鋁合金局部熱處理技術及其在板材成形中的應用發展現狀
2018-05-16 09:26:39華北理工大學冶金與能源學院河北唐山063210中國科學院金屬研究所沈陽110016英國帝國理工學院機械工程系倫敦SW72AZ航空工業成都飛機工業集團有限責任公司成都610092
材料工程 2018年5期
(1 華北理工大學 冶金與能源學院,河北 唐山063210;2 中國科學院 金屬研究所,沈陽110016;3 英國帝國理工學院 機械工程系,倫敦SW7 2AZ;4 航空工業成都飛機工業(集團)有限責任公司,成都 610092)
鋁合金因具有的諸多優點,在航空、航天、船舶、汽車、核工業都有著廣泛的應用前景及不可替代的地位[1-5]。眾所周知,以節能減排為目標的汽車輕量化已成為時下的前沿和熱點。對乘用車每減重10%,可節油6%~8%,排放降低4%[6]。據統計,轎車中每使用1kg鋁,可使轎車使用壽命期內減少20kg尾氣排放[7]。截止2015年,每輛車的鋁使用量在歐盟已達35%以上,未來汽車用鋁的比例還會進一步提升[8]。而在航空航天領域,減輕結構質量不但能夠提高載質量和航程,而且還能保證飛行器性能的穩定,因此鋁合金在整體用材中占有更大的比重[9-11]。民用飛機B777的鋁化率達到70%,而B747的鋁化率已超過80%[12]。飛機上大量采用鋁合金加工而成的復雜整體結構件代替以前用很多人工鈑金零件裝配而成的部件,主要用于飛機機身部件、發動機艙、座椅、操縱系統等[13]。我國長征一號火箭到長征四號火箭中,鋁合金均占結構材料總質量的70%以上[14]。
然而,相比于鋼鐵材料而言,鋁合金的室溫塑性較差,尤其是近年來開發的新型高強甚至超高強的高性能鋁合金板材,存在明顯的各向異性且冷加工容易開裂等問題,導致其用于復雜構件的成形難度增大[15-17]。通過加熱的方式在一定程度上能夠提高鋁合金板材的成形能力,近年來受到一定的關注和應用[18-20]。但是溫熱成形方式能耗較大,且在成形過程中鋁合金容易產生橘皮、裂紋、表面燒傷等缺陷,不僅降低生產效率,增加制造成本,而且顯著降低成品的表面質量,從而限制其在更為復雜結構零部件以及高端制造領域中的應用[21]。
如果能夠改變材料的局部性能,使板材整體上呈現出性能差異或梯度,即制備出不同區域具有不同強度和塑性的鋁合金差性板,從而改善板材的變形行為和與模具之間的接觸摩擦作用,實現調控成形過程中材料的流動時序,將有望提升鋁合金板材的室溫成形能力。目前,制備差性板主要有4種實現方式,分別是軋制差厚板(tailor rolled blanks)[22-23],拼焊板(tailor welded blanks)[24-26],拼貼板(patchwork blanks)[27-28]和局部熱處理板(tailor heat treated blanks)[29]。前3種方式主要是側重提高最終零件的服役性能,但是成形過程中受到坯料不均勻厚度或強度的影響,工藝過程控制較為復雜。此外,拼焊板和拼貼板是將不同厚度或強度的材料焊接在一起后再進行整體成形,對焊接工藝和焊縫質量均提出了極大的挑戰。而采用局部熱處理技術制備的差性板進行成形加工可以很好克服上述缺點,且具有冷成形工藝的所有優點。局部熱處理技術制備差性板的概念并不新奇。Merklein等[30]提到,早在1953年,Siebel和Beisswanger就對合金鋼和純鋁等材料通過軋制實驗使其產生加工硬化,之后選取局部區域使其發生回復和再結晶從而得到軟化,并證實處理后材料的極限拉深比可以顯著提高。局部熱處理技術中熱處理過程與成形過程完全分離,并且局部熱處理在極短時間內即可完成,顯著提高了生產效率,避免了焊接可能存在的種種問題,為提高可熱處理型鋁合金板材的室溫成形性能提供了新的途徑。此外,目前工業中應用的大多數鋁合金制品仍以等厚度為主,因此,局部熱處理制備差性板技術更適用于時下的鋁合金板材的成形需求[31-32]。本文重點論述了鋁合金局部熱處理技術的工藝原理及特點,對材料微觀組織和力學性能的影響規律,快速加熱的實現方式及優缺點,熱處理路徑的選取、加熱溫度和保溫時間等關鍵技術,以及局部熱處理技術在鋁合金板材成形中的實際應用。詳細介紹了局部熱處理軟化和硬化對鋁合金板材強韌化的作用和調控機制,對比分析了局部熱處理提高鋁合金板材成形能力的實際效果,從而期望加快推進該技術在我國高端鋁制品加工行業中的實踐和應用。
1 鋁合金局部熱處理的工藝原理及特點
鋁合金局部熱處理技術的工藝原理,是通過對普通鋁合金板材的特定區域進行快速加熱,控制加熱的溫度和時間來調控不同區域的熱處理狀態和材料的微觀組織,在不改變板材的初始形狀和厚度等幾何特征的前提下,即可使鋁合金板材獲得梯度的力學性能分布,從而使板材在后續冷加工過程中對于具有大變形量區域的材料流動性顯著增強,減薄嚴重的部位可以得到有效抑制和改善,最終板材的成形能力得以提高[29-30]。根據鋁合金板材的化學成分、原始熱處理狀態和目標零件的具體結構特征的不同,可以使大變形區域的材料易于流動或是使非大變形區域的材料難于流動,均可實現板材流動時序的調控,進而衍生出局部熱處理軟化和硬化兩種具體形式。
1.1 局部熱處理軟化
通過熱處理的方法使材料發生軟化是金屬材料中存在的普遍現象,對鋁合金而言也不例外[33-34]。因此,局部熱處理軟化也是對鋁合金局部熱處理技術研究和應用的主要方向。如圖1所示,通過局部熱處理實現鋁合金軟化的微觀機制主要有:晶粒長大、組織回復以及沉淀相的溶解[29]。由于鋁合金的化學成分和微觀組織結構的不同,其軟化機制也不相同。如果鋁合金的原始組織結構主要以細小晶粒組成,例如通過累積疊軋、等通道擠壓等大塑性變形方式獲得的超細晶組織,當對其進行局部熱處理時,熱處理區域的晶粒在極短時間內就會有明顯長大,因此該區域內材料的強度會顯著降低[35-36]。而對于已經歷過冷加工處理而未進行過熱處理的鋁合金板材,由于應變強化所帶來的高位錯密度,可以通過局部熱處理有效降低局部區域的位錯密度,使組織獲得一定程度的回復[37]。另外,對于常進行沉淀硬化處理的6XXX系列鋁合金,通過短時局部熱處理可以使局部區域組織中的沉淀相溶解從而達到軟化效果。例如Al-Mg-Si鋁合金通常采取固溶熱處理后自然時效至基本穩定狀態,即T4態,使組織中細小的MgSi沉淀相均勻分布在鋁基體晶格中,對位錯運動起阻礙作用,使材料的強度提升[38]。而在200℃以上的短時熱處理即可使MgSi沉淀相溶解,從而使材料得以軟化。
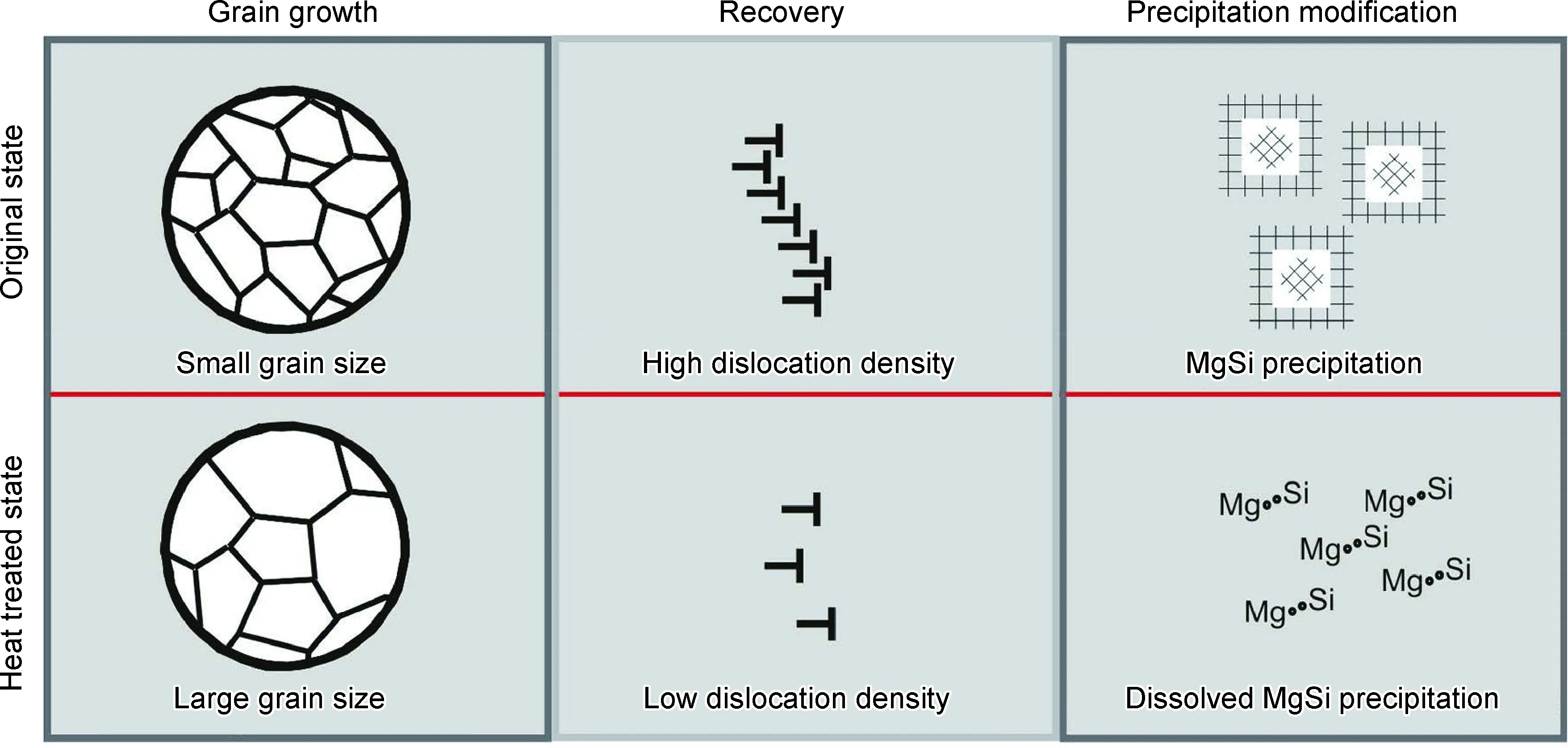
圖1 鋁合金局部熱處理軟化的主要微觀機制[29]Fig.1 Main microstructural mechanisms on softening due to tailored heat treatment of aluminum alloys[29]
1.2 局部熱處理硬化
針對不同化學成分和熱處理狀態的鋁合金以及不同的加熱方式,熱處理時也可能使局部產生硬化效應,其主要機制分別為時效強化、表面淬火和沖擊強化,如圖2所示。眾所周知,鋁合金經時效處理后往往可獲得較高的屈服強度和較好的組織穩定性,是鋁合金強化的主要途徑[39-40]。其機理主要是時效過程中鋁合金中溶質原子在鋁基體晶面上發生了偏聚,形成溶質原子富集區,即GP區。隨著時效時間的延長和溫度的提高,不同時期產生的θ′相和θ″相,在兩相周圍產生了晶格畸變,阻礙了位錯的運動,因此鋁合金的強度得到增加[41-42]。鋁合金的時效強化是一個十分復雜的過程,它不僅取決于合金的化學成分、時效工藝,而且還取決于制備過程中產生的空位、位錯的數量和分布[43]。由于人工時效比自然時效需要更短的時間就能獲得與自然時效相差無幾的力學性能,因此超硬鋁、鍛鋁及鑄鋁的強化均以人工時效為主。因而,局部人工時效也是一種可行的局部熱處理硬化方法。時效溫度和時間對鋁合金性能有重要影響,鋁合金的人工時效溫度通常在120~190℃之間[44]。
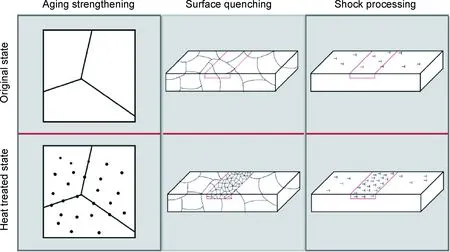
圖2 鋁合金局部熱處理硬化的主要微觀機制Fig.2 Main microstructural mechanisms on hardening due to tailored heat treatment of aluminum alloys
此外,當使用激光或電子束等高能光源輻照鋁合金表面某局部區域時,材料瞬間吸收能量并立即轉化成熱能,而使該區域內的溫度急劇上升。此時非輻照區的材料仍處于冷態,并與加熱區之間有極高的溫度梯度。當激光束或電子束離開被輻照區域時,由于鋁合金高導熱率所造成的極強的激冷條件,處于冷態的非輻照區使其迅速冷卻而實現材料的表面淬火,材料表面形成一層極細小的組織,實現表面硬化[45-46]。孫福娟等[47]使用功率為500W的激光器對2A12鋁合金進行熱處理,結果表明,顯微組織與基材相比明顯細化,顯微硬度也明顯提高,由芯部向表層硬度逐漸增大。與此同時,研究還發現,激光沖擊處理可以提高材料強度。主要是因為高功率密度激光輻照材料表面所產生的高溫、高密度等離子體的噴射爆炸可以形成沖擊應力波,當材料表面覆以約束介質和吸收涂層時可明顯增強沖擊波強度,從而有一個強大的沖擊動量作用到材料表面,沖擊強度超過材料的動態屈服強度時,就在材料上形成一個塑性變形層[48]。塑性層中存在著表面殘余壓應力和高密度位錯,這些因素的綜合作用也會導致材料局部發生顯著的硬化效果。
因此,鋁合金在實際局部熱處理時對軟化和硬化方式的選擇,要結合鋁合金的化學成分、原始組織狀態和目標零件的具體結構特征來綜合考慮。未來的研究將著眼于局部軟化與硬化的結合,基于新的性能梯度分布,從而提高鋁合金板材的成形性能。
2 局部熱處理的關鍵技術
2.1 局部熱處理的實現方法
由于鋁合金材料具有較好的熱傳導性,因此要求較快的加熱方式才能實現局部的熱處理效果。另外,為調控成形過程中的材料流動時序,熱處理往往要聚焦在板材特定的微小區域內實施。目前,常見的局部熱處理實現方式有激光加熱、電磁感應加熱、傳導加熱和電子束加熱[49]。這些加熱方式均具備加熱速度快且可控制在小區域范圍內的特點,表1對比了幾種加熱方式的優缺點。

表1 局部熱處理加熱方式的特點Table 1 Characteristics of the heating technologies applied for the tailored heat treatment
Note: - is unfavorable;+ is favorable;O is balance.
激光是一種亮度極高、單色性和方向性極強的光源,具有高達105W/cm5的能量密度。當經過聚焦的激光輻照金屬表面時,可使金屬表面在百分之幾秒甚至千分之幾秒內升高到表面淬火所需的溫度。此外,使用激光作為加熱工具,材料性能分布可以精確設置在熱處理區域和未處理區域之間5mm。江蘇大學的王勻等[50]采用有限元軟件ABAQUS建立了基于激光加熱的微塑性成形模型。結果顯示,加熱初始狀態下熱量以卵圓狀向周圍擴散,通過熱流量的形式流向鄰近區域。整個工件的溫度梯度較小,熱量主要集中在加熱區域,而加熱區域附近的溫度梯度很大。通過對常溫下和激光加熱后微墩粗成形的模擬比較,得到了冷熱兩種不同成形工藝中的應力分布,結果表明采用激光加熱的工件可以顯著降低成形力。此外,材料經激光熱處理后的變形極小,加工靈活,再現性好。但是,因為鋁合金對激光的反射率較高,因此要對鋁合金表面進行特殊的黑化處理以提高對激光的吸收效率,通常采用碳素墨汁涂覆在鋁合金表面,而且激光束最好是垂直材料入射以保證加熱效率。其次,激光加熱無法實現保溫控制,而且激光光斑面積小,進行大面積區域熱處理時效率會有明顯降低,難以大范圍使用。此外,激光器設備昂貴,經濟性較差。
電子束加熱方式的大部分特點類似于激光,可以實現快速的局部熱處理,常用于對成形模具的表面熱處理。與激光熱處理相比,電子束的成本不僅低廉且熱量利用率更高,主要原因是由于電子槍的電熱轉化率高,一般可以達到90%,而激光的電熱轉化率只有10%左右。電子束對焦是通過控制聚束透鏡的電流,因此可以在任意位置上對焦。另外,電子槍對電子束轟擊表面的角度沒有特殊限制。對于一些特殊部位的加熱,電子束用很小的磁性偏轉線圈操縱光束轉動,只需簡單地通過變更計算機的軟件即可實現。而且電子束熱處理不需對金屬表面進行特殊處理。但是,電子束的可控性較差,加工定位也不太容易實現。此外,電子束在非真空中電子會受磁場影響,電子分散不能形成束流。因此電子束熱處理時要在真空環境中進行,增加了一定的操作難度,降低了效率,因此經濟性也不高。而且,電子束加熱同樣無法保證保溫時間[51]。
感應加熱是當感應圈中通過一定頻率的交流電時,在其內外產生與電流變化頻率相同的交變磁場。將材料放入感應圈內,在磁場作用下,材料內就會產生與感應圈頻率相同而方向相反的感應電流。感應電流沿材料表面形成封閉回路,通常稱為渦流。此渦流將電能變成熱能,迅速加熱材料的表面。可以根據頻率選擇不同的加熱深度,根據線圈耦合設計而得到精確的局部加熱,以及很高的功率密度。加熱時間短、效率高。感應加熱的效率可達60%~70%,感應加熱材料氧化率僅有0.3%~1%。感應加熱散熱少,極少產生煙氣粉塵,便于進行計算機操控。但是,感應加熱的溫度控制精度低,不能準確達到預定的熱處理溫度,難以實現良好的溫度分布均勻性[52]。
傳導加熱是使用加熱板或加熱帶以接觸材料的方式對材料進行加熱,熱量以熱傳導的方式傳遞到材料上,從而使材料達到預定的加熱溫度。傳導加熱方式具有加熱速度快、熱利用率高、加熱區溫度分布均勻、保溫時間可控和良好的再現性等性能。從工業應用角度看,該加熱方式效率較高、操作方便可靠。但是由于其接觸式加熱方式,在高溫時往往會引起材料的熱變形,使板材發生翹曲,在使用傳導加熱時需考慮變形的問題。Alexander等[53]使用溫度為350℃的陶瓷加熱片在液壓機的輔助下對鋁合金樣品進行加熱,加熱速率達275℃/s,加熱之后材料平均溫度達到345.4℃,在樣品的10個不同位置,最高溫度為354.5℃,最低溫度為340.6℃,溫度偏差較小,并且板材未發生明顯的熱變形。
綜上所述,電子束加熱和激光加熱方式比較適合前期工藝開發過程對熱處理工藝路徑的優化探究或是多品種、小批量的定制產品。相比之下,電磁感應加熱和傳導加熱方式更加適用于要求高效率的工業化生產。此外,傳導加熱方式可以任意調控加熱溫度和保溫時間,其局部區域中的溫度分布均勻,且具有優異的再現性。
2.2 局部熱處理溫度和時間
局部熱處理的加熱溫度和保溫時間對鋁合金的微觀組織和力學性能會產生顯著影響。圖3為傳導加熱和激光加熱兩種方式下熱處理溫度對AA6181PX鋁合金力學性能的影響規律[29]。結果表明,當熱處理溫度超過200℃以后,材料的均勻伸長率和拉伸強度開始下降,當熱處理溫度達到400℃左右時材料達到最大軟化,而均勻伸長率在大約350℃時達到最低,在400℃左右時又恢復到初始水平。這對實際應用中局部熱處理溫度的設計提供了一定的參考[29]。
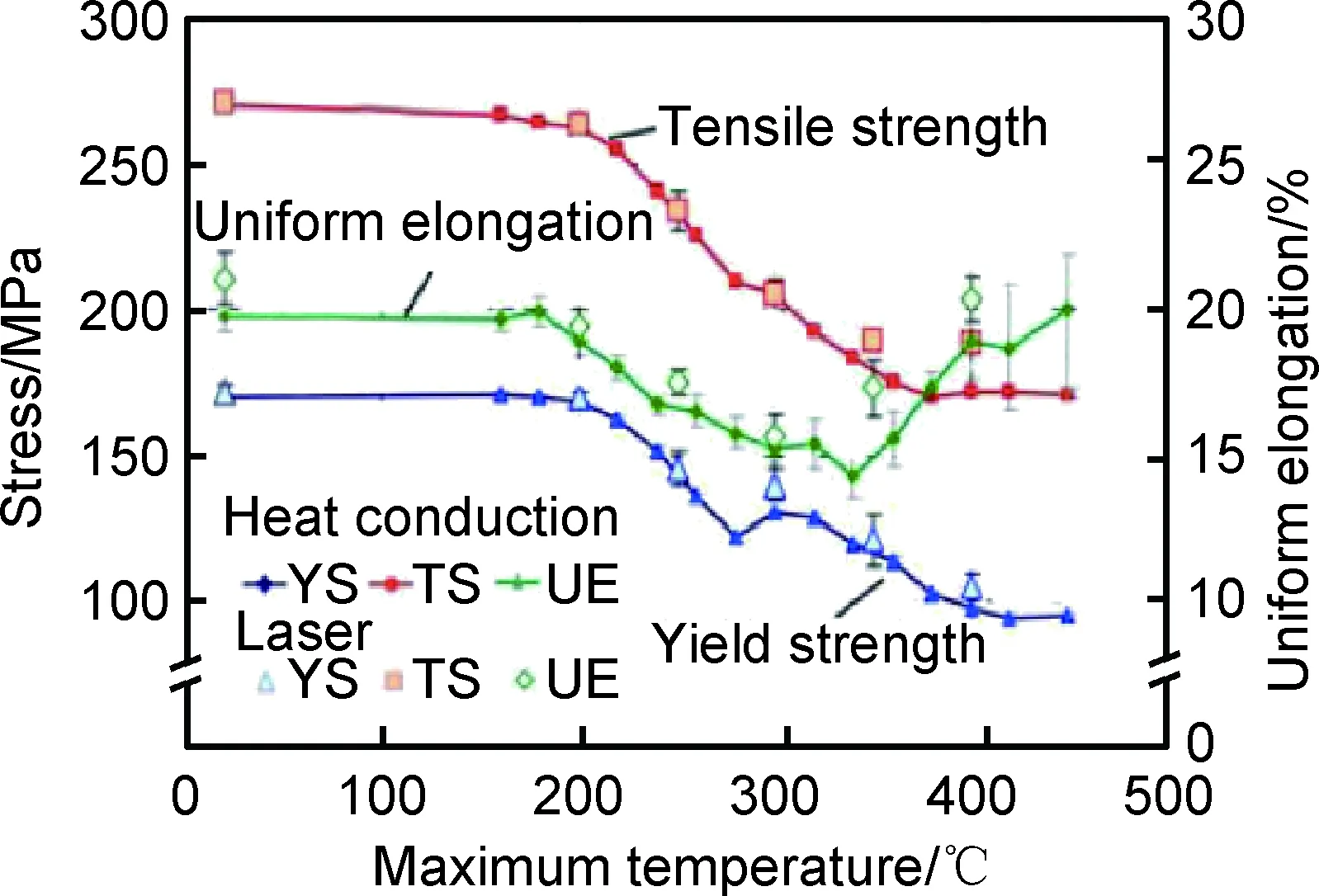
圖3 傳導加熱和激光加熱方式下熱處理溫度對AA6181PX鋁合金力學性能的影響[29]Fig.3 Influence of the temperature on mechanical properties of AA6181PX aluminum alloysby heat conduction and laser[29]
局部熱處理的保溫時間對鋁合金的顯微組織和力學性能同樣會產生顯著影響。如圖4所示,以累積疊軋態的AA6016鋁合金為例,當熱處理溫度分別為300℃和400℃時,保溫時間僅為5s即可導致屈服強度分別下降約40%和75%,而伸長率急劇上升,晶粒尺寸逐漸增加。這說明局部熱處理并不需要太長的時間即可實現對鋁合金顯微組織和力學性能的改變,在實際應用中可以顯著提高生產效率[29]。
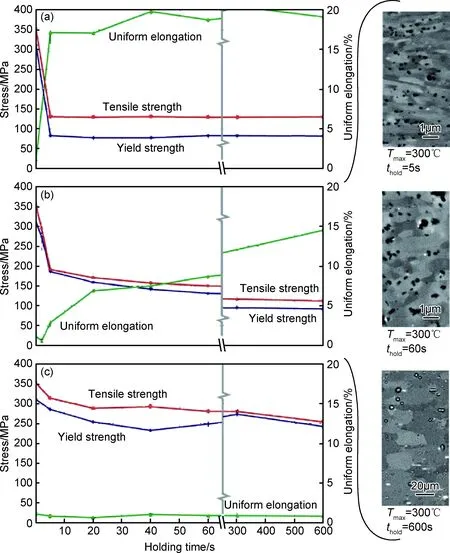
圖4 累積疊軋態AA6016鋁合金在不同熱處理條件下的力學性能和組織演變[29](a)400℃;(b)300℃;(c)200℃Fig.4 Mechanical properties and microstructural evolution of an ARB-AA6016 aluminum alloys under different heat treatment conditions[29](a)400℃;(b)300℃;(c)200℃
2.3 局部熱處理工藝路徑的選取和優化
為了確保鋁合金的成形性能能夠得到顯著提高,需要對熱處理工藝路徑的選取準則和優化方法進行深入研究。而局部熱處理工藝路徑的選取需要結合鋁合金的化學成分、原始狀態和目標零件的具體結構特征來綜合考慮。圖5為局部熱處理工藝路徑的設計準則[54]。首先,根據材料的微觀結構明確采用軟化機制,通過熱處理使其局部區域材料的流動應力顯著降低。一方面,較低的流動應力導致成形所需的力減小。以圖5中左側的杯形件為例,如若對板材法蘭邊區域進行熱處理軟化后,沿著杯形件的底部直到法蘭邊的整個加載路徑上所需成形力和材料的變形抗力均有明顯降低,最終使得力傳遞的臨界區域,如杯形件底部的圓角位置的應力顯著降低。另一方面,較低的流動應力使材料更容易發生流動。與相鄰材料相比,軟化區內的材料將更早進入塑性變形階段。通過對材料流動時序的人工調控,能夠使軟化區內的材料流動到具有大變形量的區域,作為大變形量區域的補料區,減少變形區的拉伸減薄。換言之,局部熱處理應軟化易開裂區周圍的區域,而不是易開裂區域本身。基于軟化區域材料較低的屈服強度和更好的流動性,從而增加材料流向可能開裂的區域,抑制拉伸減薄的發生。圖5中右側所示杯形件,通過對其底部環形區域進行熱處理軟化,使得在拉深過程中該環形區域的材料可以更容易反向流動至底部圓角區域,抑制該區域的減薄。
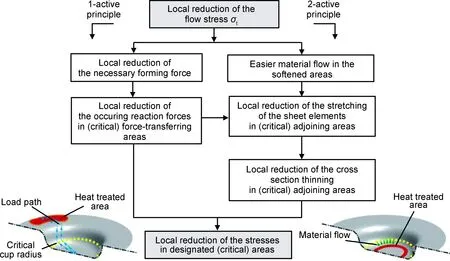
圖5 局部熱處理工藝路徑的設計準則[54]Fig.5 Design principle on the heating paths of tailored heat treatment[54]
基于上述局部熱處理工藝路徑的選取和設計準則,還應對熱處理區域的面積和布局以及板坯形狀等開展進一步的優化,從而實現鋁合金板材成形能力提高的最佳效果。目前熱處理工藝路徑的研究主要依賴大量耗時的試錯法,缺乏科學化的理論指導和優化算法。為此,Lechner等[55]基于MATLAB軟件和AUTOFORM有限元軟件的前后處理功能,從而實現局部熱處理工藝路徑的優化。其原理如圖6所示,首先,在MATLAB程序中將所有輸入參數尤其是熱處理區域的布局和板坯形狀定義為模擬過程中的設計變量,可在允許范圍內進行調節。將參數輸入到AUTOFORM后開始對成形過程進行模擬,用MATLAB程序將模擬結果與目標值進行比對,從而自動計算出新的輸入參數繼續進行模擬,并且可以在MATLAB程序中選擇不同的優化算法,研究表明,采用該優化方法可以得到很好的熱處理模擬結果。
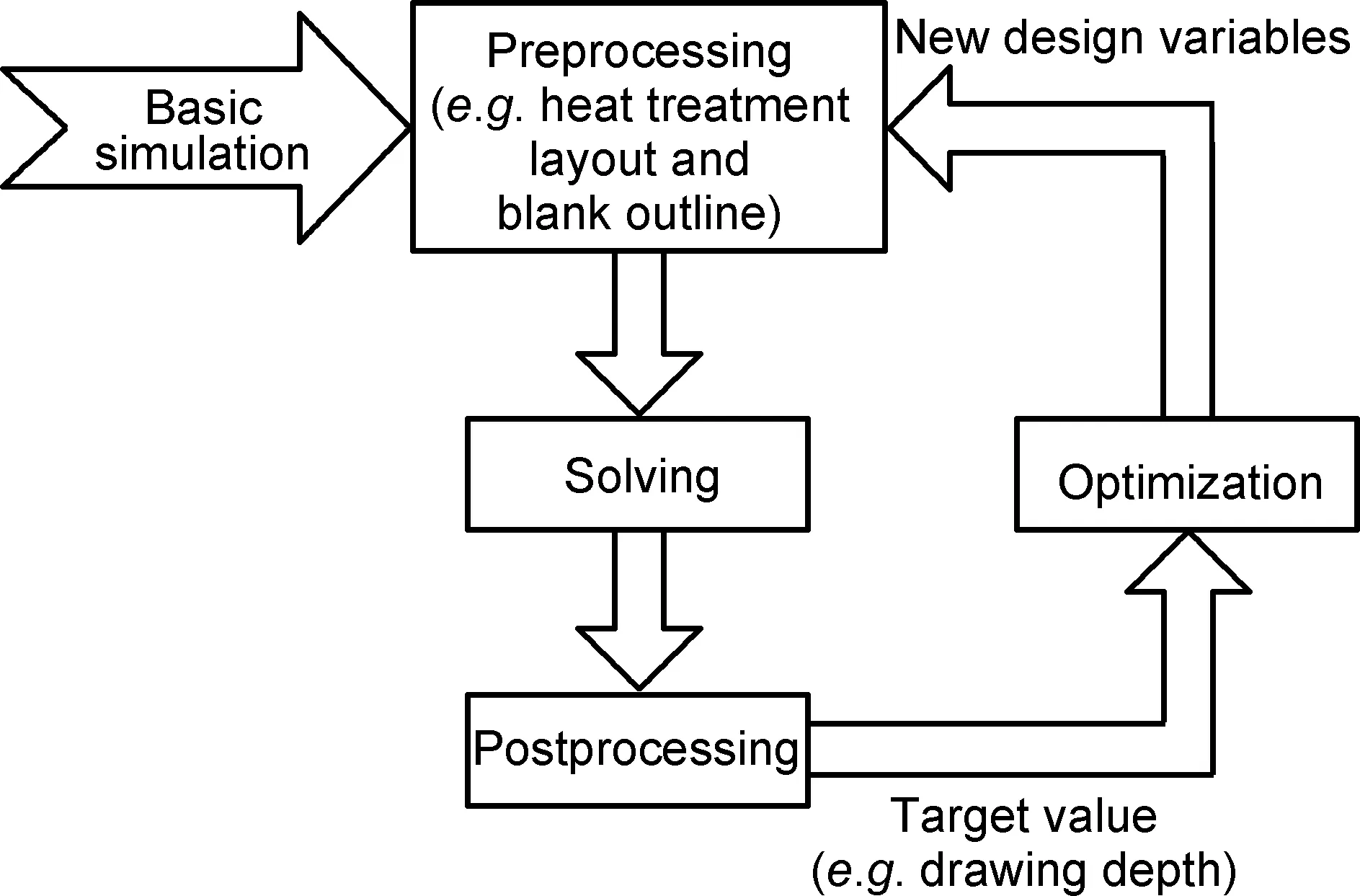
圖6 局部熱處理工藝路徑的優化算法[55]Fig.6 Optimization of the heating paths of tailored heat treatment[55]
3 局部熱處理在鋁合金板材成形中的應用
由于航空、汽車等關鍵領域對零部件輕量化和整體性的要求愈發強烈,高強甚至超高強的高性能鋁合金用量還在繼續增加,同時對零件制造技術水平要求也顯著提高。由于高強度鋁合金的成形性普遍偏低,且新型零件結構更為復雜的深腔特征,冷加工時常發生板材的減薄嚴重和開裂,且主要依賴人工進行聚放料,工藝設計主要靠經驗和試錯法,導致零件的制造周期長、尺寸精度差及產品一致性差。采用溫熱成形方式時能耗增加,且在成形過程中鋁合金容易產生橘皮、裂紋、表面燒傷等缺陷,不僅降低了生產效率、增加了制造成本,而且顯著降低了成品的表面質量。因此,通過預先的局部熱處理工藝使板材發生軟化或硬化,獲得全新的性能梯度分布,在后續成形過程中改變材料的流動時序,從而能夠有效抑制減薄、開裂的產生,提高鋁合金板材的室溫成形性能(圖7)[56]。
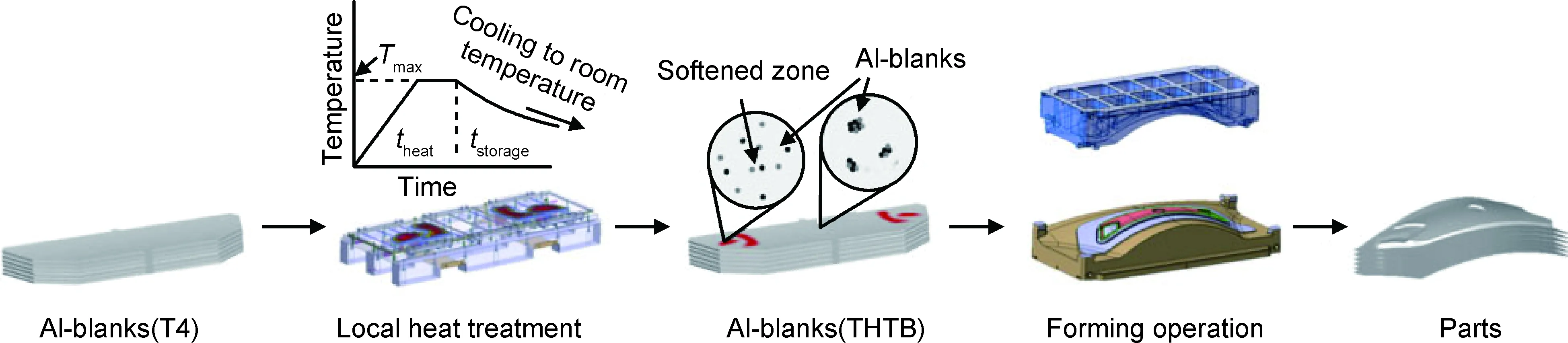
圖7 局部熱處理在鋁合金板材成形中應用的流程圖[56]Fig.7 Flow chart of the application of tailored heat treatment on sheet metal forming of aluminum alloy[56]
Kahrimanidis等[56]在研究中對比了局部熱處理對拉深性能的影響。如圖8所示,分別針對圓筒形零件、盒形零件以及十字形零件進行板材的拉深實驗,初始板材均為T4狀態的6XXX系列鋁合金,結果發現,當直接進行拉深時,所獲得的拉深深度較低,并且在成形過程中極易產生開裂和起皺現象。而經過局部熱處理后的板材拉深時可以有效避免缺陷的發生,顯著提高材料的極限拉深比,尤其是對于十字形零件,經局部熱處理后的板材拉深深度可提高近86%。
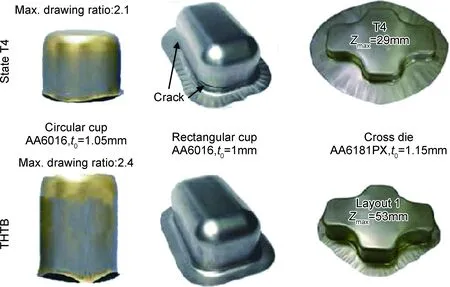
圖8 局部熱處理前后鋁合金板材拉深性能對比[56]Fig.8 Comparison of the formability on deep drawing process of aluminum alloys with and without tailored heat treatment[56]
研究發現,局部熱處理對鋁合金薄板汽車覆蓋件冷沖壓成形的成形性有顯著提高[30]。如圖9所示,使用未熱處理的常規6016鋁合金成形的零件在邊緣的圓角區域產生開裂。而通過數值模擬得到優化的熱處理工藝路徑進行局部熱處理后,材料的屈服強度降低,流動性增加,材料的成形性能得到改善。材料流向易開裂區域,成形的汽車覆蓋件沒有再發生開裂的問題。
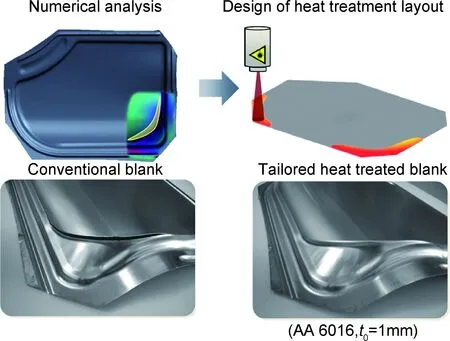
圖9 局部熱處理前后復雜形狀鋁合金板材冷沖壓性能對比[30]Fig.9 Comparison of the formability on cold stamping process of aluminum alloys with complex shape with and without tailored heat treatment[30]
Mohammadi等[57]對AA2024-T3鋁合金板材局部熱處理后的彎曲性能進行了研究。采用激光加熱方式對材料局部進行軟化,以兩端固定和不固定的方式對板材彎曲位置進行單道次和3道次熱處理后,將材料置于壓彎機上進行彎曲變形。如圖10所示,與初始T3態的板材相比,經局部熱處理的板材在彎曲變形后表現出更小的回彈行為。經3道次局部熱處理后,兩端未固定的板材的回彈量減少31%,兩端固定的板材回彈量可減少36%。
局部熱處理技術除在上述較為簡單的單道次板材成形中的應用外,還可在更為復雜的多道次成形過程中合理使用,以提高鋁合金的最終成形性。如圖11所示,第一階段是通過拉深工藝使用未經局部熱處理的鋁合金板材成形出等直徑的筒形件。在第二階段的成形之前,根據熱處理的一般原則并通過數值模擬選擇適當的熱處理工藝路徑對其進行局部熱處理。第二階段使用液壓成形工藝對筒形件進行二次成形。結果發現,未經局部熱處理和熱處理工藝路徑不得當的筒形件均出現了開裂現象。這是因為如果筒形件不進行熱處理,由于材料加工硬化導致流動性變差,圓角區域極易發生開裂。在熱處理路徑1和2中對緊鄰圓角區域進行局部熱處理后,圓角區域材料的屈服強度降低,在后續液壓成形時減薄現象更加明顯,從而更易發生開裂。而在路徑3的遠離圓角的筒形件側壁位置實現局部軟化,能夠使足夠的材料流入圓角區域參與變形,因此可保證零件達到最終的形狀要求[58]。
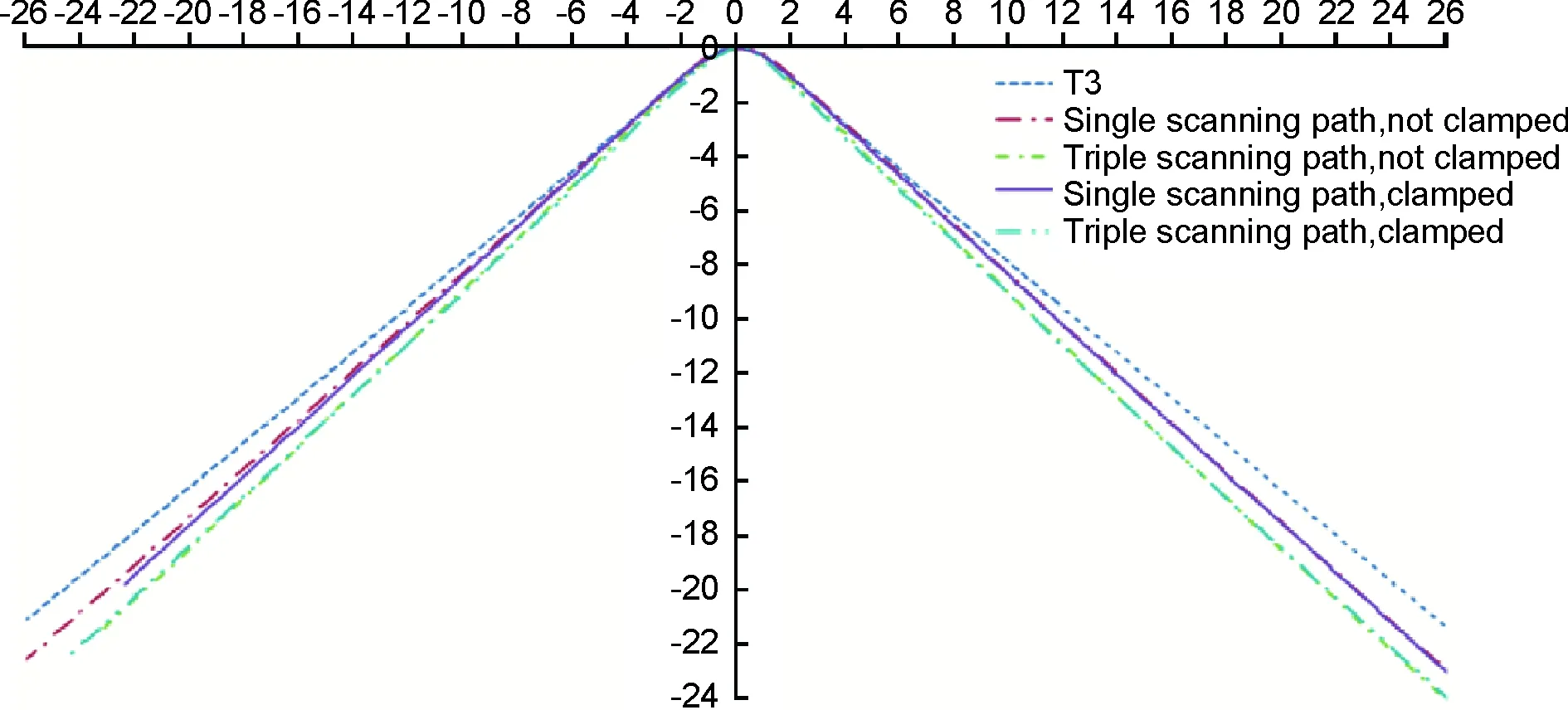
圖10 局部熱處理前后鋁合金板材在彎曲過程中回彈行為的比較[57]Fig.10 Comparison of the springback behavior on sheet bending process of aluminum alloys with and without tailored heat treatment[57]
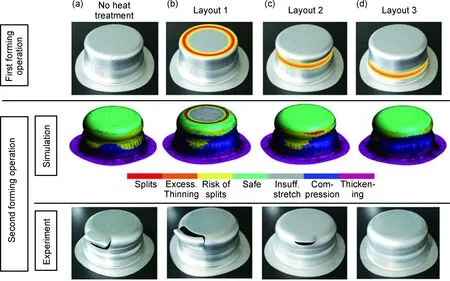
圖11 多道次成形過程中局部熱處理對鋁合金成形性能的影響[58](a)無熱處理;(b)熱處理路徑1;(c)熱處理路徑2;(d)熱處理路徑3Fig.11 Effect of tailored heat treatment on the formability of aluminum alloy during multi-stage forming operations[58](a)without heat treatment;(b)heat treatment path 1;(c)heat treatment path 2;(d)heat treatment path 3
4 結束語
局部熱處理技術能夠有效制備具有梯度性能分布的鋁合金差性板,使其在成形過程中的材料流動時序發生改變,從而提高鋁合金板材的室溫成形能力,有望實現在航空、汽車等高端鋁制品加工行業中的應用。從鋁合金局部熱處理的工藝原理和特點上,可分為局部熱處理軟化和局部熱處理硬化,其中軟化的微觀機制主要有晶粒長大、組織回復以及沉淀相的溶解,而硬化的主要途徑為人工時效、表面淬火和沖擊強化等。局部熱處理中的快速加熱可以通過激光、電磁感應、熱傳導和電子束等方式實現。根據對幾種方式優缺點的綜合比較,電子束和激光加熱方式比較適合前期的工藝開發過程或是多品種小批量的定制產品,而電磁感應加熱和傳導加熱方式更適用于要求高效率的工業化生產。局部熱處理的加熱溫度和保溫時間對鋁合金的微觀組織和力學性能會產生顯著影響,而熱處理工藝路徑的選取和優化是將該技術于鋁合金板材成形中進行應用的關鍵,需要結合鋁合金的化學成分、原始狀態和目標零件的具體結構特征來綜合考慮。通過實例進一步證實,局部熱處理技術能夠減少鋁合金板材在彎曲過程中的回彈量,提高鋁合金板材在拉深過程的極限拉深比,抑制鋁合金板材沖壓過程中的局部減薄、開裂,并且可以在更為復雜的多道次成形中作為中間熱處理方法,從而顯著提高鋁合金板材的室溫成形性能。
圍繞鋁合金局部熱處理的研究,未來還需深化數值仿真技術的應用,實現對板材成形過程的精確預測,建立和完善局部熱處理工藝的一般設計準則,明確局部軟化和局部硬化的適用范圍,實現熱處理路徑的優化,解決熱影響區對成形性能的影響等技術難點,加快推進該技術在鋁合金復雜構件中的實踐和應用。
參考文獻
[1] HEINZ A,HASZLER A,KEIDEL C,et al. Recent development in aluminium alloys for aerospace applications[J]. Materials Science and Engineering:A,2000,280(1):102-107.
[2] MILLER W S,ZHUANG L,BOTTEMA J,et al. Recent development in aluminium alloys for the automotive industry[J]. Materials Science and Engineering:A,2000,280(1):37-49.
[3] REBOUL M C,BAROUX B. Metallurgical aspects of corrosion resistance of aluminium alloys[J]. Materials & Corrosion,2015,62(3):215-233.
[4] 李卿,尹延西,江洪林,等. 高活性鋁合金陽極材料的電化學性能[J]. 材料保護,2008,41(10):20-22.
LI Q,YIN Y X,JIANG H L,et al. Electrochemical properties of high active aluminum alloy anode materials[J]. Materials Protection,2008,41(10):20-22.
[5] 白志玲. 鋁合金的研究現狀及應用[J]. 科技廣場,2015(12):18-20.
BAI Z L. Status quo of research in aluminum alloy and the application[J]. Science Mosaic,2015(12):18-20.
[6] 馬鳴圖,游江海,路洪洲,等. 鋁合金汽車板性能及其應用[J]. 機械工程材料,2010,12(6):1-5.
MA M T,YOU J H,LU H Z,et al. Properties and application of aluminum alloy car plate[J].Materials for Mechanical Engineering,2010,12(6):1-5.
[7] 馬鳴圖,馬露霞. 鋁合金在汽車輕量化中的應用及其前瞻技術[J]. 新材料產業,2008(9):43-50.
MA M T,MA L X. Application of aluminum alloy in lightweight of automobile and its forward-looking technology[J]. Advanced Materials Industry,2008(9):43-50.
[8] 鄭暉,趙曦雅. 汽車輕量化及鋁合金在現代汽車生產中的應用[J]. 鍛壓技術,2016(2):1-6.
ZHENG H, ZHAO X Y. Lightweight automobile and application of aluminum alloys in modern automobile production[J]. Forging & Stamping Technology,2016(2):1-6.
[9] 趙英濤. 美國大型客機結構用鋁合金的發展與展望[J]. 材料工程,1993(5):45-48.
ZHAO Y T. Development and prospect of aluminum alloy forlarge aircraft structures in the United States[J]. Journal of Materials Engineering,1993(5):45-48.
[10] 全宏聲. 鋁鋰合金在美國航空航天工業的應用[J]. 材料工程,1997(3):48-49.
QUAN H S. Application of Al-Li alloy in the US aerospace industry[J]. Journal of Materials Engineering,1997(3):48-49.
[11] CASSADA W,LIU J,STALEY J. Aluminum alloys for aircraft structures[J]. Advanced Materials & Processes,2002,160(12):27-29.
[12] DURSUN T,SOUTIS C. Recent developments in advanced aircraft aluminium alloys[J].Materials & Design,2014,56(4):862-871.
[13] PEEL C J,McDARMAID D S. The application of improved aluminium alloys and steels in aircraft structures[J]. Aeronautical Journal,1985(847):320-326.
[14] 曹景竹,王祝堂. 鋁合金在航空航天器中的應用(2)[J]. 輕合金加工技術,2013,41(3):1-5.
CAO J Z,WANG Z T. Application of aluminum alloy in aeronautics and aerospace vehicle(2)[J]. Light Alloy Fabrication Technology,2013,41(3):1-5.
[15] 劉俊偉. Mg-Al-Zn系合金板材中低溫變形研究[D]. 長沙:湖南大學,2009.
LIU J W.Deformation characteristics of Mg-Al-Zn magnesium alloy sheets in moderate temperatures[D]. Changsha:Hunan University,2009.
[16] 孫中剛,郭旋,劉紅兵,等. 鋁鋰合金先進制造技術及其發展趨勢[J]. 航空制造技術,2012,401(5):60-63.
SUN Z G,GUO X,LIU H B,et al. Development trend of advanced manufacturing technology for aluminum-lithium alloy[J]. Aeronautical Manufacturing Technology,2012,401(5):60-63.
[17] 郭亮,湛利華. 6061-T6鋁合金板材熱沖壓成形極限圖研究[J]. 熱加工工藝,2017(5):131-134.
GUO L,ZHAN L H. Study on forming limit diagram of hot stamping of 6061-T6 aluminum alloy sheet[J]. Hot Working Technology,2017(5):131-134.
[18] 劉合軍,郎利輝,李濤. 鋁合金板材溫熱成形性能[J]. 塑性工程學報,2009,16(3):145-148.
LIU H J,LANG L H,LI T. Investigation of formability of aluminum alloy sheet at elevated temperature[J]. Journal of Plasticity Engineering,2009,16(3):145-148.
[19] 周國偉,李大永,彭穎紅. 7075-T6高強度鋁合金溫熱條件下的拉深成形性能[J]. 上海交通大學學報,2012,46(9):1482-1486.
ZHOU G W,LI D Y,PENG Y H. Deep drawability of 7075-T6 high strength aluminum alloy at warm condition[J]. Journal of Shanghai Jiaotong University,2012,46(9):1482-1486.
[20] WANG L L,STRANGWOOD M,BALINT D,et al. Formability and failure mechanisms of AA2024 under hot forming conditions[J]. Materials Science and Engineering:A,2011,528(6):2648-2656.
[21] 孫芳芳. 2219鋁合金拉伸成型過程中表面橘皮現象研究[D].天津:天津大學,2013.
SUN F F. Study on the surface orange peel for the drawing deformation of 2219 aluminum alloy[D]. Tianjin:Tianjin University,2013.
[22] 劉相華,吳志強,支穎,等. 差厚板軋制技術及其在汽車制造中的應用[J]. 汽車工藝與材料,2011(1):30-34.
LIU X H,WU Z Q,ZHI Y,et al. Tailored rolling technology and its application in automobile manufacturing[J]. Automobile Technology & Material,2011(1):30-34.
[23] 劉相華,高瓊,蘇晨,等. 變厚度軋制理論與應用的新進展[J]. 軋鋼,2012,29(3):1-7.
LIU X H, GAO Q, SU C, et al. New progress of theory and application in variable gauge rolling[J].Steel Rolling,2012,29(3):1-7.
[24] 姜銀方,楊繼昌,陳煒,等. 鋁合金拼焊板技術研究進展[J]. 農業機械學報,2004,35(2):163-167.
JIANG Y F,YANG J C,CHEN W,et al. Development and trend of aluminum tailor welded blanks technology[J]. Transactions of the Chinese Society for Agricultural Machinery,2004,35(2):163-167.
[25] LIU J,WANG L L,LEE J,et al. Size-dependent mechanical properties in AA6082 tailor welded specimens[J]. Journal of Materials Processing Technology,2015,224:169-180.
[26] 伍杰,毛祖莉,任芝蘭. 汽車輕量化用鋁合金拼焊板的研究進展[J]. 鍛壓技術,2016,41(9):1-6.
WU J,MAO Z L,REN Z L. Research progress of aluminum tailored welded blanks in automotive lightweight[J]. Forging & Stamping Technology,2016,41(9):1-6.
[27] TASALLOTI H,KAH P,MARTIKAINEN J. Laser overlap welding of Zn-coated steel on aluminium alloy for patchwork blank applications in the automotive industry[J]. Reviews on Advanced Materials Science,2015,40(3):295-302.
[28] LEI C X,XING Z W,XU W L,et al. Hot stamping of patchwork blanks: modelling and experimental investigation[J]. International Journal of Advanced Manufacturing Technology,2017,92(5/8):2609-2617.
[29] GEIGER M,MERKLEIN M,VOGT U. Aluminum tailored heat treated blanks[J]. Production Engineering,2009,3(4/5):401-410.
[30] MERKLEIN M,JOHANNES M,LECHNER M,et al. A review on tailored blanks—production,applications and evaluation[J]. Journal of Materials Processing Technology,2014,214(2):151-164.
[31] 韓方圓,崔令江. 鋁合金板材在汽車生產中的應用[J]. 鍛壓裝備與制造技術,2013,48(3):85-88.
HAN F Y,CUI L J. Application of aluminum alloy sheet in automobile production[J].China Metalforming Equipment & Manu-facturing Technology,2013,48(3):85-88.
[32] 葉勇,王金彥. 汽車用鋁合金板沖壓成形的研究及應用[J]. 熱處理,2013,28(1):10-13.
YE Y,WANG J Y. Research and application of stamping of aluminum alloy sheet in auto industry[J]. Heat Treatment,2013,28(1):10-13.
[33] 康永林,陳慶軍,王克魯,等. 700MPa級低碳貝氏體鋼的熱處理工藝研究[J]. 材料熱處理學報,2005,26(3):96-99.
KANG Y L,CHEN Q J,WANG K L,et al. Study on heat treatment process of the 700MPa grade low carbon bainitic steel[J]. Transactions of Materials and Heat Treatment,2005,26(3):96-99.
[34] 劉寶勝,郎利輝,李慧麗,等. 鋁合金板材溫熱介質成形本構建模方法綜述[J]. 塑性工程學報,2011,18(3):53-60.
LIU B S,LANG L H,LI H L,et al. Review on methods of constitutive modeling in warm/hot hydroforming[J]. Journal of Plasticity Engineering,2011,18(3):53-60.
[35] 曹江,李春福. 2A02合金熱加工過程微觀組織的演化機理研究[J]. 稀有金屬材料與工程,2014,43(10):2469-2472.
CAO J,LI C F. Study on evolution mechanism of microstructure in 2A02 alloy during hot working[J]. Rare Metal Materials and Engineering,2014,43(10):2469-2472.
[36] 李靜媛,黃佩武,任學平,等. 一種細晶強化金屬材料新方法的研究[J]. 輕合金加工技術,2007,35(8):42-44.
LI J Y,HUANG P W,REN X P,et al. Research on a method of grain refinement of metal materials[J]. Light Alloy Fabrication Technology,2007,35(8):42-44.
[37] 黃文輝,李保成. 變形溫度和變形次數對7A04-T6鋁合金組織與性能影響[J]. 熱加工工藝,2010,39(22):49-52.
HUANG W H,LI B C. Influence of deformation temperature and deformation times on microstructure and properties of 7A04 aluminum alloy[J]. Hot Working Technology,2010,39(22):49-52.
[38] 王世洪. 鋁及鋁合金熱處理[M]. 北京:機械工業出版社,1986.
WANG S H. Aluminum and aluminum alloy heat treatment[M]. Beijing:China Machine Press,1986.
[39] 晉坤,鄧運來,周亮,等. 6156鋁合金的人工時效與蠕變時效研究[J]. 航空材料學報,2011,31(5):18-22.
JIN K,DENG Y L,ZHOU L,et al. Investigation on artificial aging and creep aging of 6156 aluminum alloy[J]. Journal of Aeronautical Materials,2011,31(5):18-22.
[40] 王孟君,王金亮. 6063鋁合金時效工藝的研究[J]. 金屬熱處理,1998(8):24,41.
WANG M J,WANG J L. Study on aging treatments of 6063 Al-alloy[J]. Heat Treatment of Metals,1998(8):24,41.
[41] 顏建輝,陳輝煌. 熱處理工藝對6063鋁合金強度和導電率的影響[J]. 熱加工工藝,2004(2):49-50.
YAN J H,CHEN H H. Effect of the heat treatment on the strengthen and electrical conductivity of 6063 aluminum alloy[J]. Hot Working Technology,2004(2):49-50.
[42] RINGER S P,HONO K. Microstructural evolution and age hardening in aluminium alloys : atom probe field-ion microscopy and transmission electron microscopy studies[J]. Materials Characterization,2000,44(1):101-131.
[43] 王祝堂. 變形鋁合金熱處理工藝[M]. 長沙:中南大學出版社,2010.
WANG Z T.Wrought aluminum heat treatment process[M].Changsha:Central South Press,2010.
[44] FR?CK H,GRASER M,REICH M,et al. Influence of short-term heat treatment on the microstructure and mechanical properties of EN AW-6060 T4 extrusion profiles: part A[J]. Production Engineering,2016,10(4/5):383-389.
[45] 沈利群. 鋁合金的激光表面熱處理現狀[J]. 金屬熱處理,1998(7):38-39.
SHEN L Q. Status on laser surface heat treatment of aluminium alloys[J]. Heat Treatment of Metals,1998(7):38-39.
[46] 張勇明,顧曉峰,韓全平,等. 電子束表面淬火簡介[J]. 江蘇航空,2000(增刊1):46-47.
ZHANG Y M,GU X F,HAN Q P,et al. Introduction to electron beam surface hardening[J].Jiangsu Aviation,2000(Suppl 1):46-47.
[47] 孫福娟,高峰,王斌,等. 激光功率對2A12鋁合金淬火組織的影響[J]. 現代制造工程,2009(8):81-82.
SUN F J,GAO F,WANG B,et al. Effect of laser power on quenching structure of 2A12[J]. Modern Manufacturing Engineering,2009(8):81-82.
[48] 魯金忠,張永康. 激光沖擊強化鋁合金力學性能及微觀塑性變形機理研究[J]. 機械工程學報,2013(4):162.
LU J Z,ZHANG Y K. Investigation of laser shock processing on the mechanical properties and micro-plastic deformation mechanism of LY2 aluminum alloy[J]. Journal of Mechanical Engineering,2013(4):162.
[49] MERKLEIN M,NGUYEN H. Adjusting optimized material properties for tailored heat treated blanks[J]. Key Engineering Materials,2011,473:420-427.
[50] 王勻,張凱,董培龍,等. 激光輔助加熱下的微塑性成形的研究[J]. 激光技術,2009,33(2):147-150.
WANG Y,ZHANG K,DONG P L. Investigation into microforming based on laser-assisted heating[J]. Laser Technology,2009,33(2):147-150.
[51] 宋仁國,陳光南,張坤. 激光和電子束表面強化技術的發展及其應用[J]. 物理,2000,29(7):411-415.
SONG R G,CHEN G N,ZHANG K. Application and development of surface strengthening processes with laser and electron beams[J]. Physics,2000,29(7):411-415.
[52] 袁靜蘭,張有忱,譚晶.非接觸式電磁感應加熱及其應用[J]. 工業加熱,2016,45(3):33-37.
YUAN J L,ZHANG Y C,TAN J. Non-contacting electromagnetic induction heating and applications[J]. Industrial Heating,2016,45(3):33-37.
[53] ALEXANDER K,DANIEL W,MARION M. Influence of a short-term heat treatment by conduction and induction on the mechanical properties of AA6014 alloys[J]. Physics Procedia,2014,56(3):1410-1418.
[54] HUNG N, MARION M.Improved formability of aluminum alloys using laser induced hardening of tailored heat treated blanks[J]. Physics Procedia,2012,39:318-326.
[55] LECHNER M,KUPPERT A,HAGENAH H,et al. Optimization of the heat treatment layout and blank outline of THTB[J]. Key Engineering Materials,2013,554/557(2):2465-2471.
[56] KAHRIMANIDIS A,LECHNER M,DEGNER J,et al. Process design of aluminum tailor heat treated blanks[J]. Materials,2015,8(12):8524-8538.
[57] MOHAMMADI A,VANHOVE H,BAEL A V,et al. Bending properties of locally laser heat treated AA2024-T3 aluminium alloy[J]. Physics Procedia,2012,39(9):257-264.
[58] MERKLEIN M,LECHNER M,KUPPERT A. Enhancement of formability of aluminum alloys in multi-stage forming operations by a local intermediate heat treatment[J]. Production Engineering,2012,6(6):541-549.
猜你喜歡
今日農業(2021年9期)2021-11-26 07:41:24
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
電測與儀表(2015年5期)2015-04-09 11:30:52
石油化工應用(2014年8期)2014-03-11 17:40:03