架兩端軸線方向未開長條孔部分中心位置,如兩長條孔中心周向距離大于15 mm,在壓環兩點焊位置中心增加壓焊點,直到任意兩點焊中心距離在8~12 mm,如圖4所示;(6)壓條中部直邊部分兩端點焊點盡量靠近壓條兩端折邊折點,焊點中心距折點不大于6 mm,壓條點焊點距控制為10~12 mm[5]。
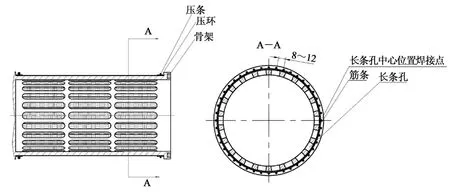
圖4 壓環焊點布局示意圖Fig.4 the optimization of the welding pot in the round fasten piece
3 模擬驗證
3.1 模擬工況
3.1.1 物理模型
為驗證上述設計改進措施的有效性,運用AN?SYS軟件模擬了DN100氧氮過濾器正向流動工況,對過濾器進行了流固耦合計算,分析了結構改進前和改進后的應力分布特征。改進前后狀態濾芯結構區別如下:
(1)分析濾網骨架筋條數量增加(6根到12根),分別如圖5(a)和(b)所示;
(2)單根筋條上焊點增加(由10個增加到20個),分別如圖5(c)和(d)所示;

圖5 過濾器濾芯結構圖Fig.5 the structure of the filter element for simulation
(3)濾網壓條兩端外翻與壓環進行氬弧焊,如圖5(d)所示。
3.1.2 邊界條件及介質物性參數
(1)進出口邊界條件。進口邊界條件:質量入口,體積流量為600 L/min;出口邊界條件:壓力出口,0.4 MPa;(2)壁面條件設置。絕熱壁面,表面粗糙度0.2 mm;(3)介質材料物性。流動介質為液氮,溫度為77 K;(4)流體部分的計算網格數為1 400萬,結構部分的計算網格數為130萬。
3.2 結果分析
3.2.1 流場計算
距濾芯底部0.1 m處的壓力分布如圖6所示,其中流動方向如圖6實箭頭所示,虛箭頭給出了不同位置的編號(點1~點4),其中,點1正對流動方向,點2背對流動方向,點3、點4與流動方向垂直。

圖6 距濾芯底部0.1 m處的壓力分布圖Fig.6 The pressure distribution of the 0.1meter location away from filter bottom
另外,圖6呈圓周狀分布的點陣是濾網截面,6個圓周狀分布的梯形面是支架截面。由圖6可以看出,點1處濾網內外壓力分布最不均衡,點3、點4內外壓力分布最為均衡,點2處內外壓力分布不均衡度有所加大。
3.2.2 結構計算
流固耦合面的壓力分布如圖7所示,可以看出,最大值分布在入口處。
圖8反映4個不同觀察角度的濾芯變形量,可以看出,點1變形量最大,點2次之,點3和點4最小。

圖7 流固耦合面壓力分布圖Fig.7 the pressure distribution of the fluid and solid coupling interface
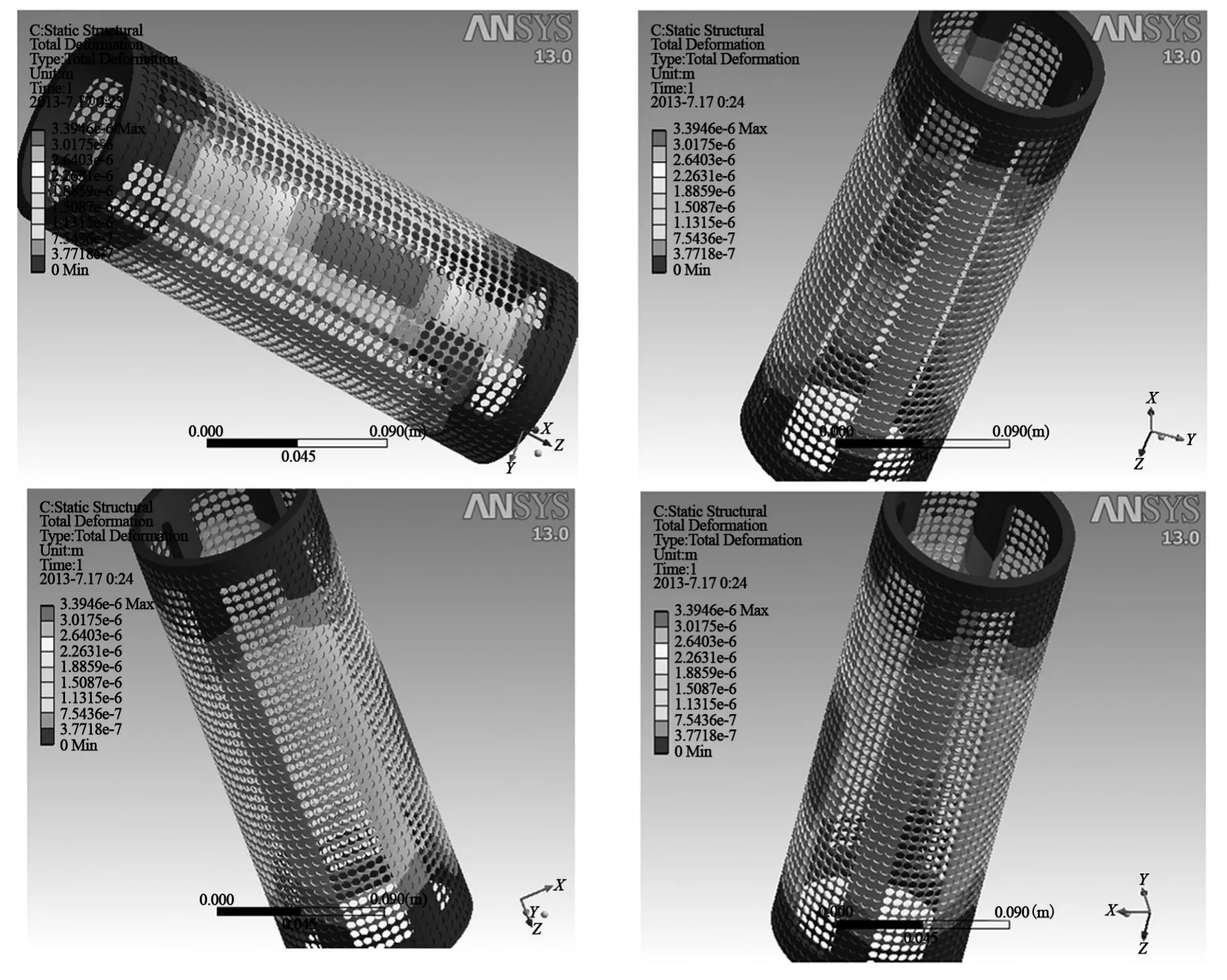
圖8 濾芯變形量圖Fig.8 the deformation of the filter element
根據仿真計算結果,結構改進后的應力分布較改進前更加均勻,無明顯的應力集中現象,最大應力由500.54 MPa降至26.95 MPa。
4 實驗驗證
為驗證上述設計和工藝改進措施的有效性,通過液流沖擊試驗和液氮浸泡試驗,對濾網、骨架、骨架三者焊接強度、濾芯的抗液流沖擊能力進行試驗驗證,具體方法為:過濾器濾芯完成點焊后進行液流沖擊試驗,用高壓水槍(出口壓力不小于2.0 MPa)對濾芯通流部分各處進行由外到內、由內到外兩個方向的沖擊試驗,重點是濾網圓周方向搭接處和濾網軸線方向與骨架搭接處,沖擊時間不低于5 min。沖擊結束后濾芯不出現壓條、壓環焊點脫落、濾網破裂、濾網脫開現象。
沖擊試驗合格后進行液氮浸泡試驗。方法為:浸泡在液氮中不少于1 h,自然回溫后檢查點焊質量,反復1次。
氧氮過濾器濾芯改進設計后至今,各規格各批次濾芯均進行液流沖擊和液氮浸泡試驗,未發生焊點脫落、濾網破裂和濾網開裂現象。
氧氮加注系統用過濾器進行上述改進后,DN80、DN100、DN125、DN150四種規格過濾器圓滿完成加注任務,其中DN100、DN125、DM150氧氮過濾器經歷了泄回流量500 L/min的考驗。
5 結論
對氧氮過濾器濾芯進行了改變長條孔形狀、增加長條孔數量、增加濾網纏繞重合長度、壓條兩端翻邊設計等結構設計優化和加密電阻焊焊點、優化電阻焊焊點分布等工藝優化,并通過數值模擬、實際應用情況均表明了優化措施的有效性。
參考文獻:
[1]李娟,石玉美,汪榮順,等.金屬絲網過濾器性能影響因素研究[J].過濾與分離,2007,17(1):5-7.
[2]劉鵬飛.金屬絲網濾清器阻力特性預測方法研究[D].哈爾濱:哈爾濱工程大學,2013.
[3]楊源泉.閥門設計手冊[D].北京:機械工業出版社,1992.
[4]王同慶.液壓過濾器的選擇與設計[J].過濾與分離,2002,12(2):29-30.
[5]李亞江.實用焊接技術手冊[D].河北:河北科學技術出版社,2002.