基于有限元法的熱套凸輪軸冷卻工藝研究
2018-05-02 09:55:20趙蛟鄒宏余超唐斯琪姚進
車用發動機 2018年2期
趙蛟,鄒宏,余超,唐斯琪,姚進
(1.四川大學制造科學與工程學院,四川 成都 610065; 2.中汽成都配件有限公司,四川 成都 610504)
凸輪軸是發動機配氣機構中最核心的部件之一。較于傳統的凸輪軸生產工藝,裝配式凸輪軸的加工技術符合精益生產原則,具有輕量化、高精度、高效率、低成本、高柔性的優點[1-2]。對于裝配式凸輪軸生產,一般按照連接方式分為擴管法、滾花法、焊接法、粉末冶金和熱套法幾種。前四種連接方式雖然能夠滿足凸輪軸所需的連接強度,但相比于熱套凸輪軸,有著凸輪軸變形較大,裝配設備復雜,裝配精確性不足,甚至產生裂紋的缺點。熱套凸輪軸,尤其承受較小扭矩的熱套凸輪軸克服了這些缺點[1-3],且又有裝配式凸輪軸的共性優點。
20世紀90年代末,德國Daimler-Benz公司和美國AE公立公司申請了熱套法裝配式凸輪軸的專利技術[4-5]。2007年,德國EMAG公司開發出全自動數控裝配機,專門生產采用感應加熱法的熱套式凸輪軸,并申請了技術專利[6],這為熱套式凸輪軸的研發生產提供了可能。2013年,德國Antonio Menonna[7]等人對熱套法提出改進工藝,在凸輪內壁和軸管外表面配合處預制出一定花紋,再進行熱套裝配,配合面粗糙度增加,增大了連接強度。梁文超[8]通過選取局部圓筒簡化模型,對熱套凸輪軸的裝配過程、靜扭過程等進行了數值仿真對比研究。上述研究旨在實現熱套式凸輪軸的生產和保證連接強度,對熱套式工藝連接技術的冷卻問題并沒有研究,事實上冷卻工藝涉及到凸輪軸的裝配效率。
熱套凸輪軸的裝配主要有兩步,一是加熱膨脹,二是定位冷卻。一般情況下,加熱膨脹階段在設定好相關感應加熱參數后對裝配效率影響較小。而熱套凸輪軸的軸管之上一般裝有數個凸輪,裝配時依次裝配,上一個凸輪完全固位,下一個凸輪才能開始裝配。在裝配時,依靠凸輪自身冷卻的方式嚴重影響凸輪的裝配效率,選擇何種強制冷卻方式是研究的重點。本研究從凸輪裝配冷卻效率的角度,探究流體種類和流速對冷卻時間的影響。
1 問題描述
1.1 裝配原理
在圖1中位置1首先對精車及熱處理后的凸輪感應加熱,消除凸輪內孔和軸管之間的徑向尺寸差,用機械抓手快速準確地將凸輪從位置1裝配到軸管對應的位置2,再進行強制冷卻。由于凸輪內孔尺寸略小于軸管外徑,冷卻之后的凸輪內孔受到徑向朝外的擠壓力,軸管連接面處受到向內的擠壓力,形成的過盈配合使得凸輪和軸管形成穩定的連接。

圖1 熱套凸輪軸裝配示意
1.2 冷卻方式
凸輪裝到圖1中的預裝位置2后,進行強制冷卻。可采用管內受迫對流、橫掠圓管和縱掠圓管3種冷卻方式。
考慮到溫度較高的是凸輪,因此采用管內受迫對流換熱不可取。當采用橫掠圓管的方式冷卻時,由于流體沿曲面流動,會在圓管后半部分發生速度邊界層的分離,形成的漩渦加強了擾動;再者冷卻流體對于前半部分速度溫度邊界層的擾動,也加強了傳熱。鑒于上述原因,橫掠圓管效率高于縱掠圓管,另外,凸輪軸特殊的幾何外形也不適應縱掠圓管冷卻方式。所以,采用橫掠圓管是一種較好的冷卻方式。
1.3 冷卻介質
冷卻介質按照物理狀態可分為氣態和液態。如若采用油類對凸輪軸進行冷卻,勢必使凸輪和軸管連接處浸入潤滑油,在裝配完之后殘留的潤滑油改變了凸輪和軸管之間的接觸屬性,降低了接觸面的摩擦系數,只能通過更大的過盈來補償,相對降低了連接強度。采用水冷卻時,可以通過烘干等工藝消除表面的水分,后續工序還要磨削,涂油等可以防止表面生銹。采用橫掠圓管的冷卻方式時,仍有較少量的水份會殘存在接觸面間。但材料抗腐蝕性較高,且接觸面間因為很大的接觸壓力使得僅有很少的空氣存在,所以采用水冷卻時也不容易生銹。空氣和水作為冷卻介質有很好的經濟性,本研究中空氣和水為主要冷卻介質。
2 影響散熱的主要要素
凸輪軸在裝配過程中不斷散熱,考慮到凸輪軸整體溫度并不高,在凸輪軸管表面因為熱輻射散失的熱量可以忽略不計,從而只考慮發生在流體和凸輪之間的對流傳熱以及凸輪和軸管之間的熱傳導。在凸輪裝到軸管的指定位置,凸輪表面受到流體的強制冷卻,溫度不斷降低,冷卻速度一方面取決于對流傳熱系數,另一方面取決于凸輪和軸管傳熱的快慢。
2.1 對流傳熱
2.1.1對流傳熱的影響要素
凸輪表面和流體間發生對流傳熱,對流系數取決于多方面的影響因素,如材料屬性、流體狀態等。對流傳熱的控制函數由式(1)給出。對于給定溫度的特定流體,流體的的導熱系數、比熱容、動力黏度等物性參數(m)已經確定。在宏觀上,凸輪軸的幾何形狀(l)在冷卻過程中也沒有發生變化。另外,裝配過程中出現的溫度沒有改變流體狀態,即沒有相變(pc)的產生。進而,影響流體和凸輪之間對流傳熱系數的物理量主要有流體的種類以及流態的變化。不同流體物性參數(mi)不一,會對對流傳熱系數產生影響。在湍流時,由于渦旋擾動對熱對流的影響,使得流態(fs)也對對流傳熱系數影響明顯。因此,對于冷卻的影響因素主要是mi和fs。
h=f(m,l,pc,mi,fs)。
(1)
2.1.2對流傳熱系數的數學模型
對于熱套凸輪軸的冷卻,流體流動狀態由流體的速度(u)決定。對于干空氣和水,相關的物性參數查閱實用物理手冊[9]得到(見表1)。由于凸輪軸的吹冷方式可簡化為采用外掠單圓管對流傳熱的模型,因此,凸輪和兩種流體對流傳熱時,平均表面傳熱系數可由努謝爾特準則和式(3)確定。其中,定性溫度取主流區溫度10 ℃,定型尺寸取凸輪外徑d1。聯立式(2)和式(3),代入表格數據,可得干空氣和水對凸輪平均表面傳熱系數與兩種流體流速之間的關系,分別如式(4)至式(6)所示。式(5)和式(6)均為水冷卻時水流速對應的表面對流系數。
(2)

(3)
2.2 熱傳導
2.2.1導熱系數
在冷卻的過程中,溫度隨著時間不斷變化,因此凸輪軸的冷卻過程屬于瞬態傳熱。對于確定形狀和材料的凸輪軸,凸輪和軸管的導熱系數只和溫度相關。在溫度變化較小時凸輪導熱系數和溫度呈線性變化[10];軸管溫升小,熱系數當作常數處理。因此,凸輪材料GGr15的導熱系數和溫度的關系如式(7)所示。
λc=-0.007 3T+40.19。
(7)
式中:λc為凸輪的導熱系數;T為溫度。
2.2.2接觸傳熱系數
熱套凸輪軸冷卻時,軸管和凸輪之間逐漸接觸,產生了接觸壓力,使得接觸熱阻發生改變,軸管和凸輪之間的傳熱狀況從而發生改變。凸輪和軸管接觸之后,熱量不斷從凸輪流向軸管,使得軸管溫度升高,產生膨脹,在第2缸凸輪安裝處的熱膨脹可能會影響下一缸凸輪的裝配。接觸傳熱系數確定了軸管和凸輪之間的傳熱量。按照文獻[11]中的方法來計算接觸傳熱系數和接觸壓力之間的關系。圖2示出了凸輪軸量綱1接觸傳熱系數及其相關決定量的關系曲線。圖中,壓縮系數C由壓力和梅氏硬度的比值的方根確定,G為接觸縫隙數,K為當量導熱系數,l為有效縫隙厚度,kf為氣體的當量導熱系數。圖3示出了凸輪軸接觸壓力p和接觸傳熱系數hi的關系。
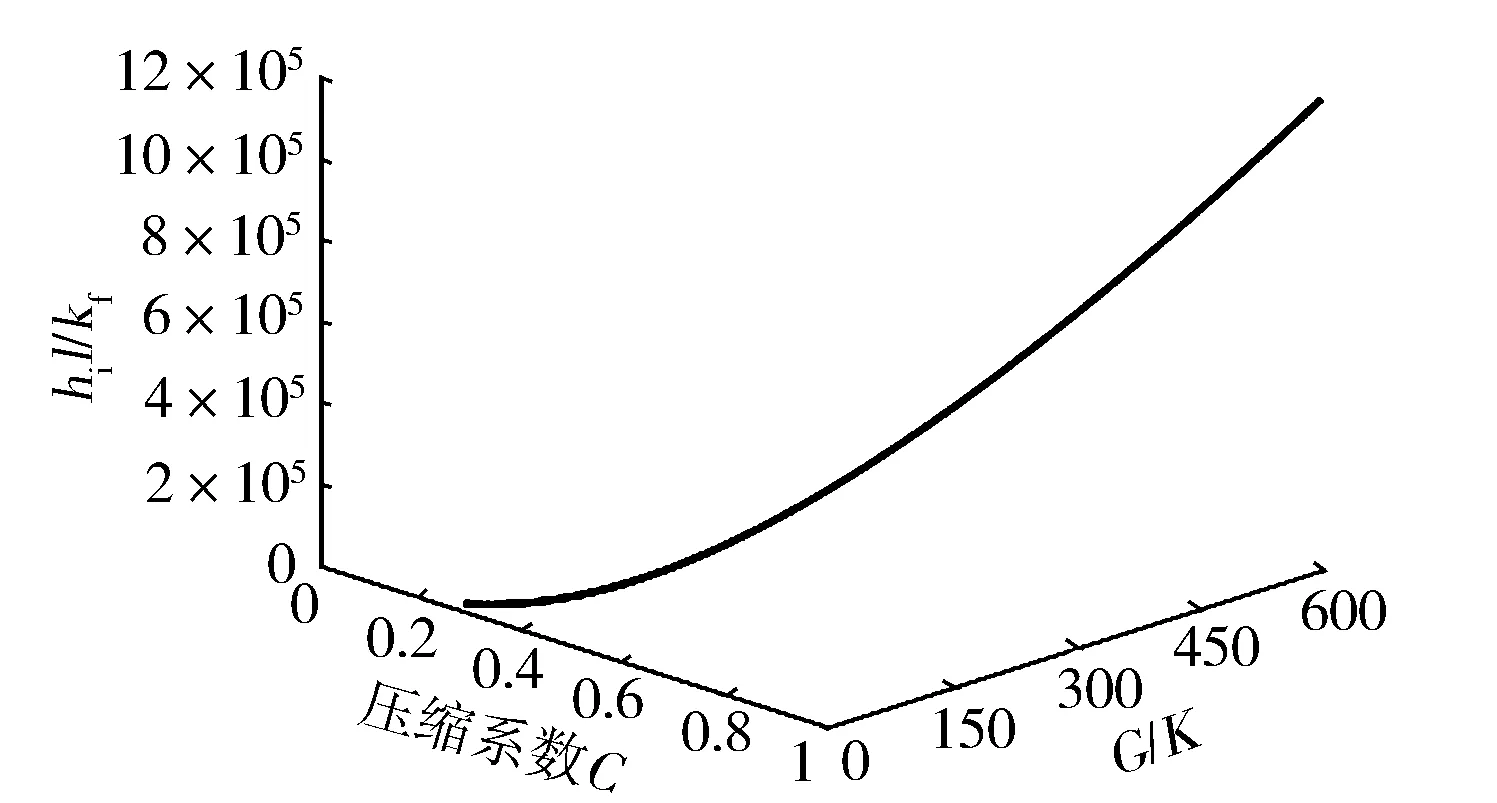
圖2 接觸傳熱系數計算參數

圖3 凸輪軸管接觸壓力和接觸傳熱系數關系
3 有限元模型
確定了影響凸輪軸散熱的兩個主要因素,即對流傳熱和熱傳導的相關參數之后,通過ABAQUS建立有限元模型進行仿真,定量分析這兩個因素對凸輪和軸管接觸面上以及軸管上第2缸凸輪安裝處的溫度、徑向位移的影響。
3.1 幾何材料屬性
3.1.1材料和幾何參數
凸輪材料采用有著高硬度和優良耐磨性的GGr5,軸管材料采用E355。表2示出了軸管和凸輪的幾何參數。在軸管上,兩缸凸輪安裝位置處中心截面的距離為31.24 mm,兩凸輪間距很大程度影響到了第2缸凸輪安裝處的溫度和徑向位移。間距越大,影響越小,也就是溫度升高越不明顯,徑向位移越小。

表2 幾何尺寸
3.1.2熱學屬性
考慮到每組凸輪裝配過程的獨立性,僅選取一組凸輪裝配進行研究。凸輪從感應加熱到裝配后冷卻結束的過程中,裝配體外表面始終和空氣發生自然對流,散失掉的這一部分熱量應該被考慮。在室溫下,自然對流傳熱系數為5.4 W/(m2·℃),強制吹冷時吹冷面與流體的換熱系數由式(4)至式(7)確定,另外,凸輪和軸管內部的熱傳遞被認為是各向同性的。凸輪和軸管接觸時產生熱傳遞,接觸壓力和接觸傳熱系數的關系已由圖3給出。從實用熱物理手冊[9]查到的相關零件材料的熱學性能參數如表3所示。
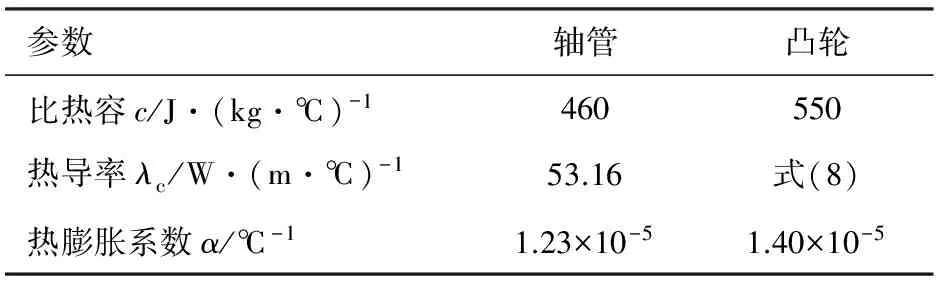
表3 熱套凸輪軸材料主要熱學性能參數
最后,設置室溫溫度20 ℃為環境溫度,凸輪內孔定義的溫度由式(8)[12]確定。
(8)
式中:tn為凸輪要加熱的目標溫度;eot為凸輪熱脹量;α為熱膨脹系數;df為凸輪內徑;Δ1和Δ2分別為過盈量和裝配間隙,裝配間隙取df的1/500~1/1 000;t為室溫(20 ℃)。代入相關數據可得tn為180 ℃。
3.1.3力學屬性
裝配時,約束軸管的兩端使其不產生軸向剛體位移,約束凸輪在徑向的剛體位移自由度使得凸輪在徑向不發生剛體位移,在軸向給凸輪適當的位移,使凸輪加熱后能裝配到軸管上適當的位置。凸輪冷卻之后和軸管產生接觸,產生徑向變形。由試驗所得的拉伸曲線經換算轉化為真實應力和真實應變后的曲線(見圖4),由拉伸曲線計算相關力學參數(見表4)。
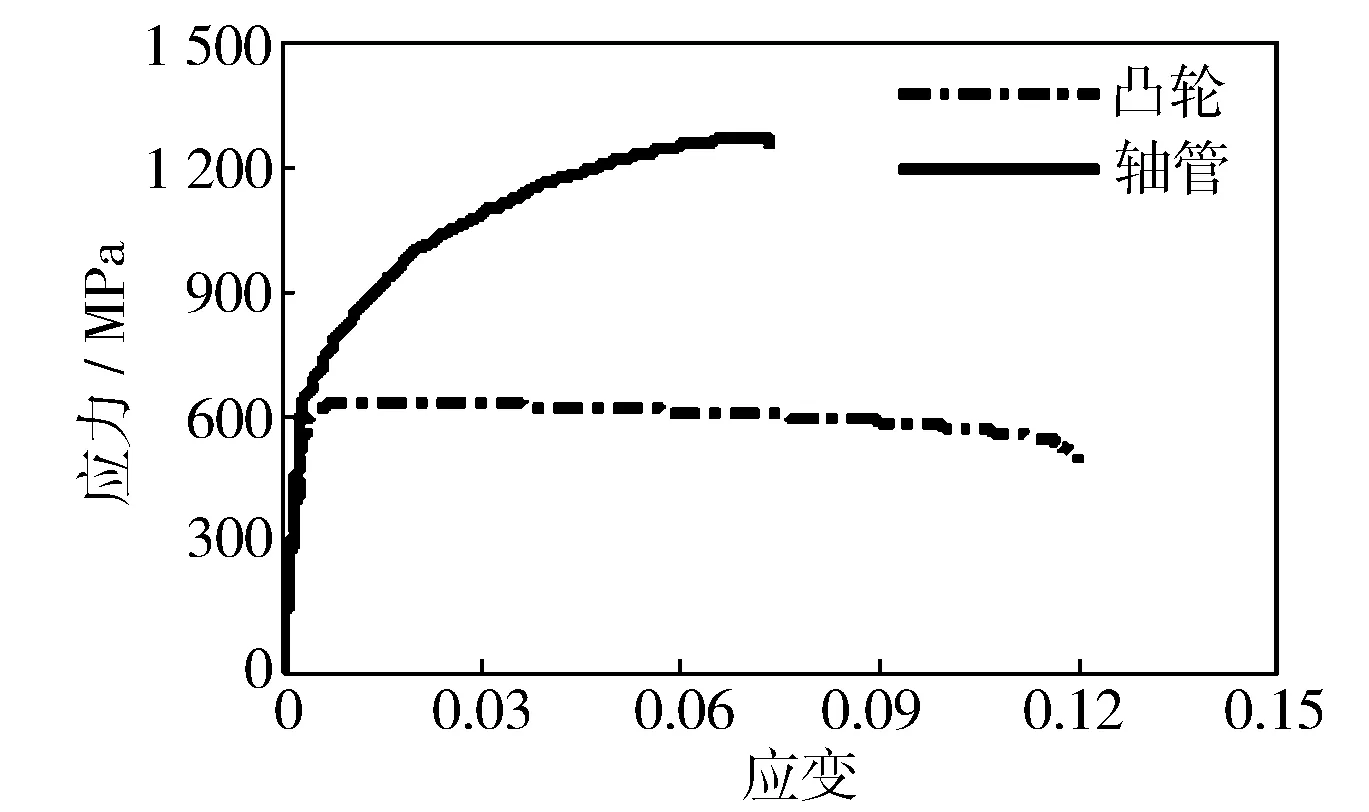
圖4 凸輪軸管材料真實應力和應變拉伸曲線
參數軸管凸輪密度ρ/kg·m-37.85×1037.86×103楊氏模量E/GPa200203屈服極限σs/MPa430632泊松比0.300.30
3.2 網格劃分
凸輪軸的熱套裝配過程分析屬于熱固耦合分析,單元同時具有力學和熱學的自由度。采用ABAQUS單元庫中的C3D8T單元類型,對凸輪與軸管接觸的部分進行剖分,種子進行加密處理。凸輪和軸管均采用六面體單元,凸輪加密后的種子數量為12 076,單元數為9 756,軸管單元為14 280。最終建立的有限元模型見圖5。
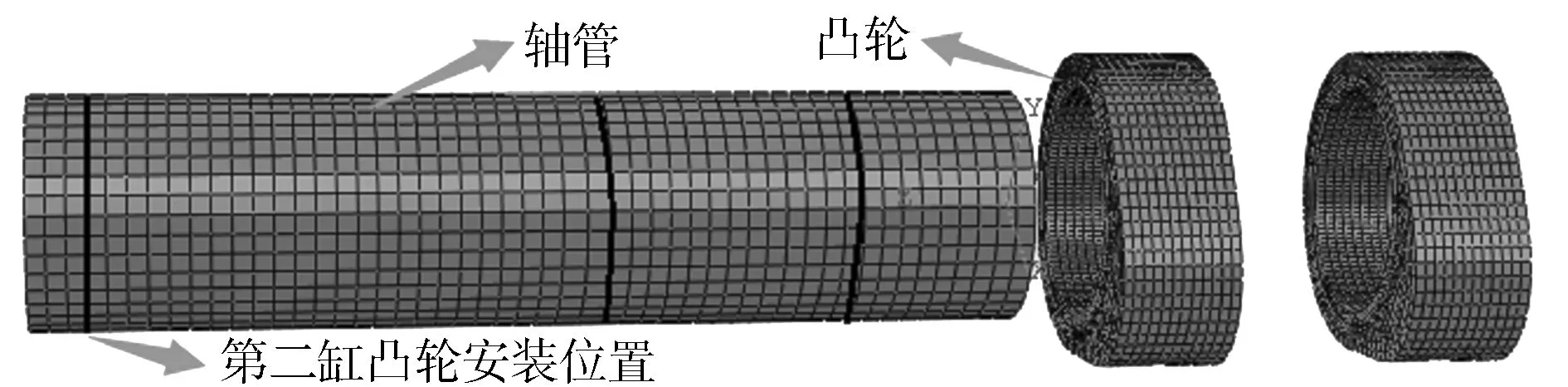
圖5 凸輪軸有限元模型
4 結果分析
4.1 不同流體的吹冷速度對凸輪軸管接觸區域的溫度和徑向位移的影響
4.1.1對接觸區域溫度的影響
精確定位到預裝位置后對凸輪進行吹冷,圖6示出了采用10 ℃的干空氣和水以不同流速吹冷時在凸輪軸管接觸面處凸輪的溫度隨時間的變化。由圖可知,對于特定流體特定流速的溫度變化曲線,隨著時間增大,接觸面上的溫度不斷降低。根據曲線上拐點,其過程可分為兩個階段,即拐點之前的凸輪軸管未接觸階段和拐點之后凸輪軸管接觸階段。在第一階段,對流主要發生在凸輪表面,凸輪上的熱量主要通過熱傳導的方式傳導至凸輪外表面,以對流的方式散失。這一階段的溫度變化和時間接近正比關系。第二階段,即在曲線上拐點之后,凸輪和軸管開始接觸,散熱的方式不僅僅靠流體的強制冷卻,還有一部分熱量通過接觸面流向軸管,因此加劇了散熱。拐點過后,凸輪內孔的溫度變化曲線呈凹狀,溫度變化逐漸放緩,接近室溫時幾乎為水平線。
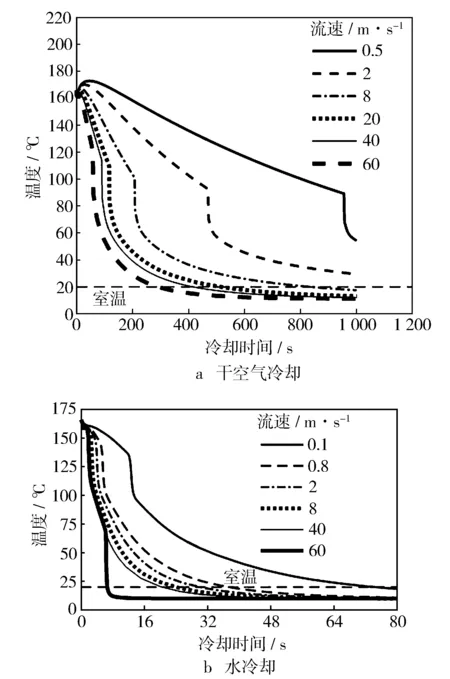
圖6 流體冷卻速度和溫度的關系
由圖6還可知,干空氣和水流速分別是0.5,0.1 m/s時,在拐點處,軸管和凸輪接觸的時間分別是947 s,13 s,冷卻到常溫的時間超過1 000 s和72 s。當干空氣和水流速為60 m/s時,接觸時間分別為62 s,1 s,冷卻到室溫時間分別為247 s,7 s。可見,冷卻速度隨著流速的增加顯著增加。相較于吹冷速度,冷卻速度更取決于流體的物性系數。
圖7示出不同流體流速對應的凸輪軸管接觸時間的關系曲線。由于干空氣冷卻時間太長,為了便于對比說明,將干空氣冷卻時間處理為真實冷卻時間的1/20。由圖可知,采用干空氣和水冷卻,隨著流體吹冷速度增加,冷卻時間隨流速變化的曲線斜率逐漸減小,冷卻速度對于流速增加的敏感性開始降低,縮短同樣的冷卻時間所需的流速增量越來越大。這是因為凸輪材料的導熱系數相對恒定,外面溫度驟降時,熱量不能及時傳遞到凸輪外表面。
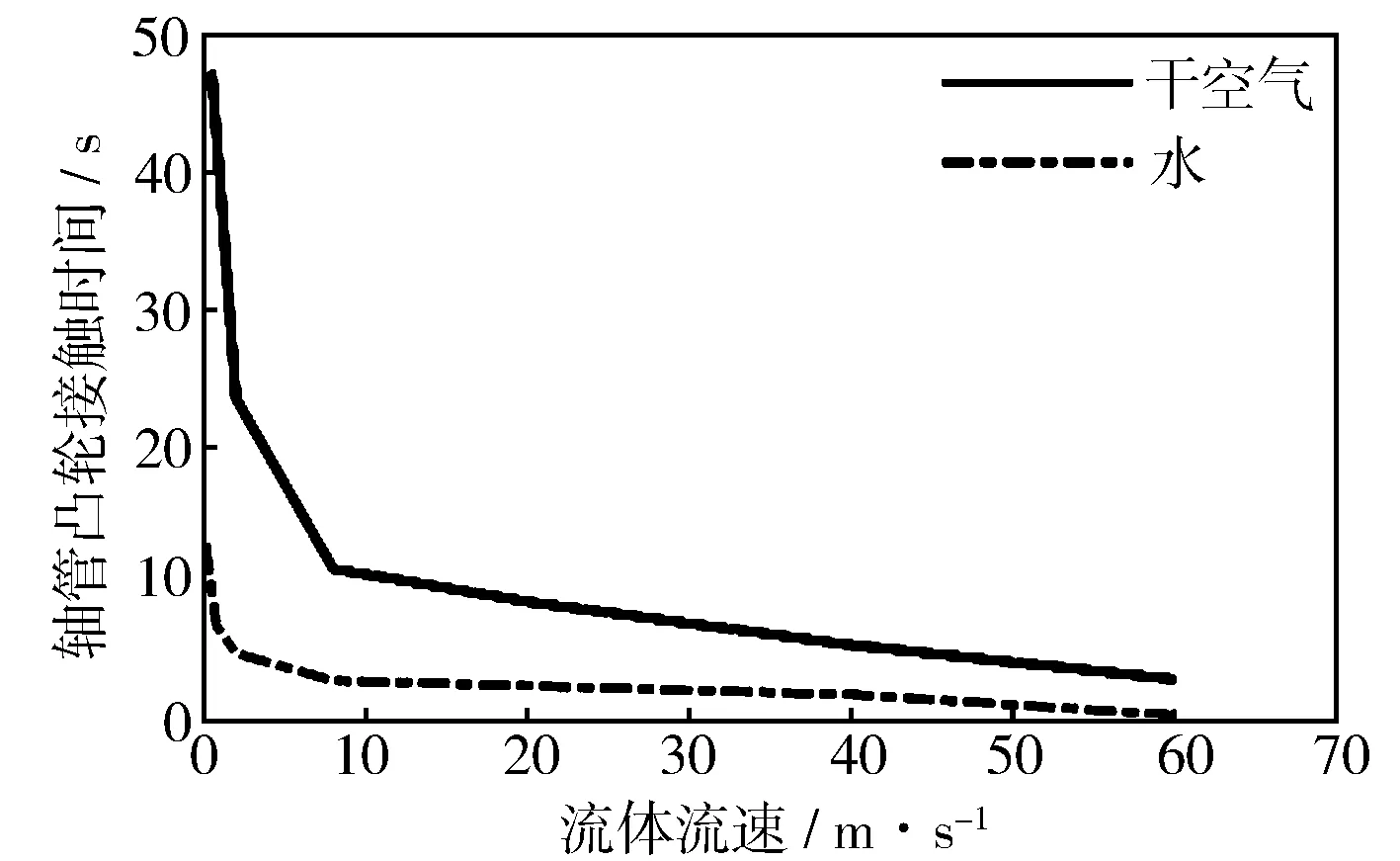
圖7 凸輪軸管接觸時間隨流體吹冷速度變化曲線
4.1.2對凸輪徑向位移的影響
圖8示出采用干空氣和水冷卻時,在凸輪軸管接觸面處,凸輪內孔徑向位移隨時間的變化曲線。對于特定流體特定流速的曲線,隨著時間增加,在第一階段,加熱之后膨脹的凸輪內孔由于冷卻作用使得溫度降低,致使徑向位移開始減小。第二階段,凸輪軸管開始接觸,熱量傳遞給軸管,導致軸管溫度升高,發生膨脹,阻止了凸輪位移進一步的減小,反而又增大了凸輪徑向位移,使得凸輪徑向位移出現增大的趨勢。徑向位移的變化和溫度變化有類似的關系,在徑向位移產生突變的時間點正好是溫度曲線出現拐點的時間點。進一步地冷卻之后,在第三階段,徑向位移開始下降,直到形成穩定的過盈裝配。
也可從位移圖中得到最終形成穩定連接所需的時間,即徑向位移不再隨著時間發生變化所消耗的時間,這時連接關系建立。對于兩種不同流體的冷卻,最終形成連接時由于過盈存在而發生的徑向位移,均約為0.008 mm。
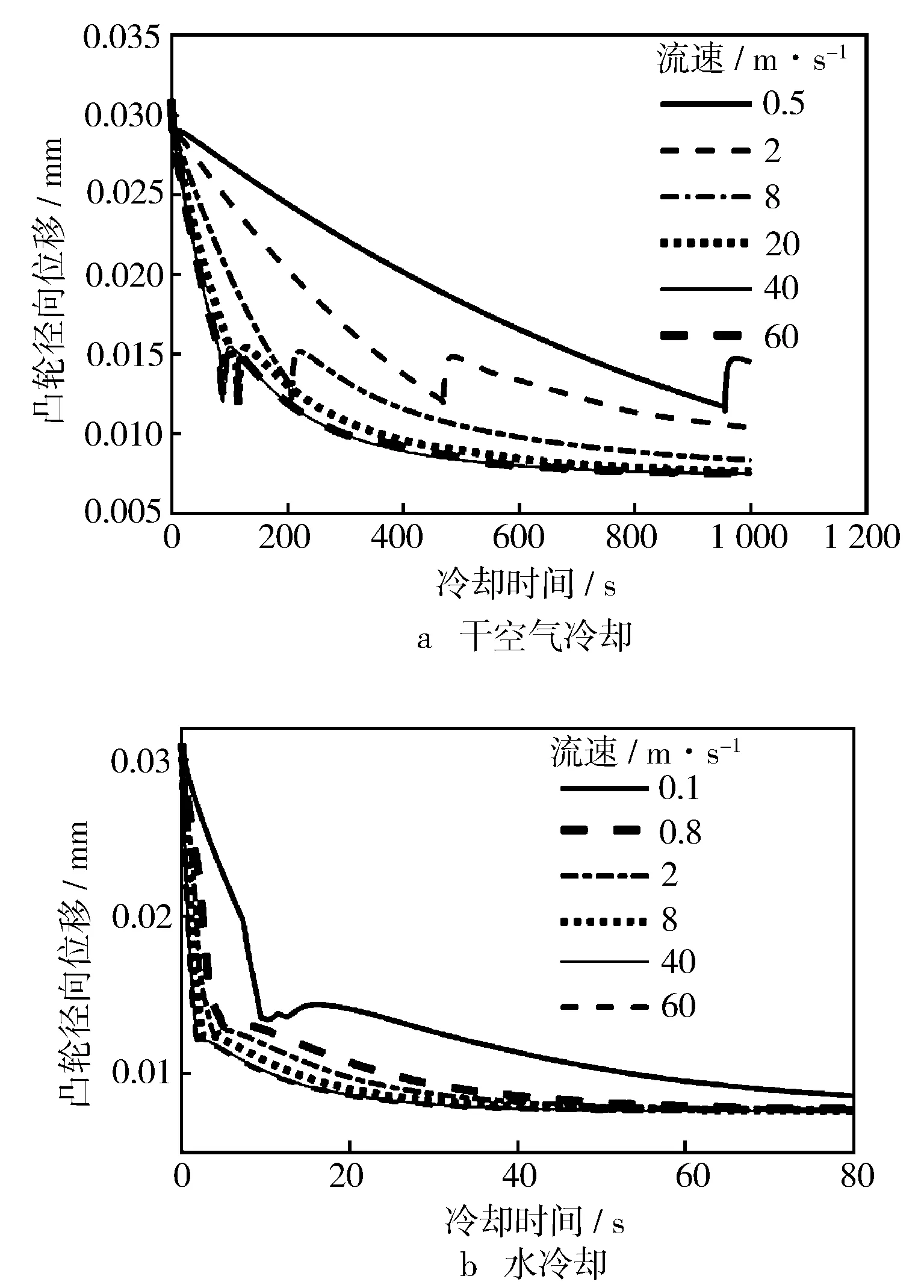
圖8 流體冷卻速度和徑向位移的關系
對于同一流體,從流速的角度看,單位時間徑向位移的收縮量隨著流速的增加而增加,即速度越大,形成連接的時間越短。但徑向位移收縮對于速度增大的敏感性逐漸降低,隨著速度不斷增大,產生同樣位移的速度增量不斷增大。
4.2 不同流體的吹冷速度對第2缸凸輪安裝位置處溫度和徑向位移的影響
4.2.1對第2缸凸輪安裝位置處溫度的影響
當2個凸輪安裝位置已經確定時,在冷卻過程中,軸管在第2缸凸輪安裝位置溫度最大值和冷卻流體種類以及速度的關系見圖9。從干空氣和水兩種流體的角度來看,采用對流系數較大的水進行吹冷對軸管溫升的影響較小。對于同一流體,溫度隨著流體吹冷速度的增加而迅速減小,在流體速度增加到10 m/s左右時,溫度趨于平緩,單位速度對應的溫降減小。總體上,即便采用強制冷卻的是干空氣,溫度最高也僅有33 ℃左右,由于凸輪軸管間的熱量接觸傳遞,安裝位置處軸管的溫升不明顯。
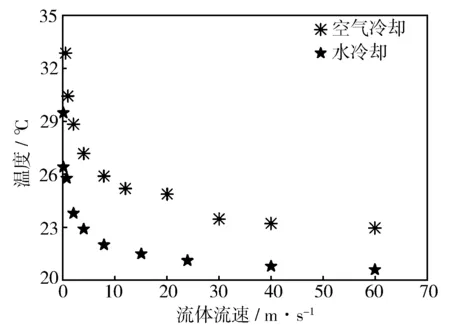
圖9 第2缸凸輪安裝位置處溫度變化
4.2.2對第2缸凸輪安裝位置處徑向位移的影響
在冷卻過程當中,由于接觸傳熱,軸管上安裝第2缸凸輪位置處會產生徑向位移,即熱膨脹(見圖10)。對于同一種冷卻流體,熱脹量隨著冷卻流體速度的增大而減小。采用水和干空氣對熱套式凸輪軸進行強制冷卻時,第2缸凸輪安裝位置處的熱脹量極其微小,即使采用空氣以0.5 m/s的流速冷卻時,最大熱脹量也僅為0.003 8 mm,遠小于過盈量。因此,無論采用何種流體冷卻,在第2缸凸輪安裝位置不會有大的徑向位移,無需進行針對性的工藝設計。
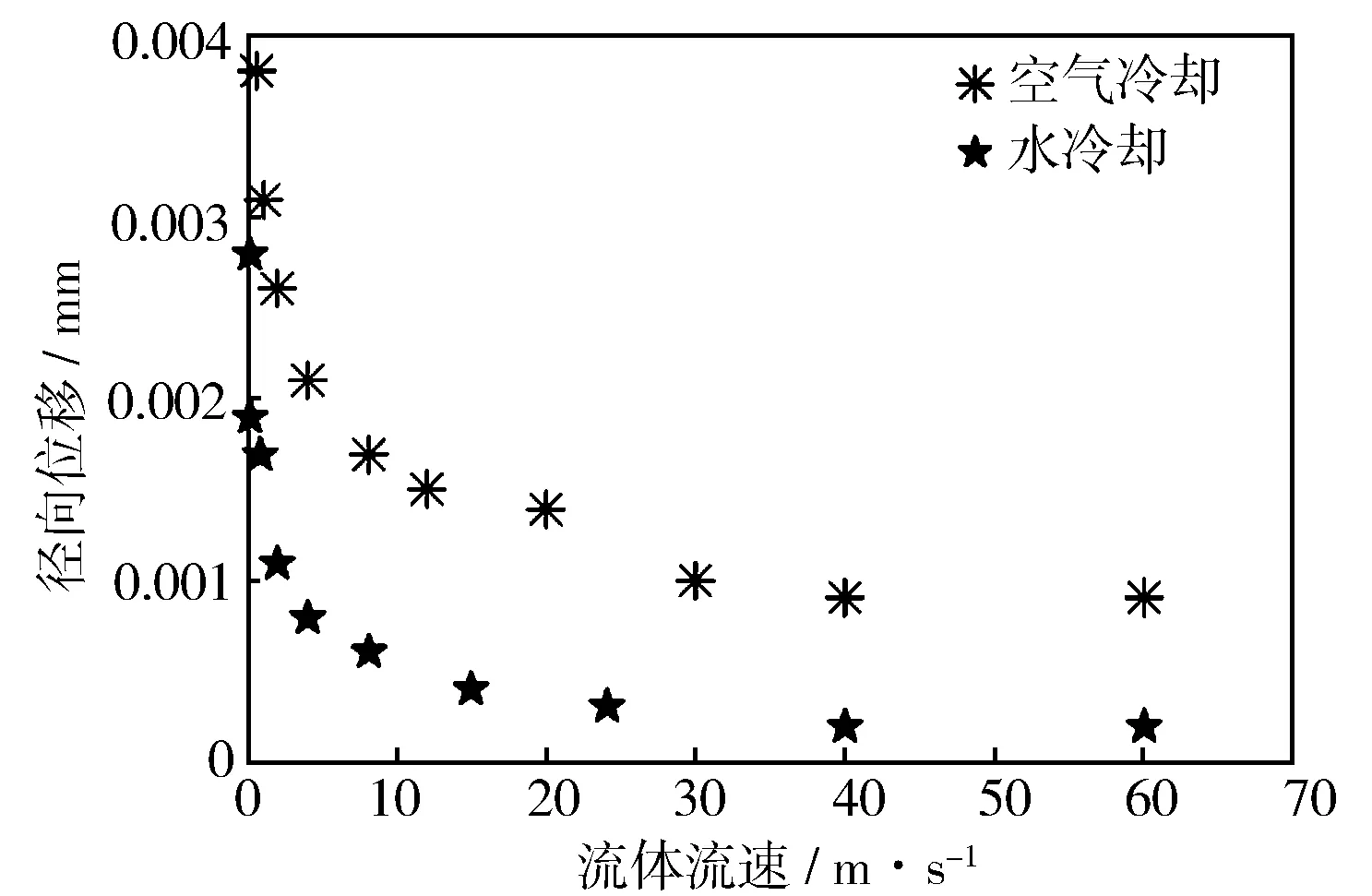
圖10 第2缸凸輪安裝位置處徑向位移變化
5 結論
a) 凸輪的接觸壓力和接觸傳熱系數呈正相關,隨著接觸壓力增大,傳熱系數呈指數型增長;
b) 隨著冷卻流體吹冷速度增大,冷卻時間顯著縮短,但是,冷卻速度對冷卻流體速度增大的敏感性逐漸降低,即當冷卻流體速度比較大時,冷卻速度逐漸穩定;
c) 比起增大流速來改善冷卻效率,采用不同物性參數的流體冷卻效率提高更加明顯,本研究中,水的冷卻效率比干空氣更高;
d) 無論采用何種流體進行冷卻,對第2缸凸輪安裝位置處軸管的熱膨脹影響很小,無需再對軸管設計專門的冷卻工序。
參考文獻:
[2] 寇淑清,張鵬,韓廣秘,等.裝配式凸輪軸多道次擴徑聯接工藝[J].吉林大學學報(工學版),2014,44(2):398-403.
[3] 喬健,寇淑清,楊慎華,等.中空裝配式凸輪軸連接技術及應用[J].車用發動機,2007(1):1-4.
[4] Daimler-Benz.Aktiengesellschaft.Verfahren zum Herstellen einer gebauten Nockenwelle:DEUTSCHLAND,19716554C1[P].1997.
[5] 美國AE公立有限公司.凸輪軸的制造:CN85101567A[P].1986.
[6] Reiner Dorner.Method for fixing propulsion parts on shafts in a rotationally fixed manner:EP1392469B1[P].2007-2-28.
[7] Antonio Menonna,Falk Schneider.Camshaft and associated cam:US2013/0019824A1[P].2013.
[8] 梁文超.凸輪軸熱套/滾花裝配連接強度與疲勞壽命仿真研究[D].長春:吉林大學,2015.
[9] 馬慶芳.實用物理手冊[M].北京:中國農業機械出版社,1986.
[10] 王厚華,周根明,李新宇.傳熱學[M].重慶:重慶大學出版社,2006:161-173.
[11] Graff W J.Thermal conductance across metal joint[J].Machine Design,1960,32(19):166-172.
[12] 鐘慶珊.齒輪熱裝配技術研究[D].長春:吉林大學,2011.