鍛造操作機夾持機構的優化分析
2018-05-21 09:05:34朱為國
裝備制造技術 2018年3期
關鍵詞:優化
阮 瀟 ,朱為國 ,張 馳
(1.南京工業大學,機械與動力工程學院,江蘇 南京 211800;2.淮陰工學院,江蘇省先進制造技術重點實驗室,江蘇 淮安 223001)
0 引言
裝備制造業是整個國家經濟建設和國防建設的基礎,在整個制造行業中起著舉足輕重的作用,是我國工業發展的中堅力量。目前鍛件朝著大型化、精確化的方向發展,尤其近年來隨著我國國力的增強,鐵路、船舶、核電等重大裝備領域迅速發展,對大型復雜鍛件的需求日益迫切,也對鍛造行業和鍛造操作機的發展提出了更高的要求[1-3]。鍛造操作機是自動化鍛造作業中不可缺少的重要裝備之一,在提高生產效率、保證加工質量等方面發揮著重要作用[4]。鍛造操作機的特點是載荷大、慣量大、自由度多。鍛造操作機配合鍛造液壓機進行鍛造生產,能極大程度地提高制造質量,降低生產成本,提高了工人工作的安全性。
夾持機構是重載鍛造操作機的關鍵組成部分之一,它主要用于夾持鍛件完成各種鍛造操作。鍛件位置的不同,對夾持裝置受力的要求也不同。在時變重載工況下,要保證大型構件在運動過程中的夾持穩定性。操作機在進行升降、旋轉、制動及工件鍛壓等工況時,由于在操作過程中經常頻繁地進行加速提升、旋轉、制動以及鍛壓等不連續動作,致使夾持機構傳遞的作用力變化非常大,從而導致抓取不穩定性或是聯動裝置失效等結果產生[5-7]。因此對鍛造操作機夾持機構的研究很有必要。
本文利用虛擬樣機技術,模擬各個工況下鍛造操作機夾持機構夾持力的大小,將模擬結果與理論計算的結果對比確保模型的準確性。在靜態分析和靈敏度分析的基礎上,分析夾持機構中影響夾持力的參數,建立單目標設計模型,同時定義對應的約束函數,優化機構尺寸,提高夾持機構的夾持力大小。
1 夾持機構的分析及杠桿比計算機
1.1夾持機構運動學分析
鍛造操作機夾持機構運動比較復雜,但是夾持機構主運動機構的不僅結構簡單,而且能夠完成夾持機構最主要的運動,并且能夠清楚的描述機構的受力,所以主要對夾持機構的主運動機構進行分析,夾持機構主運動結構如圖1所示。
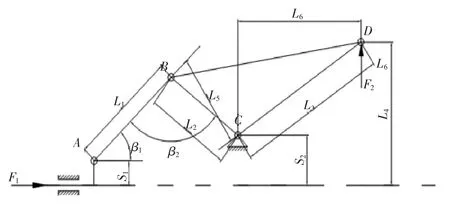
圖1 夾鉗機構主運動結構簡圖
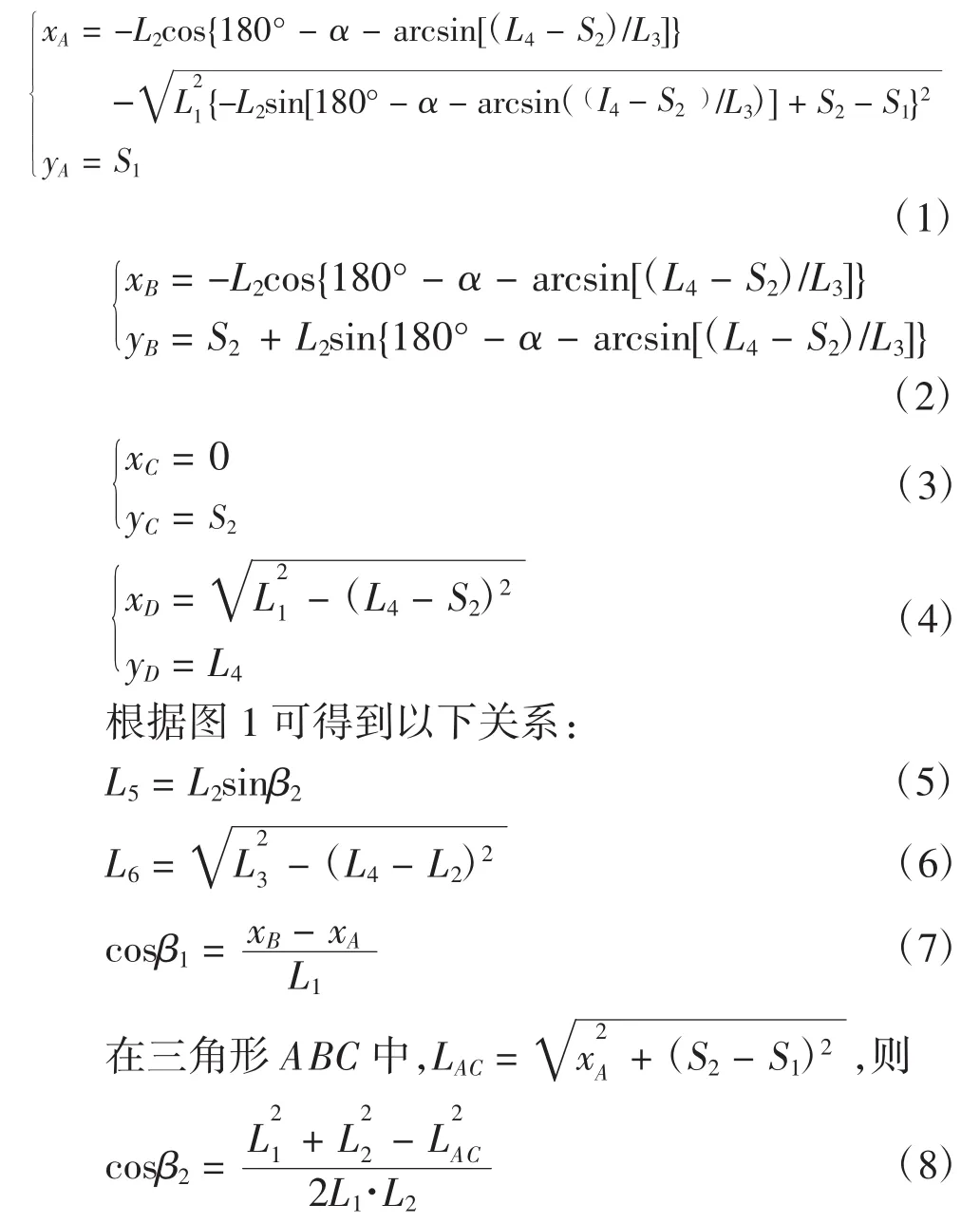
在圖1中,以油缸缸體的軸線為x軸,y軸通過C點,建立直角坐標系。通過如圖各參數的關系,可以得到點A、B、C、D點的位置坐標,關系式如下:
1.2杠桿比理論計算
為了滿足復雜運動的同時保證抓取穩定性,夾持機構必須具有更優的力的傳遞效率[8],機構的杠桿比為機構鉗口處的夾緊力與油缸輸出力的比值。本文分析的狀態是夾持最大轉矩工件的杠桿比。利用靜平衡方程對夾緊機構各個零件進行分析,如圖2所示。

圖2 夾持機構的零件受力圖
由圖2(a)可知,

式中,F1=1/2F0
由圖 2(c)可知,

通過聯立上述公式(1)~(10)可得鉗口處夾持力與輸出力的關系式:
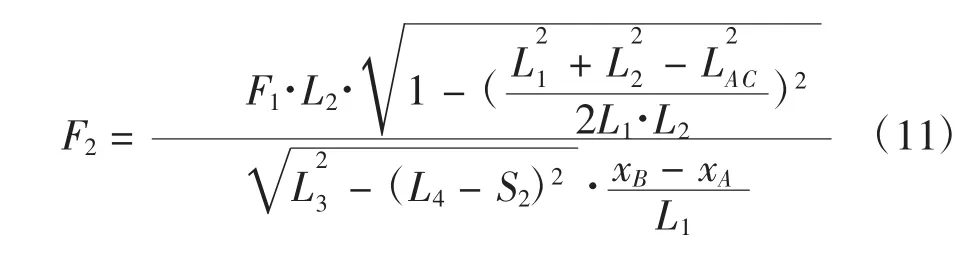
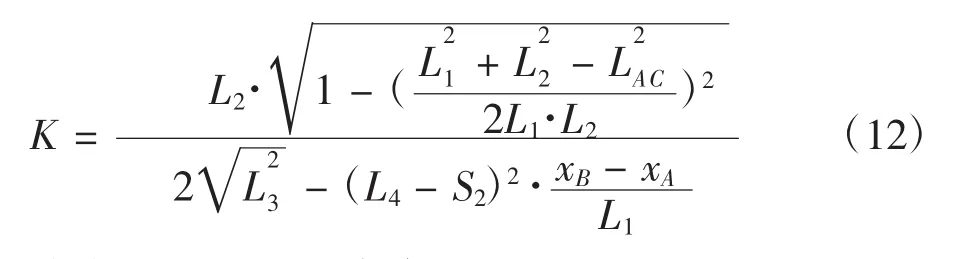
機構的杠桿比為:
式中,K為鉗桿機構杠桿比。
在40 t鍛造操作機中,油缸的最大輸出力F0=0.3100 MN,零件的主要參數為:S1=100 mm,S2=102 mm,L1=220 mm,L2=177 mm,L3=267 mm,L4與夾持工件直徑有關,在夾持最大轉矩工件時,L4=170 mm.將參數帶入公式(11)和公式(12),得到夾持機構的夾持力F2=0.1138 MN,杠桿比K=0.367.
2 鍛造操作機虛擬仿真
根據零件的參數,在PROE軟件中建立零件的三維模型,再將模型帶入ADAMS仿真軟件中,設置模型的材料屬性為steel,在模型中添加約束,最終模型如圖3所示。

圖3 夾持機構在ADAMS中的效果圖
在ADAMS軟件中可以通過測量功能得到鉗口處夾緊力的大小。考慮到受工件重力的影響,本文考慮兩種工況下鉗口夾緊力的狀況。工況一,當重力處于垂直方向時,上鉗口的夾持力F2=1.107e+5 N,杠桿比為0.357,如圖4所示。下鉗口的夾持力F2=1.151e+5 N,杠桿比為0.371.如圖5所示。工況二,當重力處于水平方向且垂直于軸線時,上下鉗口的夾緊力均為1.129e+5 N,杠桿比為0.364,如圖6、圖7所示。實驗測出數據與理論計算結果存在很小的誤差,在不同工況下鉗口的夾緊力符合實際情況,結果充分證明了虛擬樣機的準確性。各關節點的參數表達式見表1.
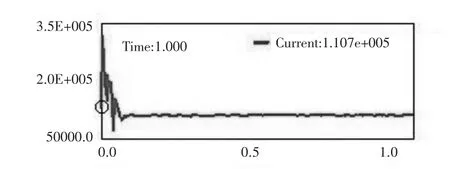
圖4 工況一上鉗口的夾緊力
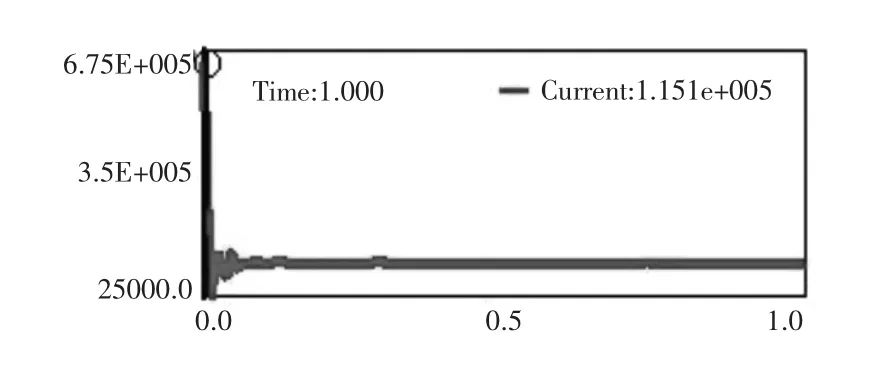
圖5 工況一下鉗口的夾緊力
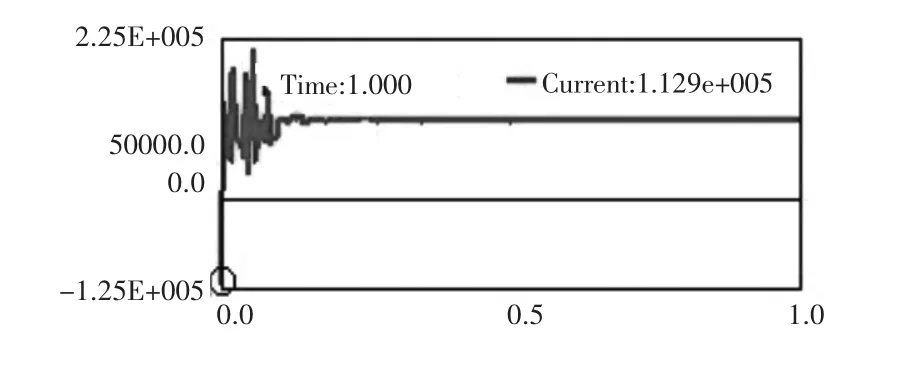
圖6 工況二上鉗口的夾緊力
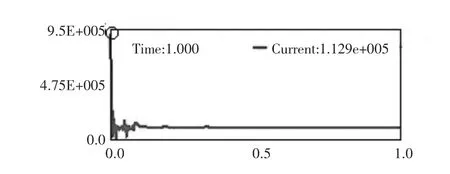
圖7 工況二下鉗口的夾緊

表1 各關節點的參數表達式
3 夾持機構的優化
3.1鉗桿機構零件參數化
影響夾持力的參數為 α、L1、L2、L3、L4、S1、S2,為了方便的對模型進行優化,先對模型進行簡化。在ADAMS軟件中,首先對設計變量進行設置,建立與關節點對應的 POINT 點,根據式(1)~(4)將點 A、B、C、D用設計變量表示出來,見表1所示。
對設計變量進行參數化設置,L4的尺寸是根據工件的最大直徑和最小直徑確定,最大直徑時L4=196,最小直徑時L4=114,其他變量的最大值按照初始值的110%,最小是按照初始值80%確定[9]。各變量設置及尺寸范圍如表2所示。
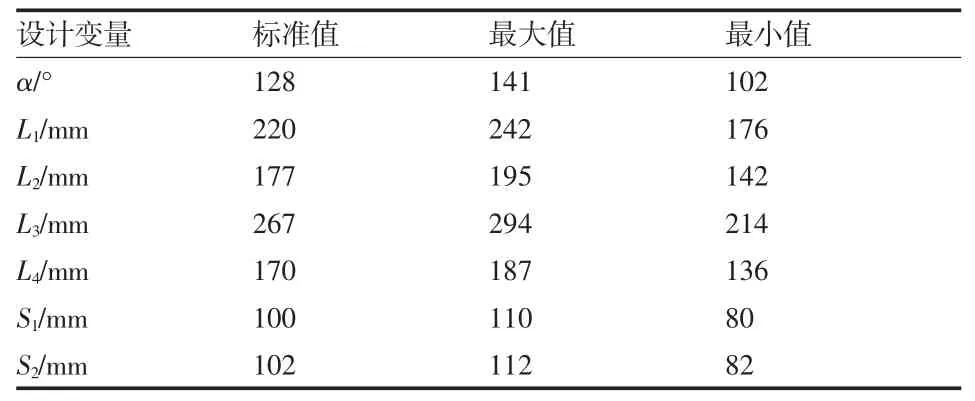
表2 變量設置及尺寸范圍
3.2夾持機構參數分析
鍛造操作機的主要功能要求是夾鉗在工作中能夠穩定的夾持工件,因此結構優化的目標是保證夾持機構的杠桿比最大,即夾持機構的夾持力達到最大:

為保證油缸在達到極限位置時鉗口夾持到最小直徑的工件。建立約束關系如下:

式中,yB1為夾持最小直徑工件時B點縱坐標值。
在優化過程中為了控制夾緊缸推進行程的大小,建立如式(15)約束條件,要求優化后的行程不大于100 mm.式中xA1、xA2分別為工件直徑最小和最大時,油缸輸出端A點的橫坐標值。

式中,xA1為夾持最小工件時,油缸輸出端A點的橫坐標;xA2為夾持最大工件時,油缸輸出端A點的橫坐標。
根據建立的目標函數與約束函數,在ADAMS中分別設置對應的測試函數,然后建立目標函數OBJECTIVE_1以及約束函數CONSTRAINT_1和CONSTRAINT_2.
采用ADAMS參數化分析的設計研究(Design study)模塊,由于各個指標的重要性程度不同,所以要確定各個指標的權重[10],通過軟件分析可得知,設計變量α、S2對夾持力的影響比較顯著,其他變量相對較小。
3.3鉗口夾持力的優化
本文優化利用OPTDES—SQP的二次規劃算法,此方法應用牛頓方法建立海森矩陣。通過二級子程序反復確定尋找方向,然后根據搜索方向確定為方向和步長,通過不斷反復得到最優值,此方法是目前比較科學有效地方法[11]。優化結果如表3所列。
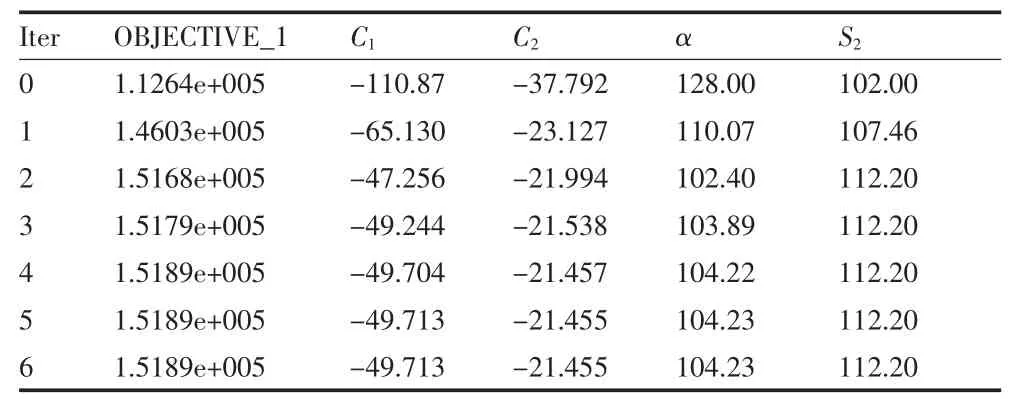
表3 OPTDES-SQP算法優化結果
3.4夾持機構優化性能分析
采用ADAMS的設計變量模塊分析不同直徑工件對夾持力的影響,將L4作為變量,分別對優化前和優化后進行仿真,仿真結果如圖8、圖9所示。得出不同直徑情況下,夾持力隨工件直徑的變化情況。
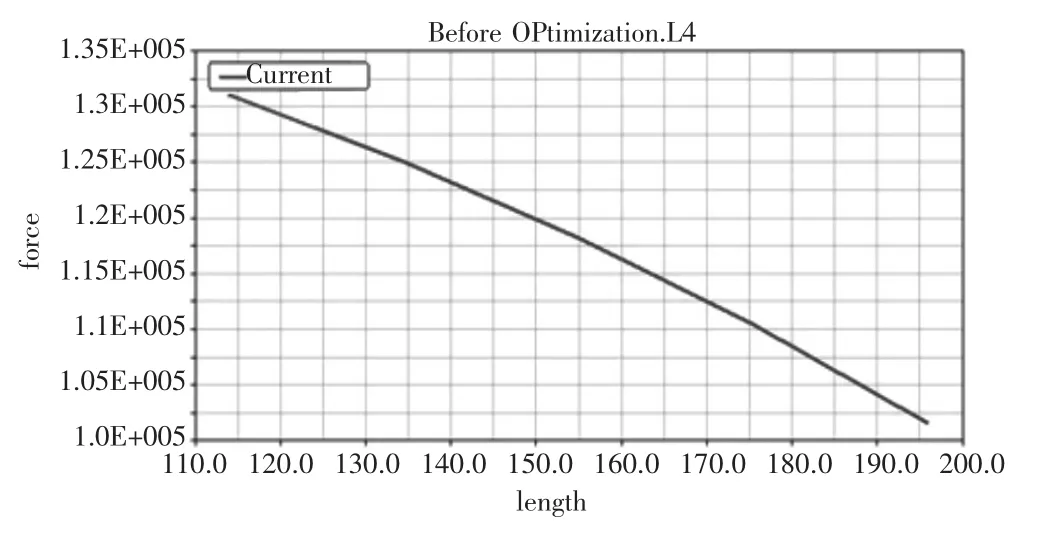
圖8 優化前設計變量L4對夾持力的影響
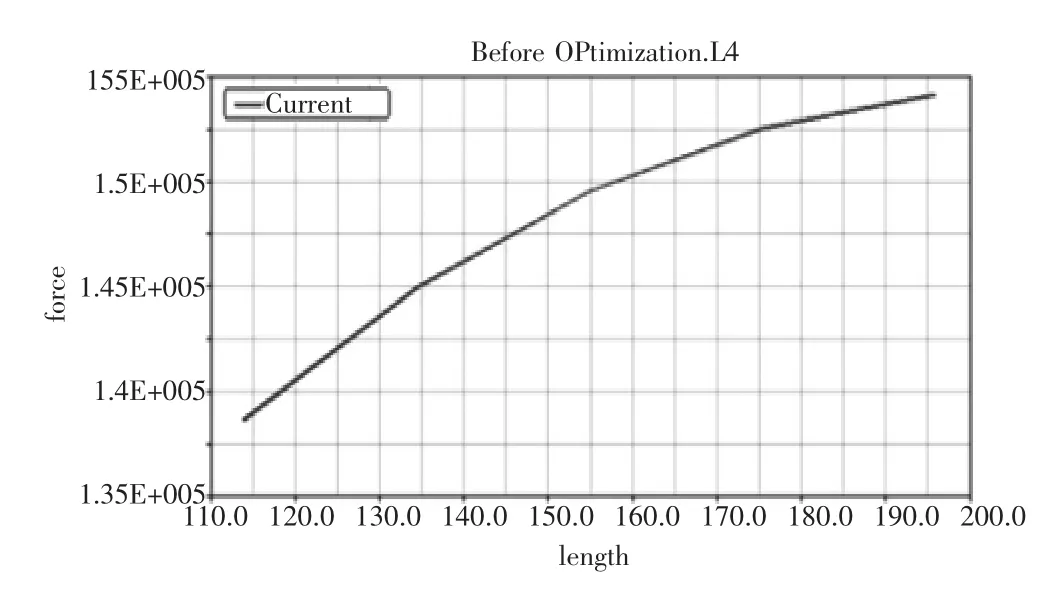
圖9 優化后設計變量L4對夾持力的影響
通過表3可以得知經過優化之后鍛造操作機的夾持力比優化前提高了35%,由圖8可以出,優化前夾持力隨工件的增大,夾持力成遞減趨勢,造成了夾持小直徑工件夾持力過剩,夾持大直徑工件夾持力不夠的現象。通過圖9可以看出優化后的機構夾持力隨著工件零件的增大而增大,與實際所需要的夾持力同向變化。
4 結論
(1)建立了夾持機構杠桿比的計算模型,確定了影響夾持力的變量參數,為進一步優化打下了基礎。
(2)通過ADAMS軟件對變量參數進行分析,找本文對夾持力影響最大的兩個參數α、S2,并且對其進行優化設計,最終優化后的夾持力在原先基礎上提高了34.8%.
(3)通過優化后的夾持力更加符合實際工作狀況下的夾持要求。
參考文獻:
[1]Ren Yunpeng,Lu Chongshao,Han Qingkai,etal.Simulated comparison on kinematics properties of two typical mechanisms of forging manipulator[C]//Proceedings of SPIE 6794,ICMIT 2007:Mechatronics,MEMS and Smart Materials,2008:67942N.
[2]高 峰,郭為忠,宋清玉,等.重型制造裝備國內外研究與發展[J].機械工程學報,2010,46(19):92-107.
[3]Chen G L,Wang H,Lin Z Q ,et al.Performance analysis of a forging manipulator based on the composite modeling method[C]//1st International Conference Intelligent Robotics and Ap plications,Berlin:Springer,2008:152-160.
[4]張營杰,衛凌云,牛 勇,等.鍛造操作機發展現狀與研究方向[J].鍛壓裝備與制造技術,2012(2):1-14.
[5]Wen Hua DING,Hua DENG.Optimum Design of the Jaw Clamping Mechanism of Forging Manipulators Based on Force Transmissibility[C]//Trans Tech Publications,Applied Mechan ics and Materials,Switzerland,2012.
[6]劉艷妍,楊 晉,陳 超,等.重載鍛造操作機夾持力研究[J].機械工程學報,2012,48(4):67-71.
[7]孟憲國,馮長儒.鍛造操作機鉗口夾緊力和夾緊缸能力的計算[J].一重技術,2006(2):1-4.
[8]袁 航,張 青,張 遠,等.鍛造操作機夾持機構優化設計[J].機械設計與研究,2014(4):6-10.
[9]邵珠杰,吳正海,楊 靖.重載鍛造操作機鉗桿夾持機構優化設計[J].機械研究與應用,2014(4):160-162.
[10]鄭 健,蔡煥杰,王 健,等.溫室小型西瓜虧灌溉綜合效益評價模型[J].農業機械學報,2011,42(7):124-129.
[11]胡振宇.鍛造操作機鉗桿機構的研究[D].蘭州:蘭州交通大學,2013.
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45
