金屬型模具澆口冒口涂料配制及涂敷工藝研究
2018-05-30 11:17:22安順學院電子與信息工程學院航空電子電氣與信息網絡工程技術研究中心貴州安順56000
安順學院學報 2018年2期
( 、、、.安順學院電子與信息工程學院,航空電子電氣與信息網絡工程技術研究中心,貴州 安順56000)
金屬型鑄造具有可以多次使用且不影響生產的特點,不僅符合綠色環保生產的觀點,而且能夠節約生產成本且對技術要求不高,便于生產。但不足之處是,該鑄造方式的氣體封閉性與無退讓性,容易對鑄件帶來冷隔、澆不足等鑄造缺陷。為了提高補縮能力,避免出現澆不足、冷隔等缺陷,通常在金屬型模具澆冒系統工作表面噴涂刷涂料,從而調節模具的冷卻速度,以達到提高鑄件質量的目的。隨著工業生產效率和對產品質量的要求不斷提高,工藝技術人員需要對噴涂刷涂料過程參數進行解。但是,現有的涂料價格昂貴、配方保密、無噴涂技術標準[1-5]。論文通過噴涂工藝的獨特設計,實現調節鑄件各部位在金屬型中的冷卻速度,控制鑄件的凝固補縮順序,保證獲得薄壁的鑄件。涂料按照涂敷工藝涂敷不易剝落,使用時間長,可連續生產上百件鑄件,涂料配制操作方便,價格便宜的需求進行設計。對涂敷工藝進行了量化實驗,工人不需要靠經驗操作,使工序操作制度化、規范化、程序化,質量控制更可靠。該涂料是一種新的環境友好型金屬型模具噴涂涂料,使用壽命長。
1 涂料配置原材料
論文研究的金屬型模具涂料主要包括氧化鋅、水玻璃和去離子水等材料。其中氧化鋅是白色粉末狀,可溶于酸和強堿,難溶于水,其熔點是1975℃,在金屬模具鑄造溫度下化學性能穩定,含有氧化鋅的涂料具有熔點較高、阻燃性好和粘合性好的特點。在一般的金屬鑄造時,其鑄造溫度都達不到氧化鋅的熔點,澆注時可減少高溫液體金屬對金屬型的熱損耗,隔開液體金屬對型腔的沖擊腐蝕,避免粘結。在取出鑄件時能夠延緩鑄件對型腔和型芯的破壞,同時能夠保溫、儲氣、排氣。
水玻璃是硅酸鈉的水溶液。本文選用鉀水玻璃作為原材料,其分子式是K2O.nSiO2,熔點為1300℃~1400℃,普遍應用于陶瓷、精密制造、黏土和涂料等領域中。鉀水玻璃的優點是粘結力高、耐酸性強、強度大、耐熱性好等。
去離子水是指消除水中的陰離子和陽離子的水,用其作為溶劑,可以防止氧化鋅和水玻璃與水中的離子反應,部分變質失去其物理特性,去離子水保證了涂料在高溫噴涂、預熱固定和鑄件鑄造過程中物理性能穩定不變。
無水石棉白色至灰白色纖維狀物質,化學性質穩定、絕熱性好,耐堿性強、耐酸性好。在該澆冒口涂料中作為填充劑起骨架的作用,增加涂抹的厚度。
配置涂料所用原材料有:粒度直徑小于0.6mm的無水氧化鋅,粒度直徑小于0.6mm的無水石棉粉,模數為2.5~3.0、密度為1.50 g/cm3~1.60g/cm3的水玻璃和65℃~75℃去離子水。
2 涂料配置及涂刷方法
金屬型澆冒口涂料要想得到最好的利用效果,涂料自身不僅要具備良好的性能,而且合理的配制涂料,正確使用涂敷方法以及涂敷設備的選擇也具有非常重要的意義。為了克服涂料配制和涂敷方法等技術問題,論文設計了一種新的金屬型模具澆冒系統涂料的配制和涂敷方法。運用這種配制的涂料與涂敷方法能高效解決鑄造過程中出現的冷隔、澆不足、模具型腔散熱快和粘模等問題。
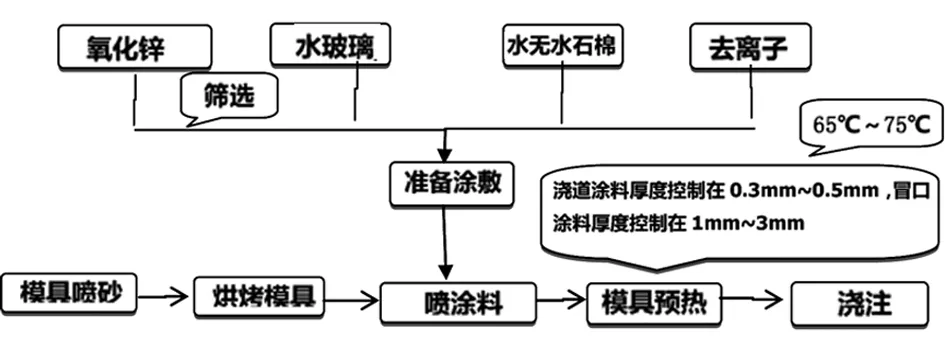
圖1 涂料配置及涂刷方法
實驗采用的涂料配置方法如下:首先把無水氧化鋅放到準備好的裝置中,然后把水玻璃和無水石棉粉依次加到裝置里面混合在一起,然后再不停地攪拌,將制成的混合物置入盛有溫度為65℃~75℃的去離子水裝置中,此時注意,為了讓混合物達到完全均勻狀態,需要一邊倒入一邊攪拌。實驗所采用無水氧化鋅所占比重為9%~11%、水玻璃的比重為8%~10%、無石水棉粉所占比重為8%~11%,其他成分均用去離子水。為達到更好的效果,本方法采用粒度直徑不大于0.6mm的氧化鋅和石棉粉,采用的水玻璃模數為2.5~3.0、密度為1.50 g/cm3~1.60g/cm3。
上述方法涂料配置及涂刷方法如上圖1:
涂料配置及涂刷步驟如下:
1)將成功配置好的涂料取出;
2)預先處理好的金屬型模具加熱到280℃~350℃,此溫度為涂刷的最適宜溫度;
3)在模具澆冒系統用涂料筆進行涂刷,澆道涂料厚度一定要控制在0.3mm~0.5mm之間;而冒口涂料厚度為1mm~3mm;
4)等加熱到所需溫度后,把步驟3噴涂完的鑄件模具放入保溫爐里烘烤,從而使模具工作的溫度達到380℃左右,但不得高于420℃低于350℃,然后維持1h~2h。
下面通過具體實施作進一步說明,為尋求金屬型模具涂料的最優配置,采用托盤天平稱取氧化鋅和水玻璃的質量,稱取氧化鋅質量分別為80g(A1)、90g(A2)、100g (A3);水玻璃質量分別為70g(B1)、80g(B2)、90g(B3);無水石棉質量分別為80g(C1)、90g(C2)、100(C3),其余為去離子水。經過正交實驗,發現27種方案在實際生產中都基本能夠滿足生產要求,方案A2B2C2,稍微更優一些,使用時間長,不易脫落,連續使用效果最好,有效解決金屬型鑄造生產過程中澆不足、冷隔等問題。

表1 涂料組成含量(%)
3 實驗結論
通過對無水氧化鋅、水玻璃、無水石棉粉和去離子水進行多次配比實驗,將所配置的涂料運用控制變量法進行多次涂敷實驗,分析并優化數據參數,得到如下結論:
1)耐火材料氧化鋅和石棉粉的粒度直徑小于0.6mm,其耐火性能最好;采用模數為2.5~3.0、密度為1.50g/cm3~1.60g/cm3的水玻璃,其粘結性好;去離子水溫度應控制在65℃~75℃。
2)涂料的最佳配比:無水氧化鋅所占比重為9%~11%、水玻璃的比重為8%~10%、無石水棉粉所占比重為8%~11%。
3)操作前準備,把模具噴砂后烘烤達到適宜溫度,能使涂料的粘附性更好,涂料盡快烘干去除濕度,整個涂料噴刷均勻不留空隙。操作前所加溫度保持280℃~350℃,噴涂效果最佳。如果開始溫度小于280℃,涂料干燥過程就太長;而如果開始溫度高于350℃,就會導致表層起泡甚至會掉落。
4)澆道涂料厚度控制在0.3mm~0.5mm,冒口涂料厚度控制在1mm~3mm,如果噴涂太薄,起不到調節模具的冷卻速度的作用;如果噴涂太厚,涂料層容易脫落,則會影響到澆注系統尺寸。
參考文獻:
[1]宋會宗,黃乃瑜,等.鑄造涂料技術的發展趨勢 [J].鑄造技術,2000(5):28-32.
[2]童樹明,徐慶柏,等.國外特種鑄造涂料研究進展[J].特種鑄造及有色合金,2011(5):485-488.
[3]王廣太,郭廣思.鋁合金消失模鑄造涂料的研究[J].特種鑄造及有色合金,2013(3):259-262.
[4]卜偉.鑄造涂料生產過程與檢測指標標準化探索[J].鑄造,2014(8):868-870.
[5]李肖霞,劉建睿,等.鋁合金金屬型水基鑄造涂料的研制[J].鑄造技術,2010(4):445-449.