Q195拉絲鋼方坯中心裂紋與中心縮孔產(chǎn)生原因分析與控制措施
2018-05-24 19:26:24程建軍王利星
山西冶金 2018年2期
程建軍, 王利星
(柳州鋼鐵集團(tuán)轉(zhuǎn)爐廠連一車間, 廣西 柳州 545002)
柳鋼方坯1號(hào)機(jī)自2008年投產(chǎn)以來(lái),一直承擔(dān)方坯主要品種鋼開(kāi)發(fā)與生產(chǎn),隨著鋼鐵行業(yè)的不斷發(fā)展,對(duì)品種需求越來(lái)越多,對(duì)鑄坯質(zhì)量要求越來(lái)越高,在品種鋼的開(kāi)發(fā)生產(chǎn)過(guò)程中,經(jīng)常會(huì)遇到一些比較棘手的質(zhì)量問(wèn)題,比如方坯1號(hào)機(jī)生產(chǎn)Q195拉絲鋼的中心裂紋、中心縮孔問(wèn)題。為了應(yīng)對(duì)鋼鐵市場(chǎng)需求,以市場(chǎng)為導(dǎo)向,于2013年在連一車間再建一座150 t、七機(jī)七流的方坯2號(hào)鑄機(jī),以滿足更大生產(chǎn)實(shí)際的需要。
本文通過(guò)對(duì)連一車間方坯1號(hào)、2號(hào)鑄機(jī)二冷布局、比水量及分配比進(jìn)行對(duì)比分析,根據(jù)方坯1號(hào)鑄坯生產(chǎn)實(shí)際需求,提出優(yōu)化方坯1號(hào)機(jī)二冷的思路,通過(guò)增加二冷區(qū)間,防止鑄坯回溫等,為有效解決生產(chǎn)Q195拉絲鋼低碳系列的中心裂紋、中心偏縮孔提供了有效方案。
1 方坯1號(hào)、2號(hào)的設(shè)備工藝參數(shù)
鑄機(jī)機(jī)型為剛性引錠桿全弧形方坯連鑄機(jī);鑄機(jī)基本弧形半徑為9 m;臺(tái)數(shù)×機(jī)數(shù)×流數(shù)為1×7×7;流間距為1.2 m;矯直形式為兩點(diǎn)矯直;矯直點(diǎn)半徑為9m、17.5m;冶金長(zhǎng)度第一矯直點(diǎn)為13.870m,第二矯直點(diǎn)為15.071 m,切割點(diǎn)為27.5 m;鑄坯切割方式為火焰切割;設(shè)計(jì)生產(chǎn)能力為120萬(wàn)t/年。
2 中心裂紋、縮孔產(chǎn)生的機(jī)理
2.1 中心裂紋的成因
中心裂紋產(chǎn)生的原因就是在鑄坯液芯凝固末端,中心液體呈糊狀,體積結(jié)晶釋放凝固潛熱,使坯殼受熱膨脹,而液芯部受到拉伸應(yīng)力作用。同時(shí)中心液體凝固收縮,而周圍的固相阻礙收縮產(chǎn)生拉應(yīng)力。在兩者的綜合作用下,中心區(qū)產(chǎn)生放射狀裂紋。
2.2 中心裂紋的形成機(jī)理
根據(jù)前人對(duì)連鑄方坯中心裂紋形成機(jī)理的研究,結(jié)合柳鋼連一車間方坯1號(hào)實(shí)際情況,本文認(rèn)為:中心裂紋的產(chǎn)生是該鋼種高溫力學(xué)強(qiáng)度不能抵抗綜合應(yīng)力和應(yīng)變結(jié)果。由于在鑄坯凝固過(guò)程中各種外力和鑄坯回溫時(shí)產(chǎn)生的熱應(yīng)力、鼓肚力等綜合力作用在液相穴前沿的固液交界面附近,當(dāng)綜合應(yīng)力和應(yīng)變超過(guò)了該鋼種的固相線溫度附近的臨界強(qiáng)度和極限應(yīng)變量時(shí),固液界面處凝固坯殼已不能抵抗應(yīng)力和應(yīng)變而產(chǎn)生裂紋并向固相界面擴(kuò)展,由于鋼液已成半凝固態(tài)或固態(tài)使鋼水無(wú)法補(bǔ)充,裂紋得以在鑄坯中心部位內(nèi)部形成。
2.3 縮孔產(chǎn)生的機(jī)理
中心縮孔主要是在鑄坯凝固過(guò)程中柱狀晶不均勻生產(chǎn)長(zhǎng)在中心,在鑄坯中心形成的搭橋現(xiàn)象,由于橋下面鋼水得不到補(bǔ)縮,就在中心形成縮孔并伴有中心偏析。從鑄坯冷卻收縮觀點(diǎn)看,中心縮孔形成與鑄坯凝固前沿液體凝固收縮和凝固坯殼膨脹有關(guān)。
2.4 凝固過(guò)程的兩相區(qū)
在鋼凝固過(guò)程中,固液界面存在熱脆裂紋敏感區(qū)域。如圖1所示,根據(jù)一些學(xué)者研究,在合金的凝固過(guò)程中,固液兩相區(qū)存在3個(gè)區(qū)[1]。
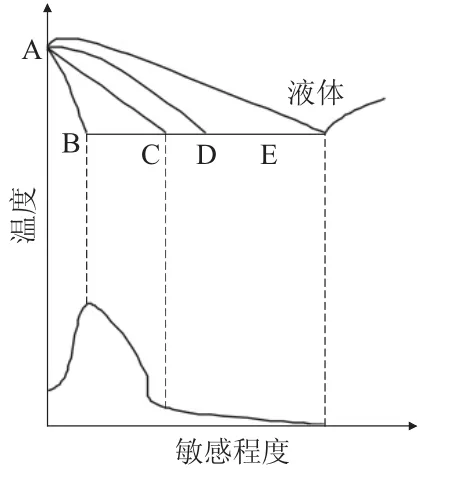
圖1 溫度與裂紋敏感程度的關(guān)系
1)Ⅰ區(qū)(ADE),出生晶從液相中結(jié)晶出來(lái),出生晶相分散在液相中而隨鋼液自由流動(dòng)。
2)Ⅱ區(qū)(ACD),已形成樹(shù)枝晶網(wǎng)絡(luò),固體和液體呈連續(xù)體,封閉在樹(shù)枝晶空間的鋼液可以流動(dòng),以阻止裂紋的形成。
3)Ⅲ(ABC)區(qū),凝固前沿枝晶間液體呈糊狀,不能流動(dòng),構(gòu)成了熱應(yīng)力作用下的一個(gè)脆性裂紋敏感區(qū)。
2.5 臨界應(yīng)變
根據(jù)凝固前沿產(chǎn)生裂紋,除了考慮鑄坯承受應(yīng)力外,還應(yīng)考慮應(yīng)變量ε和臨界應(yīng)變量εe。在應(yīng)變速率一定的條件下,ε>εe(臨界應(yīng)變量)時(shí)就產(chǎn)生裂紋。很多學(xué)者認(rèn)為以凝固前沿臨界應(yīng)變值作為裂紋產(chǎn)生的依據(jù)更為適合。
根據(jù)國(guó)內(nèi)外一些學(xué)者研究得出,臨界應(yīng)變值與鋼成分、組織、應(yīng)變速率有關(guān)。絕大數(shù)學(xué)者支持以下結(jié)論:應(yīng)變速率ε減少,臨界應(yīng)變量增大;碳含量增加,臨界應(yīng)變量降低;提高m[Mn]/m[S],臨界應(yīng)變量會(huì)變大,降低裂紋的敏感性。
表1為松田福久研究數(shù)據(jù)總結(jié),得出不同碳含量鋼種鑄坯內(nèi)部裂紋的臨變形量。

表1 不同碳質(zhì)量分?jǐn)?shù)鋼內(nèi)裂紋生成的臨變量
2.6 凝固過(guò)程固液界面的應(yīng)力分析
鑄坯液相穴凝固前沿承受的應(yīng)力和應(yīng)變超過(guò)其臨界值是產(chǎn)生內(nèi)部裂紋的根本原因。如圖2所示,這些應(yīng)變相互疊加超過(guò)了該鋼種的臨界應(yīng)變值時(shí)就在固液界面產(chǎn)生裂紋。
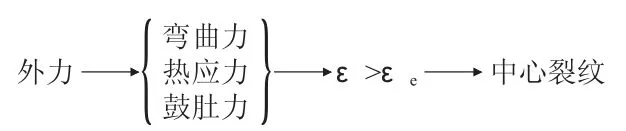
圖2 鑄坯凝固過(guò)程中心區(qū)域受力分析
從以上機(jī)理分析可以看到,高碳鋼鑄坯產(chǎn)生內(nèi)部裂紋的臨界應(yīng)變量相對(duì)于低碳鋼低,因此高碳鋼更容易生成內(nèi)部裂紋。這與實(shí)際生產(chǎn)情況比較符合,碳愈高的鋼種則易產(chǎn)生內(nèi)裂紋,而低碳鋼內(nèi)部裂紋很少發(fā)生。但是,Q195-1G拉絲鋼碳質(zhì)量分?jǐn)?shù)相對(duì)較低為0.05%~0.07%,為什么也會(huì)產(chǎn)生較嚴(yán)重的中心裂紋和縮孔呢?而且在方一鑄機(jī)生產(chǎn)時(shí),產(chǎn)生的中心裂紋和中心縮孔比在方二生產(chǎn)的還要嚴(yán)重,這應(yīng)該與鑄坯二冷段長(zhǎng)度、冷卻強(qiáng)度不夠以及鑄坯回溫過(guò)大等綜合應(yīng)力過(guò)大有關(guān)。下面將對(duì)比分析方坯1號(hào)機(jī)和方坯2號(hào)機(jī)的二冷工藝參數(shù)。
3 二冷布局及工藝參數(shù)比較
3.1 方坯1、2號(hào)機(jī)二冷布局及各段水量分布對(duì)比
方坯1號(hào)機(jī)、2號(hào)機(jī)使用的噴嘴型號(hào)相同,方坯1號(hào)機(jī)單流次噴數(shù)量總共116顆噴嘴,其中足輥噴嘴4165型號(hào)16顆,一段9顆噴嘴,從噴淋管頂端為2.1型號(hào)5顆,下面為1.5型號(hào)4顆,二段、三段全為1.5型號(hào)。方坯2號(hào)機(jī)單流次噴嘴數(shù)量總共136顆比1號(hào)機(jī)多20顆噴嘴,一段10顆噴嘴,從噴淋管頂端為2.1型號(hào)4顆,下面為1.5型號(hào)噴嘴6顆。2號(hào)機(jī)二冷長(zhǎng)度為10.365 m,方坯2號(hào)機(jī)二冷長(zhǎng)度7.3 m,2號(hào)機(jī)比1號(hào)機(jī)二冷長(zhǎng)度多3.065 m,見(jiàn)表2。
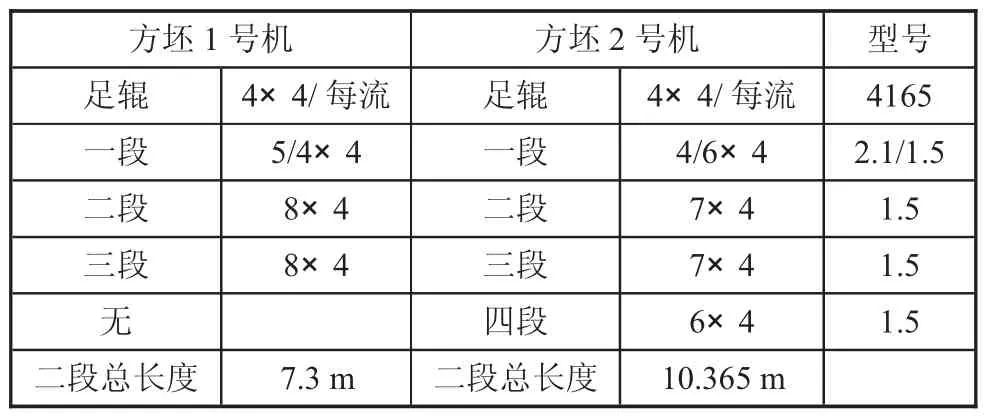
表2 方坯1、2號(hào)機(jī)噴嘴布局及型號(hào)
3.2 方坯1、2號(hào)鑄機(jī)生產(chǎn)Q195拉絲鋼工藝參數(shù)
選取了方坯1、2號(hào)鑄機(jī)生產(chǎn)Q195-1G各10爐鋼工藝參數(shù)進(jìn)行對(duì)比,發(fā)現(xiàn)1號(hào)機(jī)與2號(hào)機(jī)的一次冷強(qiáng)度、鋼水的中包溫度、拉速等工藝參數(shù)相差不是很大,主要看二冷段各段冷卻差異影響大小,見(jiàn)下頁(yè)表3。
3.2.1 方坯1、2號(hào)鑄機(jī)各個(gè)段水量分布比較
根據(jù)Q195-1G生產(chǎn)過(guò)程的工藝數(shù)據(jù),計(jì)算出方坯1號(hào)機(jī)實(shí)際比水量為0.91 L/kg,方坯2號(hào)機(jī)的比水量為0.90 L/kg,根據(jù)現(xiàn)行的兩臺(tái)鑄機(jī)生產(chǎn)該鋼種的各段分配系數(shù),對(duì)各段二冷水量分配比例計(jì)算,具體見(jiàn)下頁(yè)表4。
從2臺(tái)鑄機(jī)二冷水配比例來(lái)看,1號(hào)機(jī)足輥水量所占比例較大,但因足輥冷卻強(qiáng)度受噴嘴型號(hào)限制,無(wú)法滿足強(qiáng)冷的流量要求,一段、二段水量分布基本差不多,主要是三段1號(hào)機(jī)明顯大于2號(hào)機(jī),且鑄坯出完三段后處于自然冷卻,鑄坯回溫大,容易在凝固末端形成裂紋。方2由于二冷區(qū)比較長(zhǎng),鑄坯凝固過(guò)程末端的“糊狀”區(qū)控制在比較短的范圍,出完三段后多出一個(gè)四段進(jìn)行較弱冷卻,可有效防止鑄坯回溫過(guò)大產(chǎn)生裂紋。

表3 方1、2號(hào)鑄機(jī)生產(chǎn)Q195工藝參數(shù)對(duì)比

表4 1、2號(hào)鑄機(jī)各段水量分布 %
3.2.2 方1、2號(hào)鑄機(jī)生產(chǎn)Q195-1G低倍比較
通過(guò)1、2號(hào)鑄機(jī)生產(chǎn)Q195-1G所取得低倍比較發(fā)現(xiàn),1號(hào)鑄機(jī)低倍7個(gè)流均有明顯中心放射狀裂紋且有較明顯的縮孔,2號(hào)鑄機(jī)低倍只有1、2有0.5級(jí)中心放射狀裂紋和0.5級(jí)中心疏松,其他流次中心質(zhì)量良好均為優(yōu)質(zhì),如圖3、圖4所示。

圖3 方坯1號(hào)鑄機(jī)生產(chǎn)Q195-1G低倍圖

圖4 方坯2號(hào)鑄機(jī)生產(chǎn)Q195-1G低倍圖
3.2.3 原因分析
1)根據(jù)內(nèi)部裂紋產(chǎn)生的機(jī)理以及低碳鋼的二冷設(shè)計(jì)模型,優(yōu)化各個(gè)二冷段比水量及分配比,對(duì)出結(jié)晶后的鑄坯進(jìn)行強(qiáng)冷,加快鑄坯快速凝固速度,根據(jù)中心裂紋預(yù)防應(yīng)在凝固未端采取強(qiáng)冷,防止加快鑄坯中心液態(tài)鋼液的快速完全凝固,提高抗應(yīng)力能力,但方坯1號(hào)鑄機(jī)二冷長(zhǎng)度較短,鑄坯出完二冷段時(shí)鑄坯液芯沒(méi)有完全凝固,三段強(qiáng)冷后鑄坯處于自然冷卻狀態(tài),鑄坯回溫大造成中心部位固液交界面反復(fù)相變及內(nèi)部熱應(yīng)力大導(dǎo)致中心晶界面開(kāi)裂,產(chǎn)生放射狀裂紋,同時(shí)三段以后自然冷卻,中心凝固進(jìn)程變慢,兩相區(qū)變長(zhǎng),液芯末端凝固收縮量加大,同時(shí)末端無(wú)液態(tài)鋼液的補(bǔ)充,就形成中心縮孔。
2)根據(jù)方坯1號(hào)機(jī)與2號(hào)機(jī)二冷長(zhǎng)度和各個(gè)段的水量分布比例,足輥受噴嘴型號(hào)限制,且區(qū)間比較段影響不是很大,一、二段水量分布差不多,但方坯1號(hào)機(jī)三段經(jīng)過(guò)相對(duì)比較強(qiáng)的冷卻后,鑄坯處于自然冷卻狀態(tài)鑄坯回溫大,2號(hào)機(jī)三段相對(duì)強(qiáng)冷后,又多出一個(gè)四段,對(duì)鑄坯弱冷,有效防止了鑄坯液芯部位回溫過(guò)大產(chǎn)生熱應(yīng)力。鑄坯中心部位冷卻凝固比較好,方坯1號(hào)機(jī)二冷區(qū)間比方2號(hào)機(jī)短,冷卻比較集中,冷卻效果比較差,導(dǎo)致中心“糊狀區(qū)”較長(zhǎng)容易產(chǎn)生裂紋,加之鑄坯回溫過(guò)大造成熱應(yīng)力大,并作用在中心固液界面促使中心裂紋產(chǎn)生,導(dǎo)致該鋼種本不該產(chǎn)生內(nèi)部裂卻出現(xiàn)了中心裂紋。這點(diǎn)從兩臺(tái)鑄機(jī)生產(chǎn)Q195低倍效果可以看出,2號(hào)鑄機(jī)明顯好于1號(hào)鑄機(jī)。增加二冷長(zhǎng)度實(shí)現(xiàn)鑄坯的緩冷,有利于控制中心裂紋及縮孔問(wèn)題。
4 結(jié)語(yǔ)
通過(guò)對(duì)方坯1號(hào)機(jī)和2號(hào)機(jī)對(duì)比發(fā)現(xiàn),適當(dāng)延長(zhǎng)二冷長(zhǎng)度對(duì)解決中心裂紋和縮孔有明顯的效果,方坯2號(hào)機(jī)生產(chǎn)Q195中心裂紋基本能做到有效防止,中心偏析、疏松都能控在C0.5級(jí)。根據(jù)方坯1號(hào)鑄機(jī)二冷段末端空間、二冷水的壓力及壓縮空氣完全可以滿足延長(zhǎng)二冷的條件。方坯1號(hào)機(jī)目前主要承擔(dān)著柳鋼方坯一些高端品種鋼的研發(fā)與生產(chǎn),由于二冷條件限制,導(dǎo)致鑄機(jī)拉速慢,生產(chǎn)澆注周期長(zhǎng),后期容易出現(xiàn)溫降大,導(dǎo)致斷流斷機(jī)事故時(shí)有發(fā)生。因此,為了進(jìn)一步提高方1號(hào)機(jī)的內(nèi)部質(zhì)量,二冷制度的優(yōu)化思路是:參考方2號(hào)機(jī),可以重新設(shè)計(jì)噴淋管,適當(dāng)延長(zhǎng)二冷長(zhǎng)度,有利于實(shí)現(xiàn)鑄坯緩冷,同時(shí)二冷長(zhǎng)度延長(zhǎng)后,可以適當(dāng)提高拉速,有利于實(shí)現(xiàn)低過(guò)熱度澆注,對(duì)鑄坯內(nèi)部質(zhì)量及生產(chǎn)組織也會(huì)起到很好的效果。
[1]蔡開(kāi)科.連鑄坯的質(zhì)量控制[M].北京:冶金工業(yè)出版社,2010.
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國(guó)化肥信息(2020年7期)2020-03-19 01:54:02
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
中國(guó)軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
汽車零部件(2014年11期)2014-09-18 11:57:16
機(jī)械制造文摘(焊接分冊(cè))(2014年5期)2014-03-20 13:57:44
建筑材料學(xué)報(bào)(2014年3期)2014-03-11 17:08:02
