尺寸鏈在動(dòng)車組裝配工藝中的應(yīng)用研究
2018-05-30 08:25:10官長(zhǎng)松周建源
新技術(shù)新工藝 2018年5期
官長(zhǎng)松,周建源
(中車青島四方機(jī)車車輛股份有限公司,山東 青島 266111)
隨著高速動(dòng)車組的快速發(fā)展,各種新車型不斷出現(xiàn),不斷變化的列車配套設(shè)施也要求施工人員掌握不同的裝配工藝方法。本文從現(xiàn)車施工角度出發(fā),以實(shí)際安裝工藝問(wèn)題為例,探討尺寸鏈理論在動(dòng)車組裝配工藝中的應(yīng)用。
動(dòng)車組包含部件較多,每個(gè)部件都有專屬的安裝和定位尺寸,同時(shí)與別的部件之間產(chǎn)生尺寸聯(lián)系和影響。如果某個(gè)零件制造或安裝過(guò)程中產(chǎn)生較大尺寸誤差,將會(huì)導(dǎo)致部件之間閃縫不均、抗磨,甚至根本無(wú)法安裝,有些關(guān)鍵尺寸誤差還會(huì)影響列車的正常運(yùn)行,所以,在動(dòng)車組內(nèi)裝施工過(guò)程中,了解各個(gè)尺寸之間的關(guān)系和影響因素至關(guān)重要。尺寸鏈的定義就是各種線性尺寸和尺寸間的夾角所構(gòu)成的閉合回路。利用尺寸鏈可以將獨(dú)立的尺寸歸納到幾何圖形關(guān)系中進(jìn)行分析和計(jì)算[1]。
1 尺寸鏈理論的作用
尺寸鏈在動(dòng)車組內(nèi)裝施工過(guò)程中的作用主要有如下幾個(gè)方面[2]。
1)尺寸轉(zhuǎn)化。在動(dòng)車組裝配現(xiàn)車施工過(guò)程中,單個(gè)部件安裝完畢后,某些定位配合尺寸往往由于空間限制而無(wú)法直接測(cè)量,質(zhì)檢人員也無(wú)法驗(yàn)證安裝是否合格,這時(shí)就需要利用尺寸鏈理論進(jìn)行轉(zhuǎn)化,以某一個(gè)或幾個(gè)可以直接測(cè)量的尺寸作為封閉環(huán),將其他需要保證的尺寸作為組成環(huán),用組成環(huán)尺寸計(jì)算出封閉環(huán)尺寸,以方便施工和驗(yàn)證,同時(shí)為工藝文件提供理論依據(jù)。
2)優(yōu)化加工裝配工藝。根據(jù)尺寸鏈理論,封閉環(huán)的上下偏差受各組成環(huán)的上下偏差影響,同時(shí)在封閉環(huán)上下偏差已經(jīng)確定的情況下,可以根據(jù)概率理論來(lái)優(yōu)化組成環(huán)的上下偏差,所以,在部件安裝過(guò)程中,如果某個(gè)關(guān)鍵尺寸需要保證誤差在一定范圍內(nèi),就可以將這個(gè)尺寸作為封閉環(huán),找出對(duì)該尺寸產(chǎn)生影響的其他尺寸關(guān)系作為組成環(huán)構(gòu)建尺寸鏈,就可以優(yōu)化組成環(huán)誤差范圍,求解滿足條件的最大誤差,在保證封閉環(huán)誤差的前提下,將部件加工裝配精度降到最低,以減小施工難度,節(jié)省時(shí)間和人力。
3)改善現(xiàn)車施工效率。對(duì)于現(xiàn)車施工人員來(lái)說(shuō),如果掌握了簡(jiǎn)單的尺寸鏈計(jì)算方法,就可以根據(jù)圖樣要求,在誤差允許的范圍內(nèi)靈活調(diào)整各安裝尺寸,以控制關(guān)鍵尺寸誤差。這樣,在施工過(guò)程中更有目的性,同時(shí)也提高了施工效率。
2 側(cè)拉門安裝尺寸鏈分析
動(dòng)車組側(cè)拉門系統(tǒng)是列車的關(guān)鍵結(jié)構(gòu)之一,關(guān)系到動(dòng)車組的行車安全,所以在側(cè)拉門及其附件的安裝過(guò)程中,對(duì)安裝和定位尺寸要求非常嚴(yán)格。
側(cè)拉門在安裝時(shí)有2個(gè)關(guān)鍵點(diǎn):一是沿車體縱向中心線方向,開門時(shí)需達(dá)到一定的開度;二是沿車體橫向中心線方向,關(guān)門以后壓緊裝置要保證壓緊及密封。
2.1 側(cè)拉門開門尺寸鏈
在沿車體縱向中心線方向,側(cè)拉門的開關(guān)是否到位主要依靠開關(guān)門到位開關(guān)來(lái)判斷,門板的運(yùn)動(dòng)距離主要受門機(jī)構(gòu)氣缸行程控制,同時(shí)可以通過(guò)門機(jī)構(gòu)的安裝位置進(jìn)行微調(diào)。由于側(cè)拉門附件較多,門機(jī)構(gòu)的安裝位置基本確定,門板與門機(jī)構(gòu)的相對(duì)位置可以靠攜門架罩板來(lái)調(diào)整。為方便分析,本文將門機(jī)構(gòu)視為統(tǒng)一整體,主要研究車體制造誤差、門機(jī)構(gòu)安裝及運(yùn)動(dòng)誤差對(duì)門板開度的影響。門板安裝示意圖如圖1所示。
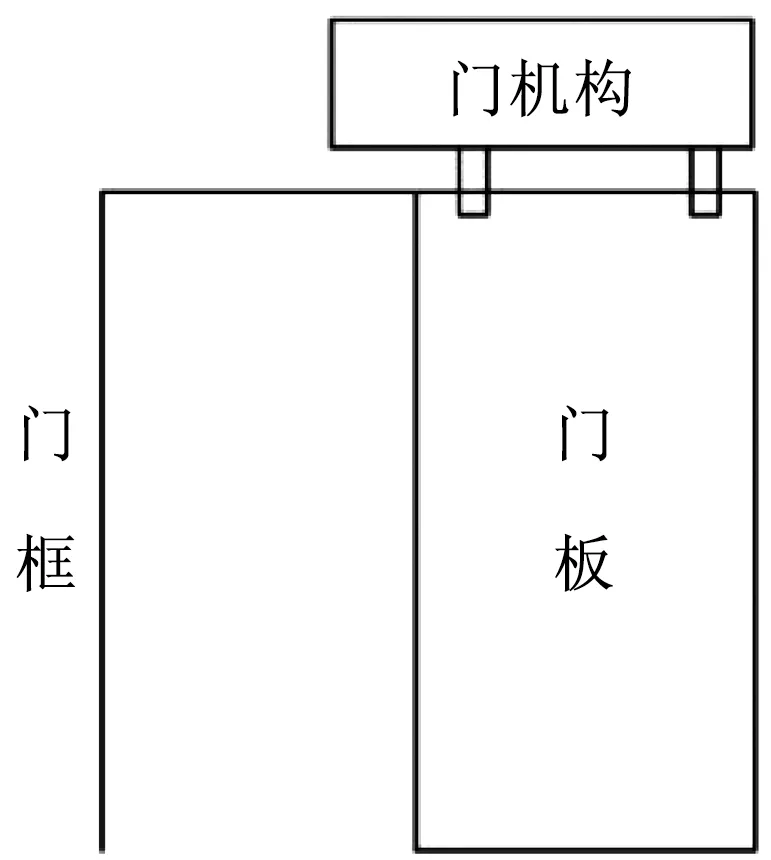
圖1 門板安裝示意圖
假設(shè)門板關(guān)閉之后,兩側(cè)門板邊緣超出門框的距離相同,均為S,門板完全打開之后,設(shè)車體門框與門板邊緣的距離為A,門機(jī)構(gòu)氣缸總行程為L(zhǎng),門框?qū)挾葹镈。開門尺寸鏈?zhǔn)疽鈭D如圖2所示。
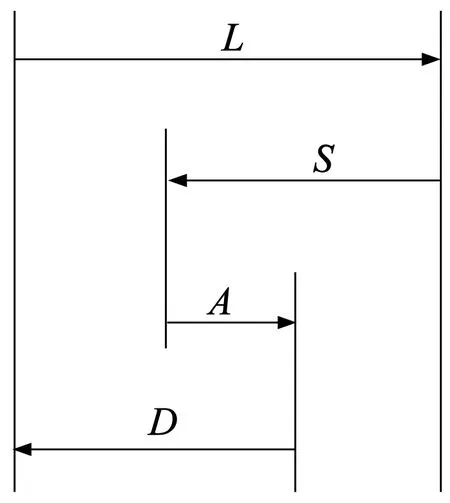
圖2 開門尺寸鏈?zhǔn)疽鈭D
從現(xiàn)車施工角度出發(fā),A尺寸比較容易掌控,所以將A作為封閉環(huán)。根據(jù)尺寸鏈理論可知:
A=D+S-L
2.2 側(cè)拉門壓緊尺寸鏈
在沿車體橫向中心線方向,側(cè)拉門的壓緊裝置安裝在車體門立柱上,關(guān)門以后,壓緊裝置在氣壓作用下沿安裝孔旋轉(zhuǎn)將門板向外擠壓,達(dá)到密封的效果。壓緊密封效果受壓緊裝置及門板安裝尺寸誤差和車體制造誤差等的影響,壓緊裝置本身的制造誤差可以忽略不計(jì)。壓緊前、后狀態(tài)如圖3所示。
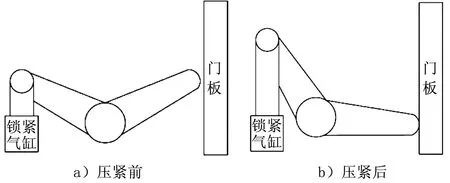
圖3 壓緊前、后狀態(tài)
為方便計(jì)算,將壓緊裝置簡(jiǎn)化為一根直桿,長(zhǎng)度為L(zhǎng)。設(shè)O為壓緊裝置安裝原點(diǎn),O′為壓緊之后與門板的接觸點(diǎn),A為壓緊頭與車體門框之間的距離,e為壓緊后壓緊裝置與門板之間的夾角。各尺寸所構(gòu)成的尺寸鏈?zhǔn)疽鈭D[3]如圖4所示。
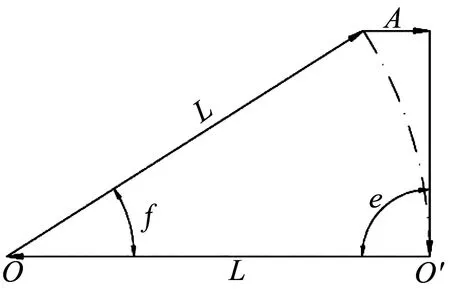
圖4 壓緊尺寸鏈?zhǔn)疽鈭D
如果將A作為封閉環(huán),根據(jù)平面尺寸鏈計(jì)算方法[4]可得:
可以看出,如果忽略不計(jì)L誤差,封閉環(huán)A的尺寸與壓緊裝置的初始安裝角度也有關(guān)系,計(jì)算時(shí)將角度e默認(rèn)為90°,但是在實(shí)際安裝過(guò)程中,這個(gè)角度也有誤差,應(yīng)考慮在內(nèi)。
3 衛(wèi)生間模塊安裝定位尺寸鏈
動(dòng)車組列車衛(wèi)生間模塊一般安裝在每輛車的端部,施工時(shí),先用鋼板或地板革鋪在地板上用做防護(hù);然后將衛(wèi)生間模塊整體運(yùn)送至安裝位置;最后經(jīng)過(guò)微調(diào),使其定位尺寸滿足要求。
在現(xiàn)車安裝時(shí),衛(wèi)生間模塊主要以到車體端墻外側(cè)和車體縱向中心線的尺寸來(lái)定位,同時(shí)用激光經(jīng)緯儀(或上部拉線的方式)校準(zhǔn)盒子間立面是否與地板面垂直。衛(wèi)生間模塊多為玻璃鋼材質(zhì),通過(guò)手工糊制而成,外表面比較粗糙,且形狀不規(guī)則(見圖5),所以模塊安裝定位尺寸多以內(nèi)表面為基準(zhǔn)。本文將衛(wèi)生間模塊簡(jiǎn)化為長(zhǎng)方體。

圖5 衛(wèi)生間模塊外表面
衛(wèi)生間模塊安裝時(shí)的主要尺寸關(guān)系為模塊本身尺寸與車體尺寸、定位尺寸之間的關(guān)系。衛(wèi)生間模塊俯視安裝定位尺寸示意圖如圖6所示。設(shè)衛(wèi)生間模塊沿車體橫向中心線方向長(zhǎng)度為a1,與車體縱向中心線定位尺寸為a2,安裝誤差為a0;沿車體縱向中心線方向長(zhǎng)度為b1,到車體端墻外側(cè)定位尺寸為b2,安裝誤差為b0;車體縱向中心線到側(cè)面界線尺寸為A,模塊最外端到車體端部界線尺寸為B。
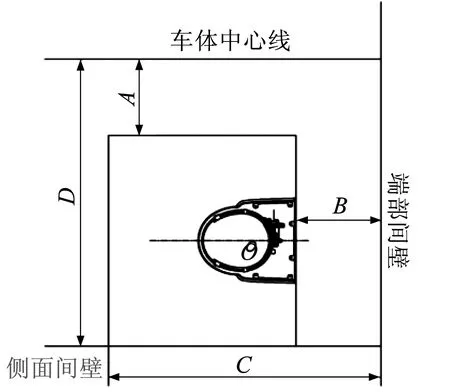
圖6 衛(wèi)生間模塊俯視安裝定位尺寸示意圖
從車體縱向中心線方向所視側(cè)視圖如圖7所示。設(shè)衛(wèi)生間模塊高度為H,垂直方向角度誤差為e1,由于角度誤差而產(chǎn)生的沿車體橫向中心線方向的長(zhǎng)度誤差為d1。從車體橫向中心線方向所視側(cè)視圖中誤差與縱向一致,角度與長(zhǎng)度誤差分別以e2、d2表示。
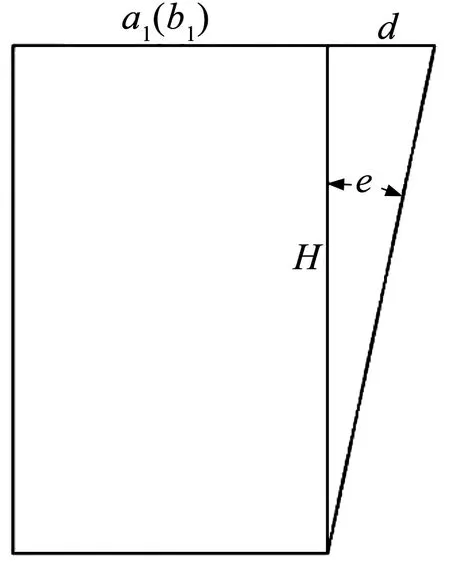
圖7 衛(wèi)生間模塊側(cè)視安裝定位尺寸示意圖
由定位尺寸關(guān)系可以得出,沿車體橫向中心線方向尺寸鏈為:
A=a1+a2+a0+d1
沿車體縱向中心線方向尺寸鏈為:
B=b1+b2+b0+d2
高度方向誤差為:
d=Htane
4 尺寸鏈計(jì)算方法
尺寸鏈的計(jì)算方法主要有2種:極值法和概率法[5]。在這2種方法中,封閉環(huán)的基本尺寸計(jì)算方法一致,即各環(huán)的基本尺寸之和,增環(huán)為正,減環(huán)為負(fù):
式中,A0為封閉環(huán)的名義尺寸;Ai為組成環(huán)的名義尺寸;θi為傳遞系數(shù)。
封閉環(huán)上下偏差計(jì)算公式為:
式中,ES0、EI0分別為封閉環(huán)上、下偏差;ESp、EIp分別為增環(huán)上、下偏差;ESq、EIq分別為減環(huán)上、下偏差;p為組成環(huán)中增環(huán)的個(gè)數(shù);q為減環(huán)個(gè)數(shù)。
封閉環(huán)公差T0為:
式中,Ti為組成環(huán)公差。
用概率法計(jì)算時(shí),封閉環(huán)的公差T0s為[6]:
式中,Tk為組成環(huán)公差。
在現(xiàn)車實(shí)際安裝的過(guò)程中,定位誤差多為人為和制造精度偏差造成,從大樣本來(lái)看,可以看作呈隨機(jī)正態(tài)分布[7];因此,各組成環(huán)都可以看作是一系列相互獨(dú)立的隨機(jī)變量。由于封閉環(huán)是由組成環(huán)綜合累積產(chǎn)生的,因此,當(dāng)組成環(huán)都符合正態(tài)分布規(guī)律時(shí),封閉環(huán)也符合正態(tài)分布。根據(jù)概率理論原理可知,正態(tài)分布的概率圖為鐘型曲線,變量絕大部分可能出現(xiàn)的值都處在中間某一范圍內(nèi),超出這一范圍之后的取值概率極小。所以在實(shí)際運(yùn)用中,用概率法更為合理[8]。
當(dāng)某個(gè)具體部件定位尺寸的設(shè)計(jì)及工藝要求確定之后,定位尺寸的最大極限尺寸為Xmax,最小極限尺寸為Xmin,設(shè)該尺寸鏈中增環(huán)的尺寸為s1,s2,…,sm,減環(huán)的尺寸為t1,t2,…,tn。
根據(jù)封閉環(huán)的極限尺寸要求及封閉環(huán)計(jì)算方法可知,組成環(huán)尺寸應(yīng)滿足:
Xmin≤s1+…+sm-t1-…-tn≤Xmax
因此,可得定位尺寸誤差能夠滿足要求的可靠度計(jì)算公式為[9]:
R=P{Xmin≤s1+…+sm-t1-…-tn≤Xmax}=
P{s1+…+sm-t1-…-tn≥Xmin}-
P{s1+…+sm-t1-…-tn≥Xmax}
為方便計(jì)算,設(shè):
z1=s1+…+sm-t1-…-tn-Xmin
z2=s1+…+sm-t1-…-tn-Xmax
根據(jù)概率理論可得:
R=P{z1≥0}-P{z2≥0}
根據(jù)誤差分布的規(guī)律,用對(duì)應(yīng)的概率密度函數(shù)就可以求出實(shí)際定位尺寸誤差滿足安裝要求的程度,即可靠度[10],相關(guān)計(jì)算過(guò)程本文不再贅述。
5 結(jié)語(yǔ)
本文探討了尺寸鏈理論在動(dòng)車組部件裝配施工中的作用,以側(cè)拉門系統(tǒng)和衛(wèi)生間模塊安裝為例,簡(jiǎn)單分析了尺寸鏈指導(dǎo)工藝施工的方法和步驟,并對(duì)尺寸鏈的解算方法進(jìn)行了介紹。分析證明,以尺寸鏈理論指導(dǎo)現(xiàn)車安裝工藝具有可行性和有效性。
[1] 李煥英. 基于機(jī)械產(chǎn)品大量生產(chǎn)中的公差設(shè)計(jì)——尺寸鏈計(jì)算在裝配中的應(yīng)用[J]. 科技創(chuàng)新與應(yīng)用, 2014(12):24-25.
[2] 王世偉,譚建榮,張樹有. 平面尺寸鏈的設(shè)計(jì)和反求[J]. 中國(guó)機(jī)械工程, 2003(2):13-16, 3.
[3] 成剛虎,馬建輝,盧秉恒. 平面尺寸鏈的矢量解法[J]. 機(jī)械設(shè)計(jì)與制造工程, 2002(4):21-22, 25.
[4] 成剛虎. 一類復(fù)雜平面尺寸鏈的計(jì)算[J]. 機(jī)床與液壓, 2002(3):194-196.
[5] 金云光,楊邦安,班正逸,等. 基于尺寸鏈和正態(tài)分布的公差設(shè)計(jì)與評(píng)判[C]//面向未來(lái)的汽車與交通——2013中國(guó)汽車工程學(xué)會(huì)年會(huì)論文集精選. 北京:中國(guó)汽車工程學(xué)會(huì),2013.
[6] 楊孔珠. 微分和概率理論在模具尺寸鏈計(jì)算中的應(yīng)用分析[J]. 模具工業(yè), 2013(1):34-37.
[7] 石玉娥. 關(guān)于工藝尺寸鏈計(jì)算問(wèn)題探析[J]. 制造技術(shù)與機(jī)床, 2014(4):86-89.
[8] 閻艷,余美瓊,王國(guó)新,等. 平面尺寸鏈公差分析算法研究[J]. 北京理工大學(xué)學(xué)報(bào), 2011(7):799-802.
[9] 杜官將. 基于全微分法的平面尺寸鏈求解[J]. 機(jī)械制造與自動(dòng)化, 2007(6):35-37.
[10] 余明浪. 應(yīng)用全微分解平面尺寸鏈[J]. 機(jī)械工程與自動(dòng)化, 2008(1):185-186.