清水河大橋焊接自動化技術突破
2018-05-30 01:49:34汪成郭強許彬謝穎秋
金屬加工(熱加工) 2018年5期
關鍵詞:焊縫
■ 汪成,郭強,許彬,謝穎秋

掃碼了解更多
清水河大橋主跨1130m鋼桁梁懸索大橋,主結構采用低合金結構鋼Q345D材質(zhì)。清水河大橋主體分為橋面板單元及主桁架單元,主桁架由上弦桿、下弦桿、豎腹桿和斜腹桿組成,經(jīng)過多次產(chǎn)品試驗及設備改造,最終在清水河大橋上實現(xiàn)了產(chǎn)品焊接自動化。通過對清水河大橋主體結構的拆解分析,各部件焊接劃分為主桁梁主角焊縫、橫梁T型結構焊縫、U肋板單元焊縫。主桁梁主角焊縫采用雙頭埋弧焊機焊接,橫梁T型結構焊縫采用橫隔板焊接機器人系統(tǒng),U肋板單元焊縫采用多頭龍門焊專機(見圖1)及U肋裝配定位焊接機器人系統(tǒng)(見圖2)。
1. U肋焊接方案
U肋多頭龍門焊專機由于采用4~6頭焊接機頭同時焊接,三根U肋可以同時焊接,焊接專機采用平位焊,CO2實芯焊絲打底+埋弧焊蓋面,實芯焊絲打底保證了75%以上的根部熔深,埋弧焊蓋面在重力的作用下由于焊劑的托敷左右,成形美觀、且敷熔率大,如圖3所示。

圖1 U肋多頭龍門焊專機

圖2 U肋裝配定位焊接機器人系統(tǒng)
多頭龍門焊機高效焊接的同時,消耗的焊材量也是增加了60%,所以采用U肋裝配定位焊接機器人進行焊接試驗。焊接機器人選型之初,考慮到大型鋼結構中厚板焊接需要具備初始尋位、多層道焊縫跟蹤、弧長控制、根部間隙自適應控制、多層多道焊編排等基礎功能;焊接機器人操作編程方面,可以通過示教在線編程和離線編程兩種方式。U肋裝配定位焊接機器人焊接的焊縫成形美觀、熔深比例一致,并且節(jié)約大量的焊材用量,如圖4所示。
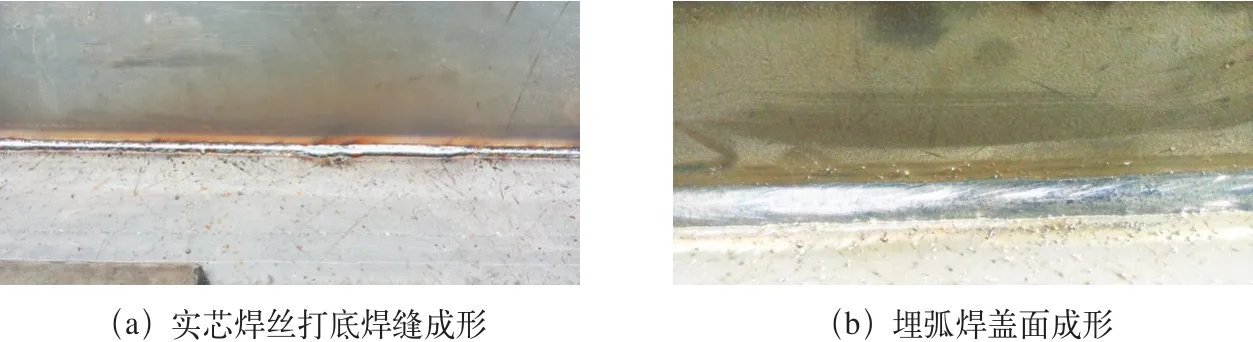
圖3
焊接設備選擇完成后,定制了合理的工位布置,工位完全依據(jù)U肋板按制作工序順序布置,依次為U肋銑邊→U肋打孔→U肋折彎→U肋手孔開設→U肋封板裝配→頂/底板開坡口→U肋板單元組立→U肋板單元焊接。通過車間規(guī)劃,使布局更合理,生產(chǎn)更高效,如圖5所示。
U肋板單元焊接前道工序時U肋板單元組立,后道工序時U肋板單元矯正。U肋板單元裝配機(集打磨、劃線、裝配三功能與一體)工效為4塊/工日,滿足U肋板單元焊接4塊/工日需求。U肋板單元采用機器人焊接后,焊接變形小,矯正工作量小,均是人工矯正,不受設備制約,可靈活調(diào)整工位應對。所以U肋板單元結合了U肋裝配定位焊接機器人與U肋多頭龍門焊專機,不僅大幅提高了工作效率,上下道工序銜接上也不存在問題。
以清水河橋板單元(8.8m、4根U肋)為例,該焊接設備投入使用后,底板僅需劃出四周抽邊線,下料后即可上裝配工位,僅需一個主操工和一個輔助工就能完成集U肋劃線、底板打磨、除塵、U肋壓緊、U肋點焊等整套板單元裝配工作,耗時約為3h。相對于之前工時統(tǒng)計得出的5.4h,使用U肋焊接機器人大大降低了人員投入及環(huán)境污染,同時降低對車間行車的依賴,不但提高U肋裝配精度,而且節(jié)省制作時間,配合多頭龍門U肋焊接機全面提升橋面板制作自動化水平。
2. 橫梁T型材焊接方案
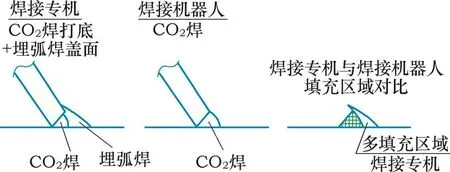
圖4 焊接專機和焊接機器人焊縫對比

圖5 U肋板焊接機器人車間規(guī)劃

圖6 焊縫成形
清水河大橋項目橋面板單元上有302套橫梁T型材,橫隔板機器人焊接系統(tǒng)率先在清水河大橋橫梁T型材上使用,完全是由于橫隔板機器人焊接系統(tǒng)相比以往焊條電弧焊、半自動焊,熔敷效率得到大幅提高,焊縫成形美觀,幾乎無需返修打磨,使產(chǎn)品的生產(chǎn)周期縮短了30%。隨著機器人焊接在公司的深化應用,已在多個產(chǎn)品項目中嘗試使用,充分利用其高效、節(jié)能、可全天候工作、可操作性強等特點。機器人焊接在克服焊條電弧焊及半自動焊的諸多不足的同時,還創(chuàng)新應用氣體保護焊(MAG焊或MIG焊),飛濺小、易脫渣、焊道成形美觀,無損檢測及報驗合格率達到99%以上。通過工裝流水線、焊接材料的選擇、氣體流量和焊接過程各節(jié)點的控制,以及預熱及后熱處理、焊接參數(shù)的控制等,實現(xiàn)整體焊縫各項性能符合項目產(chǎn)品的嚴格要求,如圖6所示。
3. 主桁梁焊接方案
清水河大橋主桁架采用帶豎腹桿的滑輪式結構,由上弦桿、下弦桿、豎腹桿和斜腹桿組成,桁高7m。上弦桿、下弦桿選用閉口箱型斷面,斜腹桿、豎腹桿除在梁端豎向支座附近采用閉口箱型斷面外,其余采用工字型斷面。主桁梁主角焊為典型的棱角焊縫,開制坡口的部分熔深焊縫。為了達到設計要求的焊接熔深,選用埋弧焊進行焊接,對稱的雙焊縫形式又可以采用單車雙頭埋弧焊機。最初試驗過程中采用兩臺雙絲埋弧焊接小車改造成一臺雙頭埋弧焊機,用于模擬橋梁桿件的焊接。經(jīng)過施工單位一段時間的試用,其焊接質(zhì)量穩(wěn)定、焊接功效提高了約40%,且兩側同時焊接減少了焊接變形量,才率先在清水河大橋弦桿上進行雙頭埋弧焊機焊接,高效的焊接速度,便捷簡單的操作得到了施工班組的一致認可。鑒于此情況,為進一步提高生產(chǎn)效率,又將四臺埋弧焊小車改造成兩臺雙頭焊接小車,從而使雙頭埋弧焊小車在橋梁箱型桿件焊接上得到普及應用,如圖7所示。
小型雙頭埋弧焊小車相比龍門雙頭埋弧焊專機,節(jié)約了近85%的成本,并且有使用便捷、不占用場地、使用穩(wěn)定可靠等特點。做到了以較小的成本,大幅提高生產(chǎn)效率。
4. 機器人離線編程應用
清水河大橋板單元U肋裝配焊接改變以往手動在線示教編程,提出了離線編程,克服了在線示教的諸多不足,離線編程具有開放性好、集成度高、對復雜任務編程快速精確等優(yōu)點。為滿足小批量、多品種、成本低、時間短及焊接質(zhì)量高等要求,研究和開發(fā)弧焊機器人離線編程系統(tǒng)具有重要的工程實用價值,既可提高焊接接頭質(zhì)量及焊接接頭質(zhì)量的穩(wěn)定性,又能保證生產(chǎn)周期。基于三維模型離線編程應用于實際的生產(chǎn)焊接中,是一項非常現(xiàn)實的想法和創(chuàng)新。首先在三維軟件上建模,再進行離線編程并進行模擬再生焊接,及時調(diào)整各個焊接步驟及命令參數(shù),確保焊接順序合理、焊接過程流暢,再將程序通過USB接入的方式導入機器人系統(tǒng),然后進行工件焊接,如圖8所示。

圖7

圖8 程序編輯
在線示教編程受操作人員水平及狀態(tài)的影響較大,操作人員長時間處在高度精神集中的狀態(tài),很難保證每個示教點的準確,從而使最終的編程精度變得不穩(wěn)定,有時還會發(fā)生焊槍與工件相碰等問題。為了保證軌跡的精度,通常定位焊50mm的焊縫,需要示教50個點,以保證焊接機器人運行平滑及收弧點位置的一致。每根U肋的在線示教與編程需要約2h的時間,即一塊板單元在示教編程上需要8h。同樣規(guī)格的一塊板單元采用離線編程的方式只需編出第一根U肋的第一個定位焊程序,主機器人和子機器人合計約1.5h,然后進行程序的復制平移即可完成整塊板單元的編程工作,然后進行再生模擬焊接檢查程序是否有誤并進行程序的適當調(diào)整。采用離線編程,不僅實現(xiàn)編程時不影響焊接機器人的正常生產(chǎn)焊接,而且離線編程系統(tǒng)可以進行獨立編程,焊槍位置點的選取及焊槍姿態(tài)的過渡會很平滑,使編程精度大幅提高。編程人員通過模擬再生系統(tǒng),能夠很直觀地檢查編程結果,并可以進行人工編輯修正。所以采用這樣的離線編程系統(tǒng),能夠大幅提高編程效率,減輕編程員的勞動強度,提高產(chǎn)品的生產(chǎn)率及產(chǎn)品的焊接質(zhì)量,使焊接機器人系統(tǒng)成為企業(yè)的一張名片。
5. 結語
清水河大橋制作過程中實現(xiàn)了諸多技術升級與換代,不僅有焊接機器人系統(tǒng)通過離線編程進行再生焊接、多頭龍門焊機高效焊接、雙頭埋弧焊小車,還采用了H型鋼流水線焊接T、H型鋼,焊接過程節(jié)省了大量的人工、焊材消耗,生產(chǎn)效率提高近一倍。實現(xiàn)了橋梁鋼結構制造的轉(zhuǎn)型升級,最終在產(chǎn)品上實現(xiàn)工位化、流水線化生產(chǎn)。
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術學院學報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
