田灣核電站除鹽水廠房包塑紫銅管施工方案探討
2018-05-17 01:01:38馮傳海杜丹丹王永耐關明杰
城市建筑空間 2018年4期
馮傳海,杜丹丹,王永耐,關明杰
(中建電力建設有限公司,廣東 深圳 518034)
1 工程概況
田灣核電項目除鹽水生產系統共設3個系列,每個系列產水量為 160 m3/h,總產水量為 480 m3/h。氣動閥門共計189臺,電磁閥箱25臺,包塑紫銅管5500 m,主要分布在離子交換系統、一級反滲透系統和濃水回收反滲透系統中。離子交換間施工場地496 m2,共有3臺陽離子交換器,3臺陰離子交換器,3臺混合離子交換器,1臺陽樹脂儲存罐,1臺陰樹脂儲存罐,1臺堿加熱水箱,9臺電磁閥箱,93臺氣動閥門及其他附屬設備。設備空間位置較小,閥門布置比較密集,工藝、給排水、消防管道縱橫交錯。氣源管線施工空間布置難度較大,氣源管線彎制、連接難度較高。
本文將從離子交換系統中包塑紫銅管施工過程分析,介紹方案形成過程及與其他工藝之間的差距,尋求滿足核電安裝要求的最優解決方案。
2 先決條件
氣源管道施工一般采用304或304 L不銹鋼無縫鋼管,規格一般為φ14mm×2mm,該材料韌性較好,便于現場彎制;不銹鋼焊接工藝比較成熟,焊口質量可控;材料耐壓等級高,滿足大多工況需求。
考慮到氣源工作壓力為0.9MPa,離子交換間環境腐蝕性小,φ8mm×1mm包塑紫銅管同樣滿足此種工況及環境。此種材料彎曲更加方便,可在敷設過程中彎制而不用提前預制;接頭連接可用不銹鋼卡套,避免接口焊接及焊口檢測工作;成品成盤運輸,每盤200 m,可在現場測算后切割材料,最大化減少接口個數,保障氣源管道密閉性。
綜上考慮,離子交換間氣源管材料可以用φ8mm×1mm包塑紫銅管替代φ14mm×2mm不銹鋼無縫鋼管,且滿足工藝要求。
3 施工過程
3.1 保存與運輸
銅管在安裝前應核對牌號是否與設計相符,并檢查銅管內表面狀態,做好記錄;存放在干燥、通風環境里,并以先進先出為原則,防止氧化、生銹。使用前檢查銅管內部是否堵塞,在儲存過程中保證銅管兩端密封,防止雜物進入造成堵塞;若銅管長期保存,最好用油脂或液蠟涂抹后包裹后置于通風處,可防止潮氣侵蝕生銅銹。運輸途中避免機械擠壓,防止銅管壓癟、變形。
3.2 調直
包塑紫銅管為成盤式包裝,使用前要進行調直。一般紫銅管調直先要往銅管里灌沙子,之后用調直器進行調直;或將紫銅管放在水平木板上,用橡皮錘、木錘或方木沿管身輕輕敲擊,逐段調直。考慮到紫銅管規格為φ8mm×1mm,內徑過小,填沙并不能完全充實管道,且調直后清理殘沙困難,如果直接采用橡皮錘等工具敲擊調直時,調直質量受工人操作水平影響會因受力不均導致紫銅管保護膜損傷,工作效率降低,且質量無法保證。因此,在實際施工中,制作簡易調直器(見圖1)。此調直器優點在于充分利用一個方向的滾輪調直紫銅管,可避免紫銅管壁受損傷,調直一次成型率達95%以上。
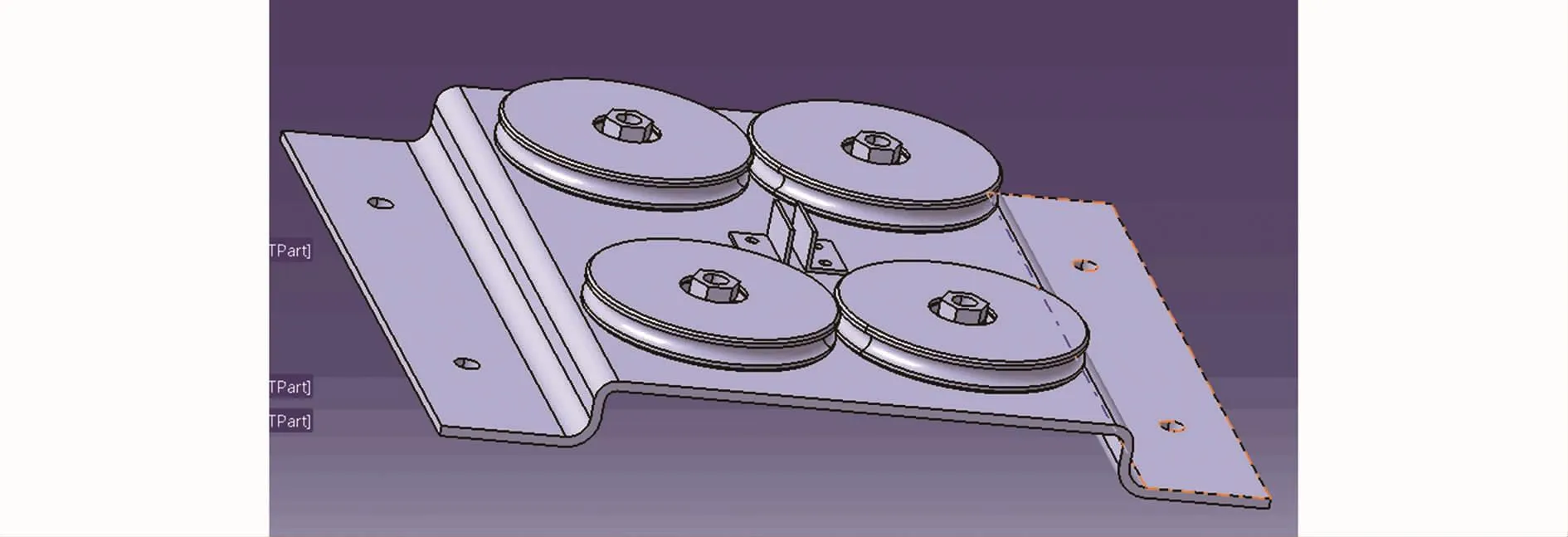
圖1 簡易紫銅管調直機模型
3.3 切割
除鹽水氣源管道連接采用不銹鋼卡套接頭,對包塑紫銅管切口要求不是非常嚴格,切割可采用割管刀,使用銼刀處理切口,去除飛邊毛刺即可。如需夾持,則臺虎鉗鉗口兩側應墊以木板襯墊,以防夾傷管子。如果接口處管壁被夾傷,必須去除以免卡套連接時漏氣。
3.4 彎管
彎制宜采用冷彎且一次彎成,管子彎制后,應無裂紋和凹陷。彎曲半徑宜大于管子外徑的3.5倍。紫銅管管徑較小,韌性大,宜采用手持彎管器進行彎管。如果需要在三維方向上連續彎曲,宜從中間向兩邊施工,如果無法避免使用接頭,則盡可能保證將接頭留在電磁閥箱進出口附近,方便日后檢修。
3.5 敷設與連接
氣源管道在穿墻和過樓板處,應加裝保護套管或保護罩,保護套管或保護罩內應無氣源管接頭。當管道穿過不同等級的爆炸危險區域、火災危險區域和有毒場所的分割間壁時,保護套管或保護罩應做好密封。
當氣源管引入安裝在有爆炸和火災危險、有害及腐蝕性物質環境的儀表盤、箱、柜時,其管道引入孔處應做好密封。氣源管道與儀表線路分開敷設。氣源管道與設備連接時,儀表設備不應承受其他機械應力,氣源管連接裝配應正確、齊全。對于成盤包裝的紫銅管,其下料長度可由現場情況自行確定,從而避免或減少氣源管路中出現接頭,如氣源管無法一次成型,則中間接頭采用不銹鋼卡套接頭連接。
3.6 固定
管路應采用可拆卸且與管徑配套的儀表管管卡固定在支架上,對于成排敷設的管路,兩管路中心距為2 D(D為管外徑)(見圖2)。氣源管管卡固定間距如表1所示。

圖2 除鹽水離子交換間儀表管敷設
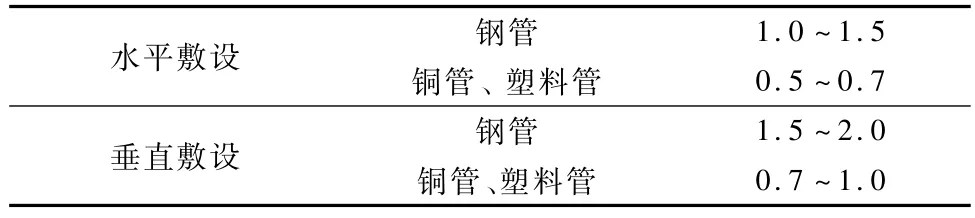
表1 管卡的固定間距m
3.7 吹掃
氣源系統安裝完畢后應進行吹掃,并應符合下列要求。
1)吹掃前應將控制室氣源入口、支管入口和接至各用氣設備的過濾減壓閥進口斷開并敞口,應先吹總管,再吹干管、支管及接至各儀表的管道。
2)排出的吹掃氣應用涂白漆的木制靶板檢驗,1 min內板上無鐵銹、塵土、水分或其他雜物時,可判為吹掃合格,吹掃過程中做好吹掃記錄。
3.8 嚴密性試驗
管路應嚴密無泄漏。管路敷設完畢后,應先檢查管路的連接正確性、暢通性,確保無錯接后方可按技術規范的要求進行嚴密性試驗。
根據G B50093—2013要求,氣源管道、氣動信號管道宜采用空氣或氮氣作為試驗介質。氣壓試驗壓力為設計壓力的1.15倍,試驗時緩慢升壓,達到試驗壓力后穩壓10 min,再將試驗壓力降至設計壓力,穩壓5 min,采用發泡劑檢驗有無滲漏,若有滲漏,泄壓后修復,再進行試驗,直至試驗合格。
4 結語
實踐證明:采用上述施工方案敷設氣源管,在無腐蝕工況下采用φ8mm×1mm包塑紫銅管替代φ14mm×2mm不銹鋼無縫鋼管,既可滿足核電質量和工藝要求,也可極大地提高工作效率,并且減少管路接頭和管路漏氣幾率,降低施工成本。
參考文獻:
[1]中國電力企業聯合會.電力建設施工技術規范 熱工儀表及控制裝置篇:DL5190.4—2012[S].北京:中國電力出版社,2012.
[2]中國工程建設標準化會.自動化儀表工程施工及質量驗收規范:GB50093—2013[S].北京:中國計劃出版社,2013.
[3]饒軍,韓鵬杰,魏永春,等.核電站輔助系統工程設備接地方法與應用[J].城市住宅,2017(6):112-114.
猜你喜歡
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年9期)2021-07-16 07:11:36
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
中國房地產業(2016年2期)2016-03-01 01:25:48
石油化工建設(2016年4期)2016-02-27 15:03:16
河南電力(2016年5期)2016-02-06 02:11:34
